Устройства для нанесения верхних рифлений на лезвиях сегментов режущих аппаратов сельхозмашин и на других подобных изделиях либо способом строжки на поперечно-строгальных станках посредством профильных резцов, либо способом фрезерования посредством многолезвийных профильных фрез и другими способами известны.
Устройства, предназиаченные для нанесения рифлений на поверхности посредством -накатных одинарного типа роликов, снабженных профильными зубцами, размещенными по периферии с некоторым заданным щагом, также известны, ио подобные накатки применяются преимущественно для мелкого рифления на мягких материалах. Для накатки лезвий сегментов из инструментальной высокоуглеродистой стали использование подобных накатных устройств нецелесообразно, так как вследствие больших радиальных усилий на ролики усложняются устройства и удорожается инструмент.
Предлагаемое изобретение устраняет указанные недостатки тем, что взамен многолезвийного режущего инструмента, а также многозубых накатных роликов применена торцовая головка, закрепляемая на шпинделе обычного карусельно-фрезерного или карусельно-шлифовального станка и несущая на себе равномерно распределенные по окруж:ности однониточные профильные накатные ролики в виде круглых ножей из быстрорежущего или твердого сплава.
Подобная головка позволяет за счет уменьшения диаметра давящих лезвий при одновременном увеличении их количества на периферии торца осуществить повышенную производительность процесса при радиальных давлениях от накатки, допускаемых конструкцией карусельно-фрезерного или карусельно-щлифовального станка. В случае испэль№ 97068 2 зования станков повышенной мощности допустимо применение накатных роликоЪ с двумя и более профильными нитками, в соответствии с чем должна,возрастать производительность процесса при сохранении одинаковой скорости накатывания (то есть окружной скорости на ролике).
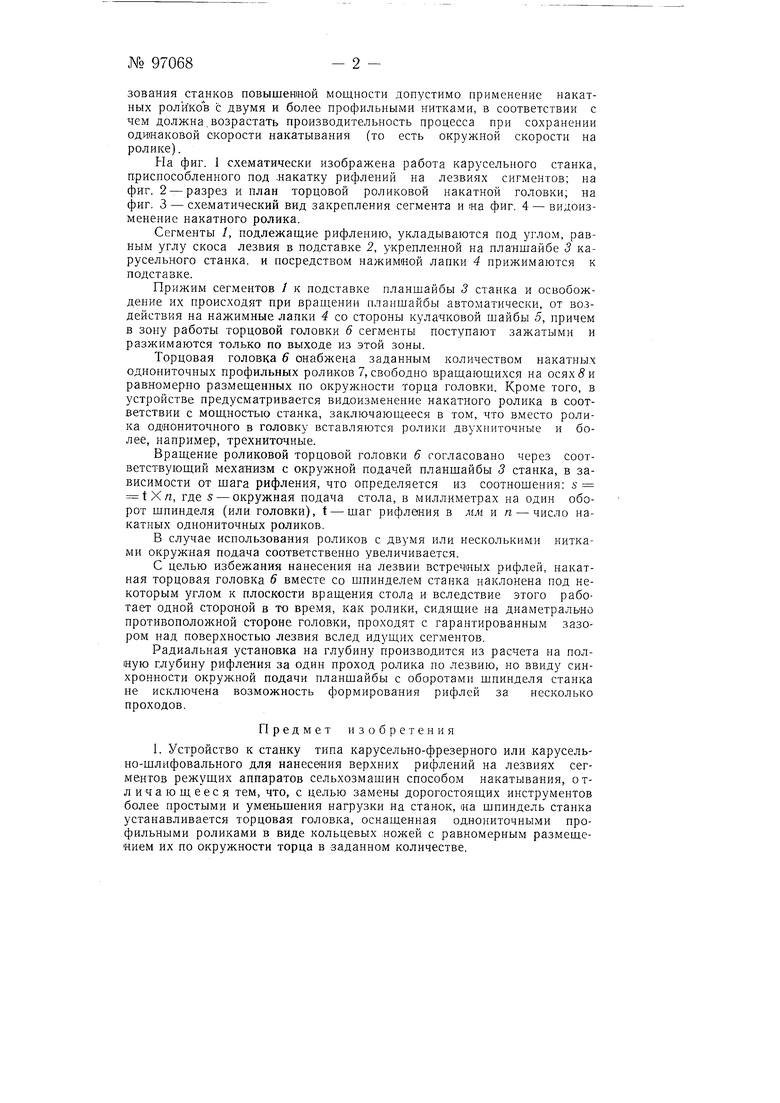
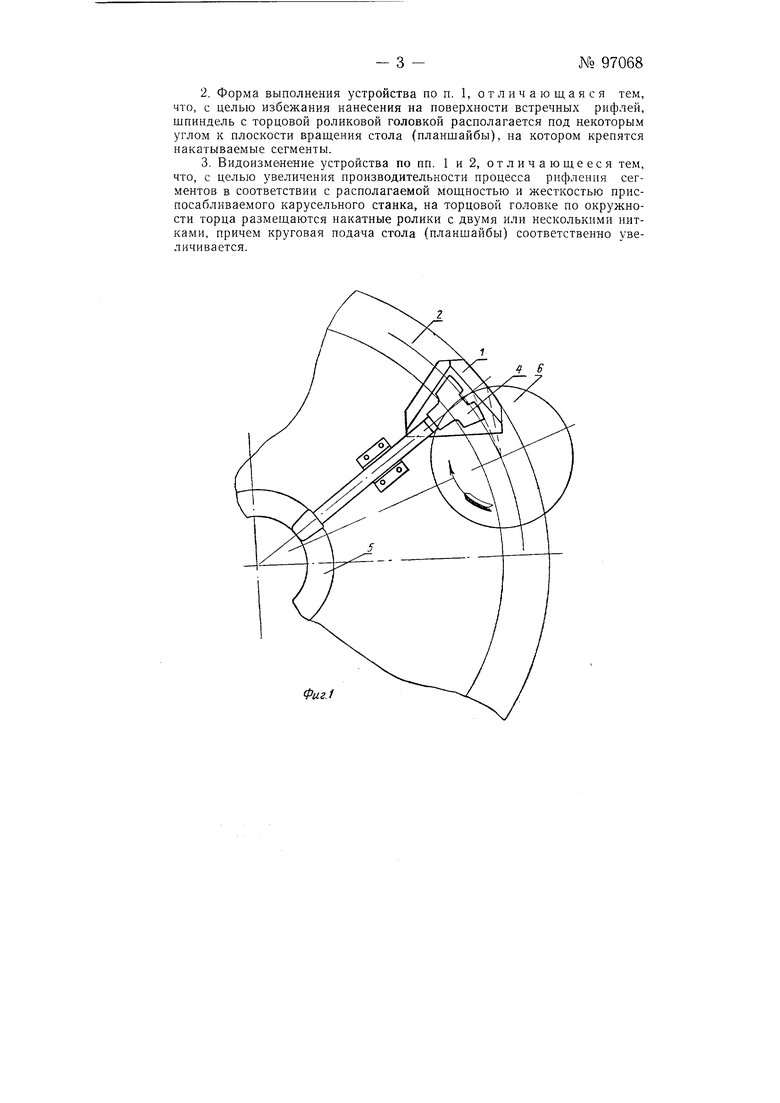
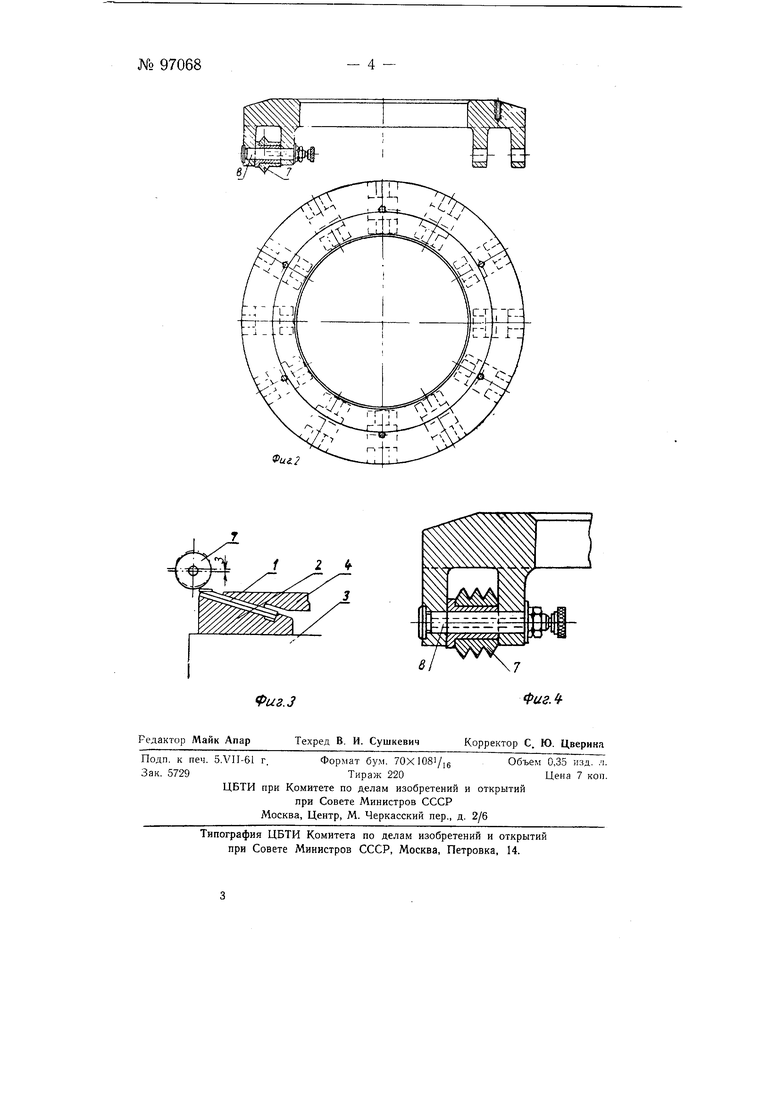
На фиг. 1 схематически изображена работа карусельного станка, приспособленного под .накатку рифлений на лезвиях сигментов; на фиг. 2 -разрез и план торцовой роликовой накатной головки; на фиг. 3 - схематический вид закрепления сегмента и иа фиг. 4 - видоизменение накатного ролика.
