Изобретение относится к обработке деталей резанием, может быть применено для дробления сливной стружки при обработке деталей на токарных станках с ЧПУ, к является усовершенствованием устройства по авт. св. № 1202727.
Цель изобретения - расширение функциональных возможностей устройства и повышение качества обрабатываемых деталей путем использования устройства на станках с ЧПУ, оснащенных силовыми Н1аговыми двигателями.
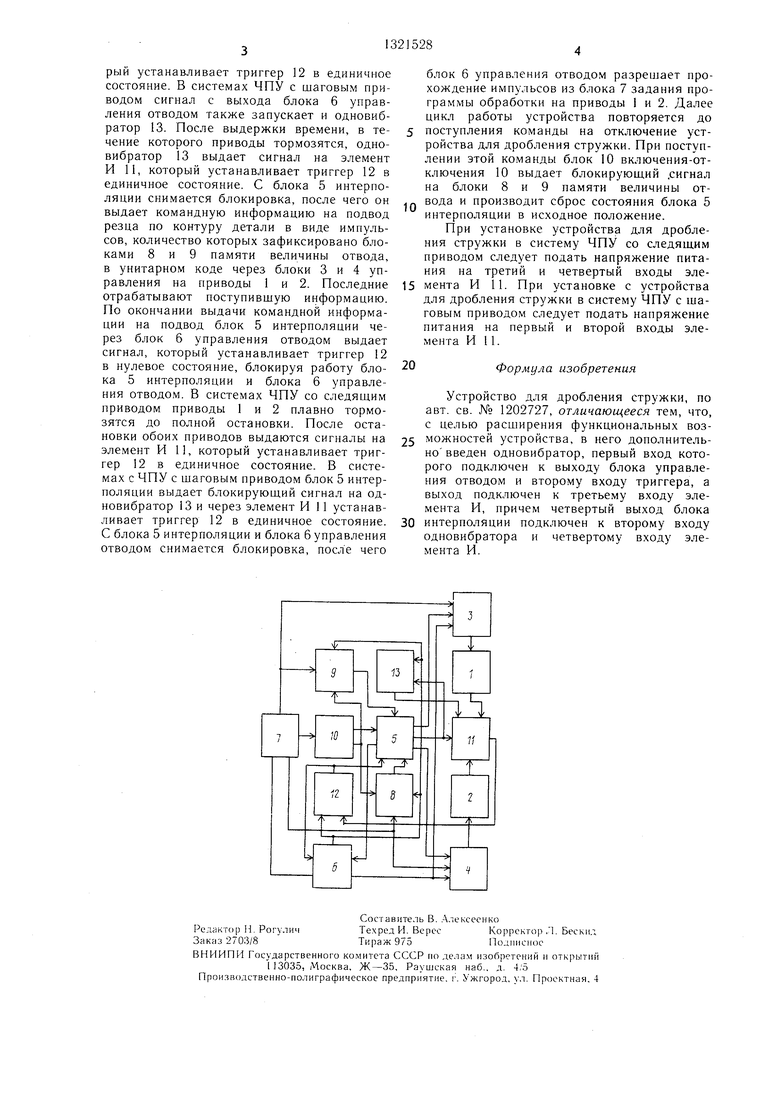
На чертеже представлена блок-схема устройства.
Устройство состоит из приводов поперечной 1 и продольной 2 подач, причем вход каждого из указанных приводов через блоки управления прохождением импульсов приводов поперечной 3 и 1родольной 4 подач связан с выходами блока 5 интерполяции, блока 6 управления отводом и блока 7 задания программы обработки. Выходы блока 6 управления отводо.м связаны с входами блока 7 задания программ обработки и блоков памяти величины отвода в направлении продольной 8 и поперечной 9 подач, а каждый из последних блоков связан входами с блоком 7 задания программы обработки и блоком 10 включения- отключения, а выходом - с блоком 5 интерполяции. Вход блока 10 включения- отключения нодключеч к третьему выходу блока 7 задания программы обработки, а первый выход - к третьим входам блоков памяти величины отвода в направлении поперечной 9 и продольной 8 нодач. Второй выход блока 10 подключен к тре тьему входу блока 5 игггерполяции. Последовательно соединенные элемент И 11 и триггер 12, причем входы элемента И 11 подключены к выходам одновибратора 13 блоков приводов поперечной 1 и продольной 2 нодач, второй вход триггера 12 подключен к выходу блока 6 управления отводом, а выход триггера 12 - к второму входу блока б управления отводом и четвертому входу блока 5 интерполяции. Вход одновибратора 13 подключен к третьему выходу блока 6 управления отводом.
