1. 1
Изобретение относится к области производства сварных труб и может быть использовано в металлу} гической промышленности для изготовления спи- ральношовных сварных труб средних и больших диаметров из листовой полосы
Известен ряд устройств для .формовки спиральношовных труб и обеспечения совмещения сходящихся кромок полосы и трубы при сварке.
Эти устройства не обеспечивают требуемого совмещения сходявдихся кромок полосы и трубы при изменении диаметра трубы из-за серповидности полосы, т.е. автоматически не регули- руют диаметр трубы при ее сварке; кроме того, они громоздки и сложны в наладке.
Наиболее близким к изобретению является устройство для удержания сва- риваемых кромок при сварке спирально- шовных труб, содержащее внутреннюю и наружную пары установленных на валах валков, кинематически связанных в каждой паре между собой.
Недостатком такого устройства является наличие несущих двухопорных сплошных валов,на которых расположены по два формовочно-сварочных валка,и наличие кинематически связанных эксцентриковых втулок с червячными парами. Такая конструкция из-за больших paдиaJJьныx. усилий при формовке трубы требует значительного увеличения диаметра не- валов, соответственно увеличе- НИН диаметра эксцентриковых втулок и самых формующих валков;, кроме того, конструктивное выполнение червячной пары, непосредственно связанной с эксцентриковой втулкой, весьма услож- няет конструкцию в целом.
Цель изобретения - упрощение конструкции формовочно-сварочного узла при сварке спиральношовных труб на
установках с регулируемым в процессе сварки диаметром труб. .
Указанная цель достигается тем, что устройстве, содержащем внутреннюю и наружную пары установленных на валах валков, кинематически связанных в каждой паре между собой, каждый из валков укреплен на отдельном валу, вьшолнен составным по оси снабжен подшипниковыми узлами, размещенными между частями валков,, при этом под- пшйниковые узлы одного из валков, например внутреннего, укреплены непод- вижно, а подшипниковые узлы соосного
5002
с ним валка установлены с возможнЬсть радиального смещения, подшипниковые узлы каждого из двух валков, расположенных с противоположной стороны стенки трубы, снабжены каждый тремя опорами, одна из которых - шарнирно, а две другие - подпружиненные винтовые .
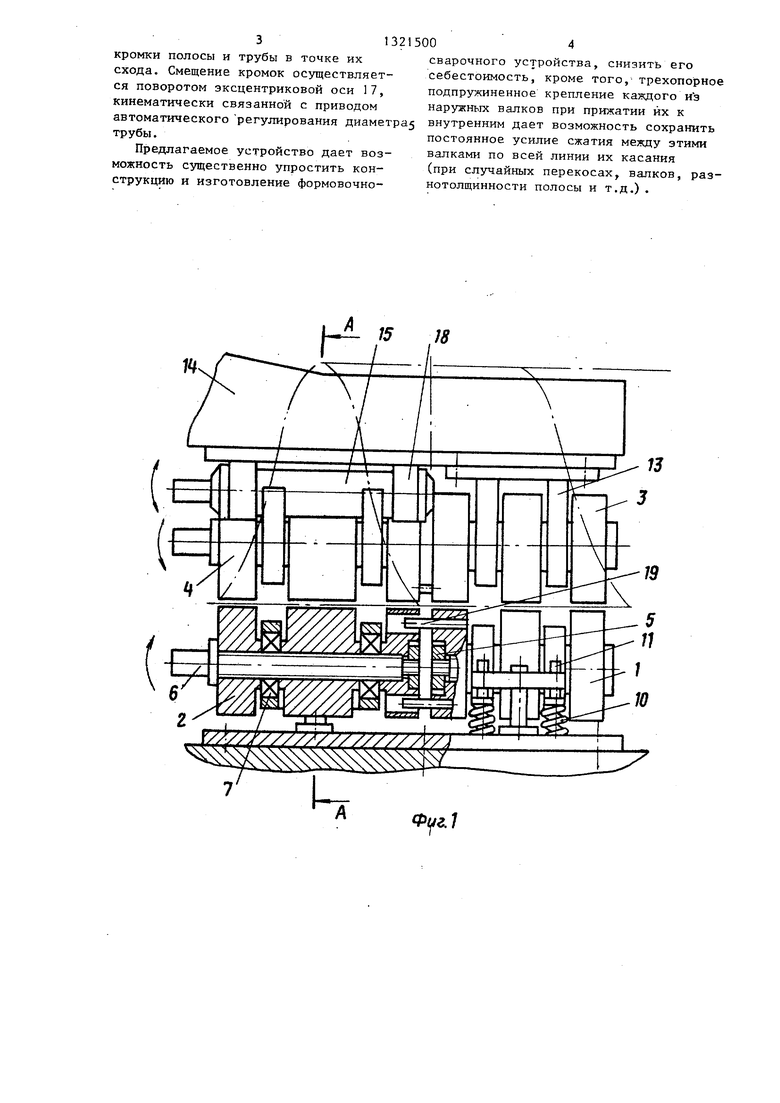
На фиг.1 показано устройство для удержания свариваемых кромок при сварке спиральношовных труб со стороны задачи полосы, общий вид; на фиг,2 - разрез А-А на фиг.1.
Устройство состоит из двух наружных валков 1 и 2 и двух внутренних валков 3 и 4, валки выполнены составными из трех частей и укреплены при помощи гаек 5 на шлицевых валах 6, между частями валков установлены подшипниковые узлы 7.
