Изобретение, относится к обработке .деталей с дроблением стружки и может быть использовано для дробления стружки при обработке деталей на станках с числовым программным управлением (ЧПУ).
Известно устройство для дробления на станках с ЧПУ, содержащее счетчик числа импульсов периода обработки деталей с дааифратором, к выходу которого подключен перек.точатель, управляющий триггер, единичный вход которого соединен с переключателем, а выход нулевого плеча с делителем частоты системы ЧПУ, цепь сброса счетчика числа импульсов на период обработки деталей,-подключенная к нулевому выходу управляющего триггера, формирователи длительности импульсов на период обработки деталей и на период останова режущего инструмента
Недостатком известного устройства является то, что гарантированный обрыв сливной стружки с использованием указанного устройства требует значительного времени выстоя режущего инструмента (от 5 до 20 оборотов в зависимости от физико-механических свойств обрабатываемого материала и условий обработки) для среза припуска с полного оборота детали,и ввиду наличия упругих деформаций системы СПИД (станок - приспособление инструмент - деталь) до полного их выбора, что в итоге приводит к увеличению машинного времени обработки деталей, что особенно характерно для крупногабаритного оборудования
10 (токарно-лобовых, токарно-карусельных станков) при обработке деталей из труднообрабатываемых материалов на малых скоростях резания.
Целью изобретения является сокра15щение времени прерывания стружки при обработке криволинейных поверхностей без ухудшения качества их обработки.