Устройство работает следуюндим образом. Для дробления сливной стру.жки оператор устанавливает переключателем, который входит в блок 6 управления отводом, необходимый нериод между отводами режущего инструмента и величину его отвода. Включение и отключение устройства для дробления стружки производят по программе системы ЧПУ, что создает возможность иснользования устройства на тех участках обработки поверхности детали, где это необходимо.
До поступления команды на включение устройства для дробления стружки имнуль- сы из блока 7 задания программь обработки поступают через блоки 3 и 4 управ0
ления на приводы поперечной 1 и продольной 2 подач. Поступившая команда на включение устройства записывается блоком 0 включения-отключения, который снимает
блокирующий сигнал с блоков 8 и 9 памяти величины отвода и блока 5 интерполяции. До наступления отвода импульсы из блока 7 задания программ обработки поступают через блоки 3 и 4 управления прохождением импульсов на приводы поперечной 1 и продольной 2 нодач, одновременно заполняются блоки 8 и 9 памяти величины отвода до величины, определяемой блоком 6 управления отводом, который определяет также паузы между отводами.
5 Величина перемещения при отводе и величина паузы между отвода.ми определяются станочником визуально по допустимой длине стружки и условиям полного ее слома и закладываются в блок 6 управления отводом перед обработкой детали. На начало
0 отработки цикла дробления дает сигнал блок 6 управления отводом, который стопорит импульсы из блока 7 задания программы обработки и устанавливает триггер 12 в нулевое состояние, тем самым блог кируя работу блока 5 интерполяции и блока 6 управления отводо.м. В системах ЧПУ со следящим приводом, приводы поперечной и продольной подач плавно тормозятся до полной остановки. После остановки обоих приводов выдаются сигналы на элемент И 11,
д который устанавливает триггер 12 в единичное состояние.. Для систем ЧПУ с шаговым приводом сигнал с выхода блока 6 управления отводом также запускает и одновиб- ратор 13. Приводы поперечной и продольной подач тормозятся до полной ос5 тановки. Время торможения привода задается одновибраторо.м 13. После выдержки времени одновибратор 13 выдает сигнал на элемент И 11, который устанавливает триггер 12 в единичное состояние. С блока 5 интерполяции и блока 6 управления отво0 дом снимается блокировка, после чего блок 5 интерполяции выдает командную информацию на отвод резца по контуру детали в виде импульсов, количество которых зафиксировано блоками 8 и 9 па- мяти величины отвода, в унитарном коде через блоки 3 и 4 управления на приводы 1 и 2. Последние отрабатывают поступившую информацию. В процессе отвода резца по контуру обрабатываемой детали происходит слом стружки. По окон0 чании выдачи командной информации на отвод блок 5 интерполяции выдает сигнал через блок 6 управления отводом, который устанавливает три1тер 12 в нулевое состояние, блокируя работу блока 5 интерполяции и блока 6 управления отводом.
