Изобретение относится к исследованию прочностных свойств материалов и может быть использовано для определения стойкости сварного соединения против образования холодных трещин после сварки.
Целью изобретения является сокращение длительности испытаний сварных соединений сталей.
На чертеже изображена схема осуществления способа.
СЛособ осуществляют следующим образом.
Цилиндрический стержень 1 сварным швом 2 вваривают в отверстие 3, выполненное в пластине 4. Стержень 1 и пластину 4 изготавливают из основного материала. На стержне 1 может быть вьшолнен концентратор напряжений, например, в виде резьбы 5.
Полученное соединение нагружают растягивающим усилием Р, которое прикладывают к стержню 1. Нагружение осуществляют ступенчато от напряжения 0,2d,r ( 0, , где - предел текучести основного материала с приращением напряжения на каждой ступени от 25 до 100 МПа при длительности вьщержек на каждой ступени от 1- до 4ч..
5
Нагружение осуществляют до разрушения, регистрируют разрушающее усилие и время до разрушения и по их величинам судят о стойкости соединения против образования холодных трещин после сварки. Большее разрушающее усилие и большее время до разрушения свидетельствуют о повышенной стойкости соединения против образования холодных трещин после сварки. Пример. Испытания проводили при отработке режимов сварки двух марок сталей типа ЗОХНЗМФА ( 6,. 1000 МПа) и типа ЗОХГСА ( 6г 800 МПа). Стержень диаметром 6 мм вваривали в пластину размером 45x150x200 мм, Сварку в среде углекислого газа производили автомато м АДГ-601 сварочной проволокой марки СВ-08Х20Н ОГ7Т диаметром 2 мм. За показатель стойкости сварных соединений против образования холодных трещин принимали напряжение , при котором происходило разрушение образцов. Оно составило дпя стали ЗОХНЗМФА от 323 до 366 МПа и для стали ЗОХГСА от 580 до 613 МПа. При этом за счет использования ступенчатого нагруже- ния было достигнуто сокращение про- 0 должительности испытаний в 9 раз по сравнению с прототипом.
г Л
0
5
Редактор Н.Слободяник Техред А.Кравчук
Заказ 2652/46 . Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Л. Пилипенко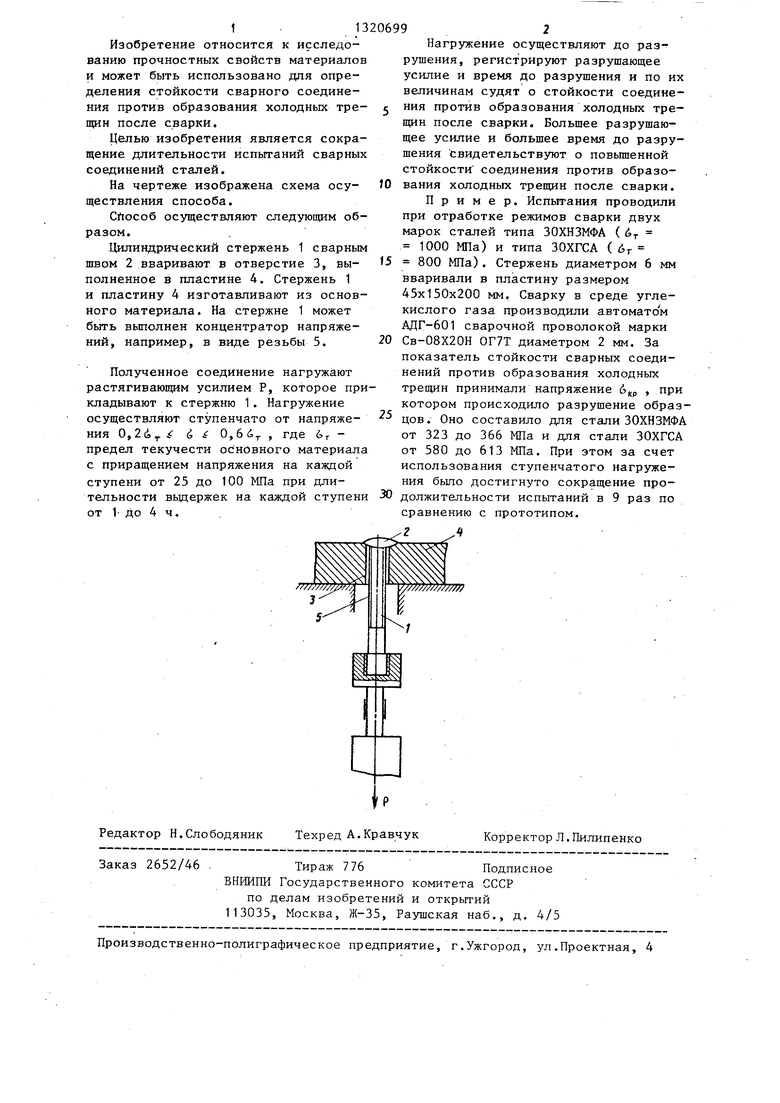
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения стойкости сварных соединений против образования холодных трещин | 1985 |
|
SU1348706A1 |
| Способ испытания металла шва на сопротивляемость образованию холодных трещин | 1989 |
|
SU1691020A1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1990 |
|
SU1767389A2 |
| Образец для изучения поведения трещины в металле сварного соединения при многопроходной сварке | 1989 |
|
SU1611655A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2408451C1 |
| Сварочный материал | 1986 |
|
SU1447619A1 |
| Способ обработки металлических конструкций | 1988 |
|
SU1574655A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| Макаров Э.Л | |||
| Холодные трещины при сварке легированных сталей | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