Постав.ленная цель достигается тем, 20 что устройство для дробления стружки на станках токарной группы с числовым прогрс1ммным управлением, снабжено вторым дешифратором, включенным между счетчиком числа импульсов на период прерывания стружки и его пе25реключателем, дополнительным триггером, счетнйй вход которого подключен к выходу этого переключателя, дешифратором направлений векторов отвода режущего инструмента, вклю30ченным к выходу блока вспомогательных команд системы ЧПУ и к выходу нулевого пл.еча дополнительного- триггера, делителем задающей частоты, выход которого подключен к входу счетчика числа импульсов на период прерывания стружки., а вход - к вы;ходу генератора задающей частоты системы ЧПУ и к выходу единичного плеча управляющего триггера, формирователем длительности импульсов, включенным к выходу делителя задающей частоты и к одному выходу Дешифратора направлений векторов отвода режущего инструмента, выход которого подключен к входу блока выхода декад системы ЧПУ, при этом другой выход дешифратора направлений векторов отвода режущего инструмента и выход с делителя частоты системы ЧПУ подключены на вход счетчика числа импульсов периода обработки деталей, кроме того, единичный выход дополнительного триггера подключен к нулевому входу управляющего триггера и к цепи первого сброса счетчика числа импульсов -на период прерывания стружки , а выход нулевого плеча дополнительного триггера подключен к входу дешифратора направлений векторов отвода режущего инструмента и к цепи второго сброса счетчика числа импульсов на период прерывания стружки. ,
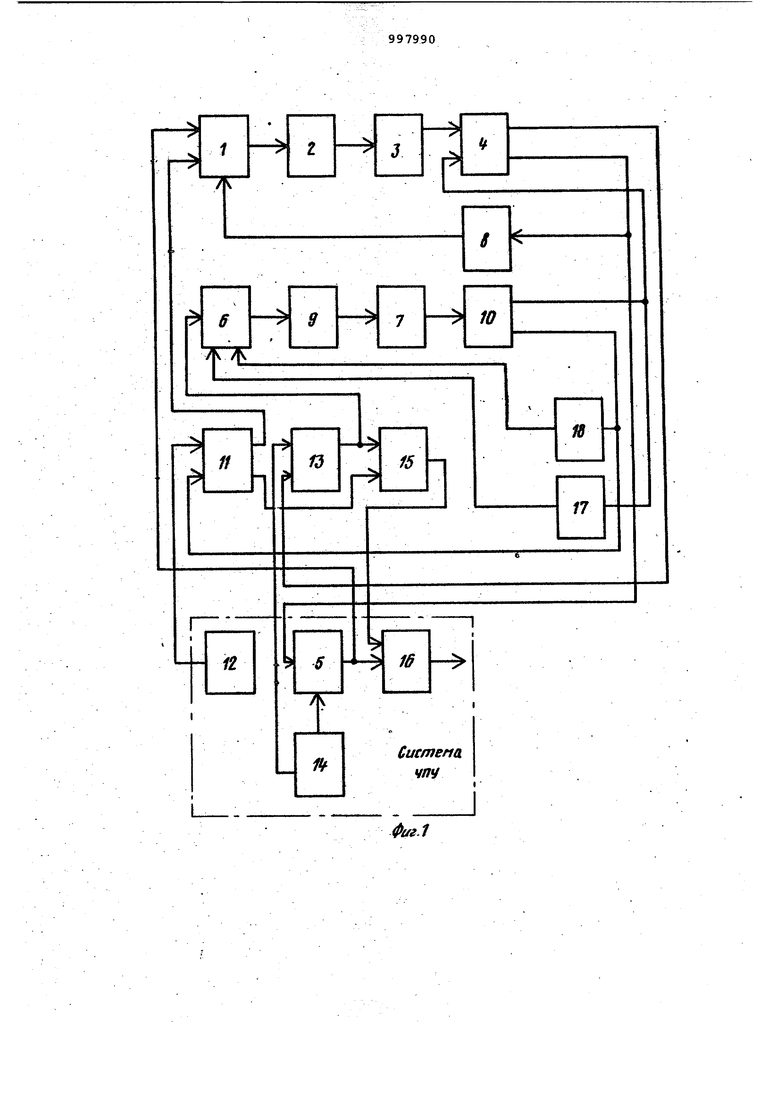
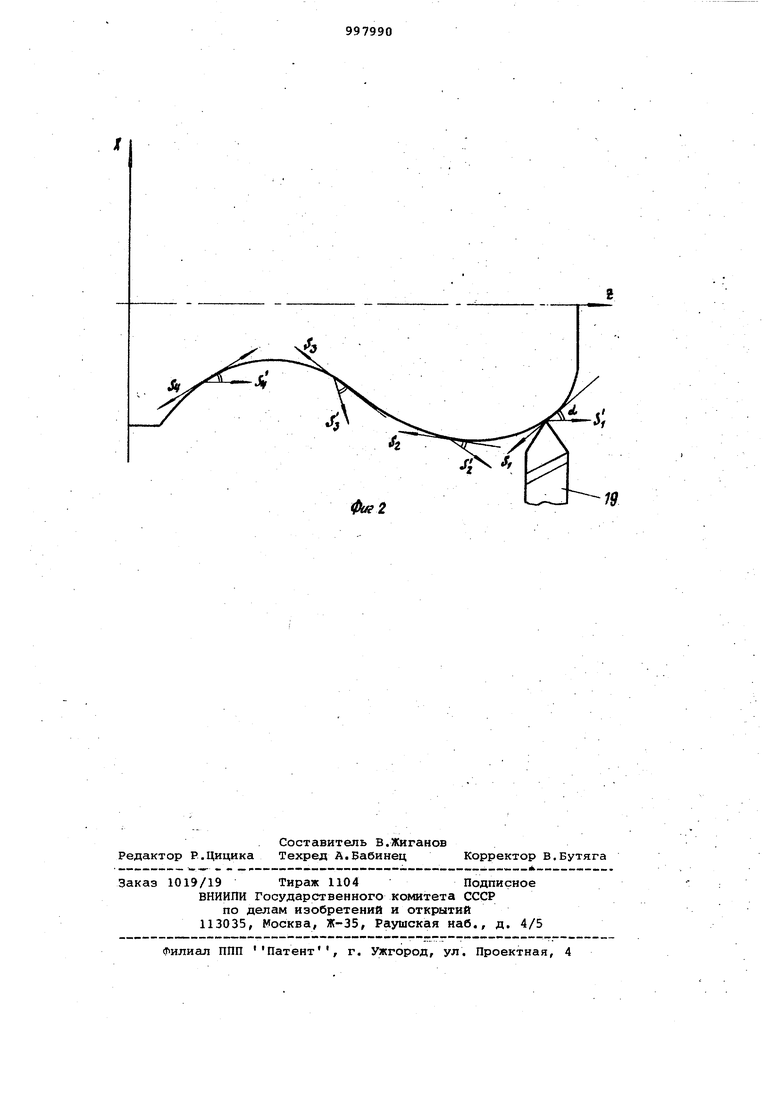
На фиг.1 изображена блок-схема предлагаемого устройства; на фиг.2 схема траектории движения резца при обработке криволинейной поверхности.