Подшипниковые узлы наружных валков 1 и 2 установлены в корпусах 8, каждый из которых имеет одну шаровую опору 9 и две подпружинен11ых пружинами 10 винтовых опоры 11 от осевого смещения опор предусмотрен штырь 12.
Подшипниковые узлы внутреннего валка 3, удерживающего трубу, установлены в корпусе 13, укрепленном неподвижно на оправке 14, проходящей внутри свариваемой трубы.
Подшипниковые узлы внутреннего валка 4, удерживающего полосу установлены в корпусе 5, имеющем две оси качания: концентричную 16.и эксцентричную 7 , которые установлены в корпусе 18, укрепленном на оправке 14
Валки во внутренней, как и наружной паре валков, связаны между собой пальцами 19.
При сварке спиральношовной трубы полоса и ее кромка удерживаются валками 2 и 4, а кромка и полоса формуемой трубы валками I и 3; необходимое усилие сжатия между валками 2 и 4 и валками 1 и 3 обеспечивает пружинами 10, регулировка усилия сжатия достигается винтами 11,
Валы 6 валков 2 и 4 являются приводными, вращение валкам 1 и 3 сообщается от валков 2 и 4 при помощи пальцев 19,
Формовка и сварка спиральношовной трубы из полосы, имеющей серповид- ность, приводит к изменению диаметра трубы. Для поддержания одинакового диаметра трубы в процессе ее изготовления необходимо смещать сходящиеся
кромки полосы и трубы в точке их схода. Смещение кромок осуществляется поворотом эксцентриковой оси 17, кинематически связанной с приводом автоматического регулирования диаметраз трубы.
Предлагаемое устройство дает возможность сзтцественно упростить конструкцию и изготовление формовочносварочного устройства, снизить его себестоимость, кроме того, трехопорное подпружиненное крепление каждого из наружных валков при прижатии их к внутренним дает возможность сохранить постоянное усилие сжатия между этими валками по всей линии их касания (при случайных перекосах валков, раз- нотолщинности полосы и т.д.) .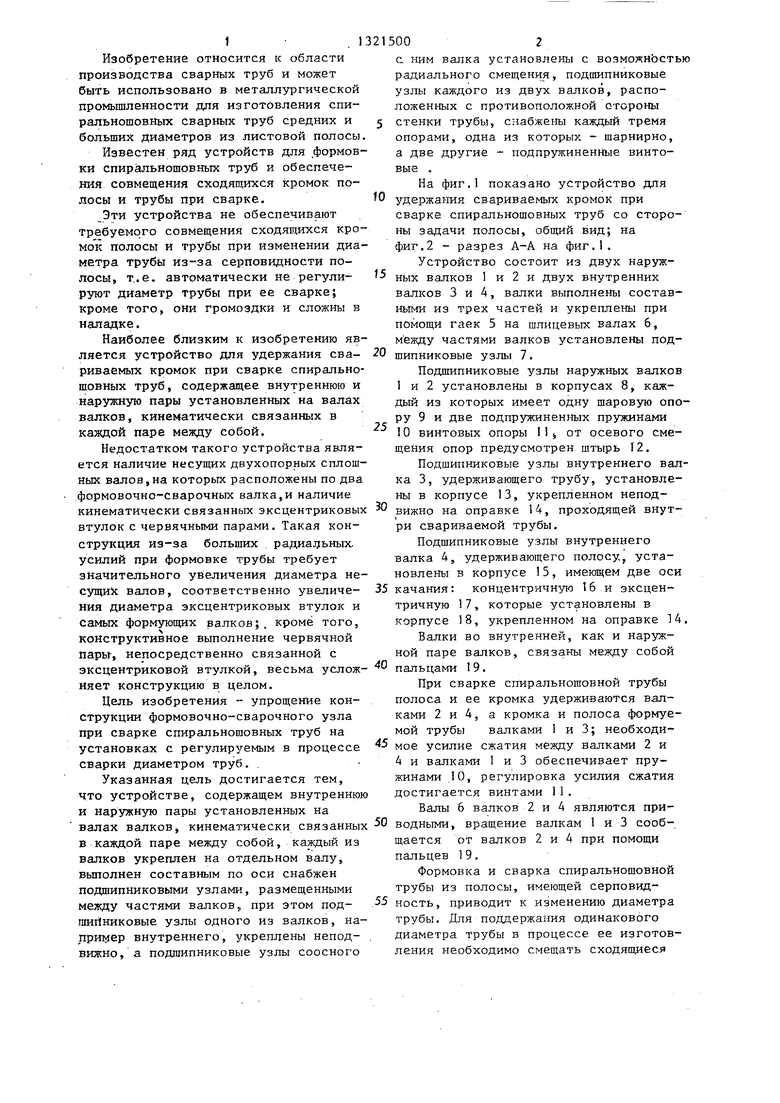
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки спиральношовных труб | 1976 |
|
SU685380A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU940890A1 |
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ регулирования периметра спиральношовных труб | 1986 |
|
SU1299744A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1274792A1 |
| Устройство для непрерывной формовки спиральношовных труб | 1977 |
|
SU671896A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2334577C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2320439C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ РУЛОННОГО ПРОКАТА | 2006 |
|
RU2308337C1 |
п
Щ
3ff€i4eH/np6tc fnem
Редактор А.Ворович
Составитель Э.Ветрова Техред И.Попович
Заказ 2700/6 Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг: 2
Корректор А.Ильин
