В ОСНОВНОМ авт. си. Ао 120402 о) способ правки 1вде., имеющих форму тел 5раШ.ения, например свер/i и г. п., сос1оящий Б том, что изделие одним концом устанавливают в зажимной натром, а дрЗПой конец устанавливают между ненодвижной и подвижной (вибрируюн;ей) призмами. При вращении изделия с одновременным воз.тействием иа него вибрируюн1ей нризмы нроисходит npafiK; изделия. Этот способ не дает достаточной производительности.
Описывае.мый способ состоит в том, что изделие устанавливают па профильный опорный нож и упирают к ггерифериго двух враш.аюш,ихся с различной окружной скоростью i5 одном направлении абразивных ИЛИ рифленых кругов лля иридання заготовке вибрации от выступаю щих абразивных зерен или рифлений па кругах. Этот способ упрощает устройство ДЛЯ правки и повышает производительность.
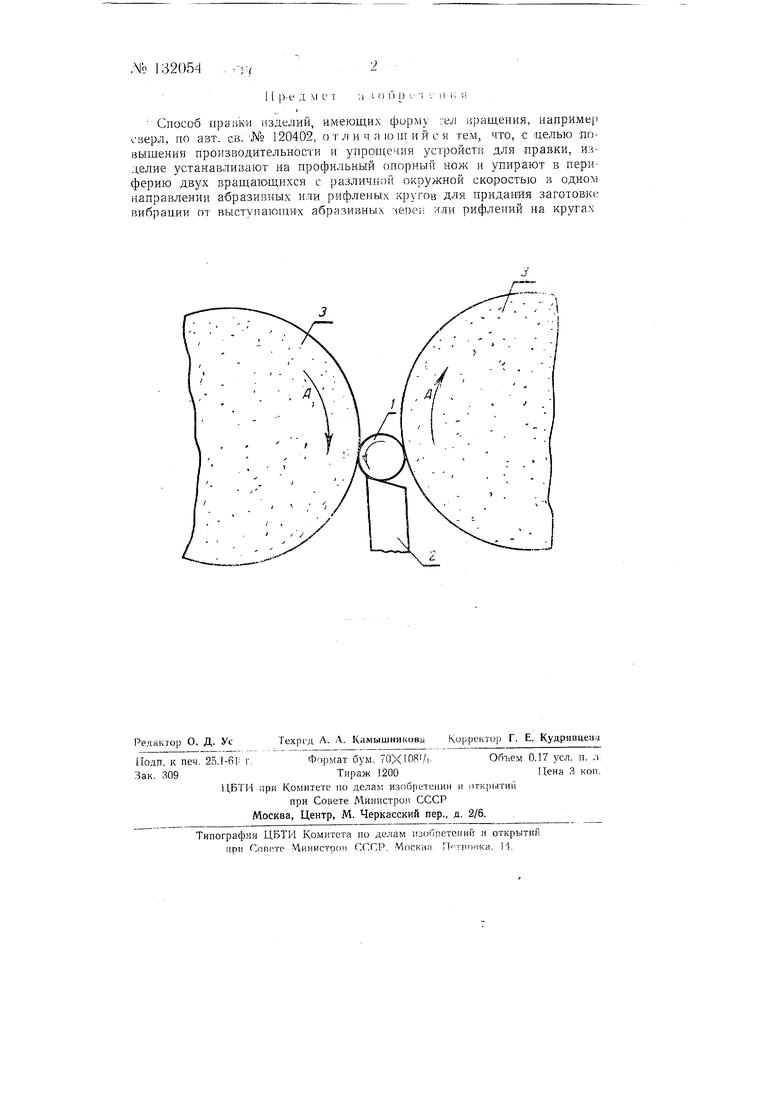
На чертеже показана схема .правки пзде.тий при ()щи опнсьпзаемого способа.
Изделие / устана|;. на профильный оиорпый нож 2 и упи)ают в периферию дв)-х абразивных или рифленых кругов 3. Опорный нож имеет форму образующей тела враи1ення обрабатываемого изделия. Абразивные и.ли рифленые круги вращаются, с разной окруж;1ой скоростью к одном, направлении, показанном стрелкой А. При вращении между врашаюшимися кругами изделие получает виб1)адию от выстунающих абразивных зереи или рифлечий кругов, всле.чствиг 4erv) происходит его правка.
|)-e Д M 0 I ;i ; о u с i v и i; я
Способ npaiiKH изделий, имеющих форму гел и)аш,ения, наприме) оцерл, по авт. св. -JMo 120402, отличающийся тем, что, с целью повышения производительности и упрощения устройств для правки, изделие устанавливают на профильный опорный нож и упирают в периферию двух Брапдающихся с различной окружной скоростью в одном направлении а-бразивных или рифленых кругов для придания заготовке вибрации от выступаюпШХ абразивных зере;; или рифлений на кругах