Устройство содержит счетчик 1 числа импульсов периода обработки детали с дешифратором 2, к выходу которого подключен переклЕО чатель 3, управляющий триггер 4, единичный вход которого соединен с переключателем 3, а выход нулевого плеча с делителем 5 частоты системы ЧПУ, счетчик 6 числа импульсов на период прерывания стружки с переключателем и цепь 8 сброса счетчика 1 числа импульсов на период обработки детали, подключенная к нулевому выходу управляющего триггера 4.
I
Устройство снабжено также дешифратором 9, включенным между счетчиком б числа импульсов на период прерывания стружки и переключателем 7, дополнительным триггером 10, счетный вход которого подключен к выходу переключателя 7, дешифратором 11 векторов отвода режущего инструме та,включенным к выходу блока 12 вспомогательных команд системы ЧПУ и к выходу нулевого плеча дополнительного триггера 10, делителем 13 задающей/частоты, выход которого подключен к входу счетчика б числа импульсов на период прерывания стружки, а вход к выходу генераТора 14 задающей частоты системы
ЧПУ и к выходу единичного плеча управляющего триггера 4, формирователей 15 длительности импульсов, включенным к выходу делителя задающей частоты 13 и к одному выходу дешифратора 11 направлений векторов отвода режущего инструмента, выход которого подключен к входу блока 16 выхода декад системы ЧПУ, при зтом другой выход дешифратора 11 и выход.с делителя 5 частоты- системы ЧПУ подключены на вход счетчика 1 числа импульсов периода обработки детали, кроме того, единичный выход дополнительного триггера 10 подключен к нулевому входу у11равляющего триггера 4 и к цепи 17.первого сброса счетчика 6 числа импульсов на период прерывания стружки, .а выход нулевого плеча этого триггера к входу де-. шифратора 11 и к цепи 18 второго сброса счетчика б числа импуУгьсов на период прерывания стружки.
Устройство работает следующим образом.
С появлением в программе обработки детали кодированного вектора отвода с блока 12 вспомогательных команд системы ЧПУ сигналы поступают на дешифратор 11 направлений вектора отвода режущего инструмента. С выхода дешифратора 11 поступает сигнал разрешения на счетчик 1 числа импульсов периода обработки детали для прохождения импульсов обработки с делителя частоты 5 системы ЧПУ. Одновременно с выхода дешифратора 11 направлений векторов отвода режущего инструмента выдаете сигнал направления вектора OTBojEta и формирователь импульсов.
При наличии разрешающего сигнала на счоагчике 1 числа импульсов периода обработки детали и разрешающего сигнала с выхода нулевого плеча управляющего триггера 4 на вход делителя 5 частоты системы ЧПУ импульсы обработки с выхода делителя 3 частоты поступают на вход счетчика -1 числа импульсов периода обработки детали, к выходу которого подключен дешифратор 2 и переключатель 3. Положение переключателя 3 выбирают в зависимости от диаметра отрабатываемой детали -и характера резания.
Выделив со счетчика 1 необходимое количество импульсов, сигнал с переключателя 3 перебрасывает управляющий триггер 4 из исходного нулевого состояния в единичное. Управляющий триггер 4 с выхода нулевого плеча выдает запрещающий сигнгш в делитель частоты 5 системы ЧПУ.