5 В системах ЧПУ со следящи.м приводом, приводы 1 и 2 плавно тормозятся до полной остановки. После остановки обоих приводов, выдаются сигналы на элемент И 11, который устанавливает триггер 12 в единичное состояние. В системах ЧПУ с шаговым приводом сигнал с выхода блока 6 управления отводом также запускает и одновиб- ратор 13. После выдержки времени, в течение которого приводы тормозятся, одно- вибратор 13 выдает сигнал на элемент И 11, который устанавливает триггер 12 в единичное состояние. С блока 5 интерполяции снимается блокировка, после чего он выдает командную информацию на подвод резца по контуру детали в виде имнуль- сов, количество которых зафиксировано блоками 8 и 9 памяти величины отвода, в унитарном коде через блоки 3 и 4 управления на приводы 1 и 2. Последние отрабатывают поступившую информацию. По окончании выдачи командной информации на подвод блок 5 интерполяции через блок 6 управления отводом выдает сигнал, который устанавливает триггер 12 в нулевое состояние, блокируя работу блока 5 интерполяции и блока 6 управления отводом. В системах ЧПУ со следящим приводом приводы 1 и 2 плавно тормозятся до полной остановки. После остановки обоих приводов выдаются сигналы на элемент И 11, который устанавливает триггер 12 в единичное состояние. В системах с ЧПУ с шаговым приводом блок 5 интерполяции выдает блокируюш.ий сигнал на од- новибратор 13 и через элемент И 11 устанавливает триггер 12 в единичное состояние. С блока 5 интерполяции и блока 6 управления отводом снимается блокировка, посл е чего
блок 6 управления отводом разрешает прохождение импульсов из блока 7 задания программы обработки на приводы 1 и 2. Далее цикл работы устройства повторяется до
поступления команды на отключение устройства для дробления стружки. При поступлении этой команды блок 10 включения-отключения 10 выдает блокирующий .сигнал на блоки 8 и 9 памяти величины отвода и производит сброс состояния блока 5 интерполяции в исходное положение.
При установке устройства для дробления стружки в систему ЧПУ со следящим приводом следует подать напряжение питания на третий и четвертый входы элемента И 11. При установке с устройства для дробления стружки в систему ЧПУ с шаговым приводом следует подать напряжение питания на первый и второй входы элемента И 11.
20
Формула изобретения
Устройство для дробления стружки, по авт. св. № 1202727, отличающееся тем, что, с целью расширения функциональных возможностей устройства, в него дополнительно введен одновибратор, первый вход которого подключен к выходу блока управления отводом и второму входу триггера, а выход подключен к третьему входу элемента И, причем четвертый выход блока
интерполяции подключен к второму входу одновибратора и четвертому входу элемента И.
Редактор И. Рогулич Заказ 2703/8
Составитель В. Алексеенко Техред И. ВересКорректор.. Бески.1
„п,.. ,„,.,Тираж 975Подписное
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
1 13035, Москва, Ж-35, PayujCKaR наб.. д. 4/5 Пронзводетвенно-иолиграфическое преднрнятие. г. Ужгород, ул. Проектная. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки | 1986 |
|
SU1364398A2 |
| Устройство для дробления стружки | 1982 |
|
SU1039651A2 |
| Устройство для дробления стружки на станках с ЧПУ | 1987 |
|
SU1509186A1 |
| Устройство для дробления стружки на станках с числовым программным управлением | 1987 |
|
SU1502206A1 |
| Устройство для дробления стружки | 1986 |
|
SU1364440A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1983 |
|
SU1085685A2 |
| Устройство для дробления стружки на станках с ЧПУ | 1988 |
|
SU1510987A1 |
| Устройство для дробления стружки | 1982 |
|
SU1103199A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1986 |
|
SU1371782A1 |
Изобретение относится к области обработки деталей резанием и может быть использовано для дробления сливной стружки при обработке деталей на токарных станках с ЧПУ. Целью изобретения является расширение функциональных возможностей устройства и повышение качества обрабатываемых деталей путем использования устройства на станках с ЧПУ, оснащенных силовыми шаговыми двигателями. Устройство позволяет задавать паузы перед реверсом в отработке заданных перемещений приводами подач при возвратно-поступательных перемещениях суппорта станка в процессе стружкодробления. 1 ил. со СП ГО оо 14
| Устройство для дробления стружки | 1984 |
|
SU1202727A2 |