Сегменты /, подлежащие рифлению, укладываются под углом, равным углу скоса лезвия в подставке 2, укрепленной на планшайбе 3 карусельного станка, и посредством нажимной лапки 4 прижимаются к подставке.
Прижим сегментов / к подставке планшайбы 3 станка и освобождение их происходят при вращении планшайбы автоматически, от воздействия на нажимные лапки 4 со стороны кулачковой щайбы 5, причем в зону работы торцовой головки 6 сегменты поступают зажатыми и разжимаются только по выходе из этой зоны.
Торцовая головка 6 снабжена заданным количеством накатных однониточных профильных роликов 7, свободно вращающихся на осях 5 и равномерно размещенных но окружности торца головки. Кроме того, в устройстве предусматривается видоизменение накатного ролика в соответствии с мощностью станка, заключающееся в том, что вместо ролика однониточного в головку вставляются ролики двухниточные и более, например, трехниточные.
Вращение роликовой торцовой головки 6 согласовано через соответствующий механизм с окружной подачей планшайбы 3 станка, в зависимости от шага рифления, что определяется из соотнощения: s tXfi, где S - окружная подача стола, в миллиметрах на один оборот шпинделя (или головки), t - щаг рифления в мм и п - число накатных однониточных роликов.
В случае использования роликов с двумя или несколькими нитками окружная подача соответственно увеличивается.
С целью избежания нанесения на лезвии встречных рифлей, накатная торцовая головка 6 вместе со шпинделем станка наклонена под некоторым углом к плоскости вращения стола и вследствие этого работает одной стороной в то время, как ролики, сидящие на диаметрально противоположной стороне головки, проходят с гарантированным зазором над поверхностью лезвия вслед идущих сегментов.
Радиальная установка на глубину производится из расчета на полную глубину рифления за один проход ролика по лезвию, но ввиду синхронности окружной подачи планшайбы с оборотами шпинделя станка не исключена возможность формирования рифлей за несколько проходов.
Предмет изобретения
1. Устройство к станку типа карусельно-фрезерного или карусельно-шлифовального для нанесения верхних рифлений на лезвиях сегментов режущих аппаратов сельхозмашин способом накатывания, отличающееся тем, что, с целью замены дорогостоящих инструментов более простыми и уменьшения нагрузки на станок, на шпиндель станка устанавливается торцовая головка, оснащенная однониточными профильными роликами в виде кольцевых ножей с равномерным размещением их по окружности торца в заданном количестве.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью избежания нанесения на поверхности встречных рифлей, шпиндель с торцовой роликовой головкой располагается под некоторым углом к плоскости вращения стола (планшайбы), на котором крепятся накатываемые сегменты.
3.Видоизменение устройства попп. 1 и 2, отличающееся тем, что, с целью увеличения производительности процесса рифления сегментов в соответствии с располагаемой мощностью и жесткостью приспосабливаемого карусельного станка, на торцовой головке по окружности торца размещаются накатные ролики с двумя или несколькими нитками, причем круговая подача стола (планшайбы) соответственно увеличивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трех роликовая головка для накатки наружной резьбы | 1950 |
|
SU94703A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБЫ НА ЗАГОТОВКАХ | 1937 |
|
SU52492A1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2060875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
Фиг.{
- ff
