1
изобретение относится к трубному производству точнее к производству сварных труб, и наиболее эффективно может быть использовано при изготовлении спиральношовных труб токами высокой частоты.
Цель изобретения - пЪвьшение качества сварных труб за счет улучшени условий создания стабильного сварочного давления.
На чертеже изображена схема изго товления спиральношовных труб.
Способ осуществляется следующим образом.
Полосу 1 с помощью задающих валков 2 подают под углом формовки oi в формовочное устройство, состоящее из правой 3 и левой 4 половин. Во время подачи полосы 1 она опирается и направляется опорными 5 и поддерживающим 6 роликами. В правой половине 3 формовочного устройства формуется первый полувиток 7 а в , левой 4 - второй полувиток 8, К кромкам полосы 1 и второго полувитка 8 с помощью скользящих контактов 9 подводится высокочастотная энергия, разогревающая кромки до температуры сварки. В точке 10 схождения кромок с помощью поворота левой половины 4 формовочного устройства на угол )3 создается сварочное давление и происходит сварка разогретых кромок. Угол поворота (3 не превьшает 1-1,5 , Ось поворота совмещена с точкой 10 сварки. Получаемая труба 11 удерживается люнетом 12,
Пример, Изготавливают трубу диаметром 250.мм. Из стальной полосы толщиной 4 мм и щириной 500 мм фор74792 -Л
муют первый 7 и второй 8 пОлувитки соответственно в правой 3 и левой 4 половинах формовочного устройства. В процессе формовки сварочное
S давление создают за счет упругих свойств металла с помощью поворота левой половины формовочного устройства на угол } , не превьштющий 1,5°. Разогрев кромок до температуры сварки
0 осуществляют с помошью сварочного генератора мощностью 250 кВт и час.тотой 440 кГц, который разогревает их до 110Р°С. Скорость сварки 30 м/мин.
5 Предлагаемый способ изготовления спиральнощовных труб позволяет сократить брак и повысить качество выпускаемых труб за счет создания сварочного давления в точке схождения
0 кромок путем изменения положения второго полувитка формуемой- полосы относительно оси первого полувитка, лежащей в плоскости, проходящей через точку схождения кромок.
Формула изобретения
Способ изготовления спиральнощовных труб, при котором полосу -подают под углом к оси изготавливаемой трубы, формуют, сближают кромки встык и сваривают токами высокой частоты, отличающийся тем, что, с целью повьщ|ения качества сварных труб, сварочное давление в точке схождения кромок создают путем изменения положения второго полувитка формуемой полосы относительно оси первого полувитка, лежащей в плоско™ стИр проходящей через точку схождения кромок„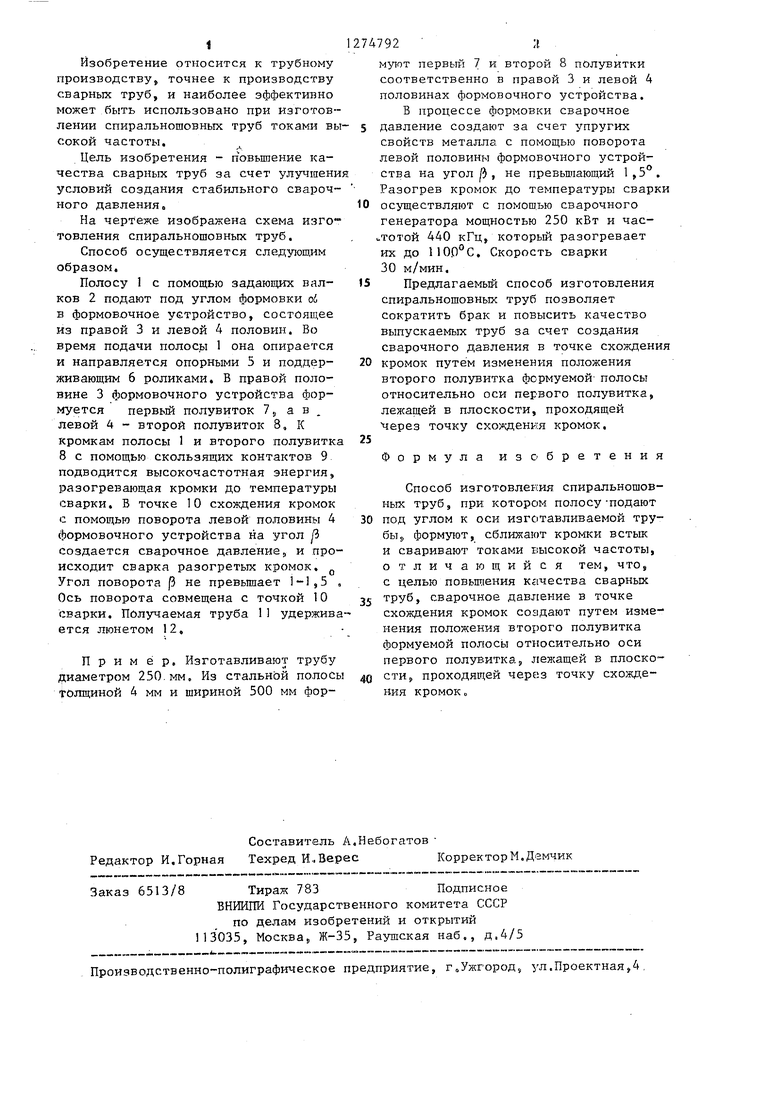
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки спиральношовных труб | 1985 |
|
SU1274793A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1968 |
|
SU208655A1 |
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1964 |
|
SU161681A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1131572A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1187902A1 |
| Устройство для формовки спиральношовных труб | 1976 |
|
SU685380A1 |
| Устройство для формовки спиральношовных труб | 1984 |
|
SU1139531A1 |
Изобретение относится к трубному производству, точнее к производству сварочных, труб, и наиболее эффективно может быть использовано при изготовлении спиральношовных труб со сваркой кромок встык токами высокой частоты. Целью изобретения является увелгэтение производительности и повьштение качбства сварных труб. Полосу 1 под углом txi к оси готовой трубы .подают в формовочное устройство, состоящее из правой 3 и левой 4 половин, В правой половине формуется первый полувиток, а в левой 4 - второй. К кромкам полосы и второго полувитка скользящими контактами подводится ток высокой частоты. В точке 10 схождения кромок i поворота левой половины 4 формовочного устройства на угол создается (О сварочное давление, и происходит стыс: ковая сварка кромок. Угол поворота превьшает 1-1,5 . 1 ил.
| Патент США № 3046382, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ФОРМОВКИ и СВАРКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 0 |
|
SU196702A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 317263, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