На выходе делителя 5 частоты системы ЧПУ будут отсутствовать импульсы обработки, идущие для последующего преобразования и выдачи на исполнительные шаговче двигатели стан ка до тех пор, пока не пе эебросится управляющий триггер 4 в исходное ну левое состояние. , Одновременно с этим управляющий триггер 4 с единичного плеча выдает разрешающий сигнал на делитель 13 задающей частоты, и Происходит сбро в исходное состояние счетчика I числа импульсов периода обработки детали через цепь 8 сброса, подключенную к нулевому выходу управляющего триггера 4 импульсы с генератора 14 задающей частоты системы ЧПУ, проходя через делитель 13 задающей частоты поступают на вход счетчика б на период прерывания стружки, к выходу которого подключен дешифратор 9.и переключатель 7, а также на вход ф мирователя 15 импульсов. С выхода дешифратора 9 сигнал через переключатель 7 перебрасялваё по счетному входу дополнительный триггер 10 из исходного нулевого состояния в единичное. . Дополнительный триггер 10 с выхода нулевого плеча выдает сигнал 0смене вектора отвода на противоположный на вход депшфратора 11 на правлений вектора отвода режущего инструмента, и происходит сброс в исходное состояние счетчика 6 числ импульсов на период прерывания стр ки по. цепи 17 первого сброса. В дальнейшем импульсы :: выхода делителя задающей.частоты-13 вновь поступают на вход форлшрователя 15 и на вход счетчика 6 числа импульсов на период прерывания струлски, организуя тем сашам обратный под-г вод режущего инструмента по измененному на противоположный направл нию вектора отвода. Выделив со счетчика б числа импульсов на период пре1Я:гвания струйс ки с да1гафрдтором 9 необходимое количество импульсов, сигнал с пер ключателя 7 по счетному входу возвращает дополнительный триггер 10 в исходное нулевое состояние. Дополнительный триггер 10 с Шз1хода единичного плеча устанавливае управляющий триггер 4 в исходное нулевое состояние, ЕЕ происходит сб в исходное состояние счетчика б числа импульсов на период прерывания стружки по цепи 18 второго сб| са. / . . : 1- Во время работы цепи отвода режущего инструмента с выхода форкирователя 15 импульсы, сформированн по даительности, поступают в блок выхода декад системы ЧПУ по обоим координатам, обеспечивая тем самым отвод и обратный подвод режущего инструмента.
997990 Управляющий триггер 4, вернувшие в исходное состояние,.с выхода единичного плеча выдает сигнал запрета для прохождения импульсов с генератора 14 задающей частоты сист&аа ЧПУ через делитель 13 задакиаей . Одновременно с зтим с выхода нулевого плеча управляяшего триггера 4 выдается сигнал разрешения на вход делителя 5 частоты ЧПУ, обеспечивая тем савйым выдачу импульсов обработки на выход системы ЧПУ и одновременно на вход счетчика 1 числа импульсов периода обработки детали. В дальнейшем работа схемы будет повторяться до т (ЭХ ПОР пока присутствует сигнал на выходе блока 12 вспомогательных команд система ЧПУ, соответствующий закодированному вектору отвода. . Например, резцу 19 (фиг.2), проходящему помимо движения подаЧи в направленни S.J (s ... s) , сообщают дополнительные возвратно-поступательные перемещения в направлении s. (s...s), составляющемугол etc направление мгновенного вектора подачи. Устройство для дробления стружки при обработке деталей на станках с ЧПУ изготовлено в виде отдельной платы, установленной в системе ЧПУ типа Н22-1М токарного станка модели 16К20ФЗС5. Устройство разработано и изготовлено на элементной базе системе ЧПУ Н22-1М, а именно на микросхем ёис серии К155. Для дробления сливной стружки оператор устанавливает переключате--, лем 3 необходимый период обработки детали режущим инструментом. Период обработки в зависимости от обрабатываемого материала и характера обра- ботки может регулироватьсй в диапазоне о, 08; 0,16; 0,32; 0,64; 0,96; 1,28; 1,92; 2,56 мм.;. Устройством реализован набор векторов отвода в 16 различных направлениях от О до 360 через каждые 22ЗО в декартовой сйстеткооЕ динат4 Направление вектора отвода кодируется в :управляющей программе обработки в зависимости от геометрии обрабатываемой поверхности. Закодированный вектор отвода анализируется детиифратором 11 направ-. лений вектсчров отвода, который управляет работой формирователя 15 длительности импульсов по выдаче в бдок 16 выхода декад системы- ЧПУ импульсов отвода режущего инструмента по заданным координатам. Делитель 13 задающей частоты преобразует частоту генератора 14 задающей частоты системы ЧПУ до рабочей частоты отвода режущего инструмента, равной 400 Гц. Для обеспечения безусловного пр рывания сливной стружки за минимал ный отрезок времени оператор устан ливает переключателем 7 необходимую величину отвода резца. Величин отвода в зависимости от режимов об работки может регулироваться в диа пазоне 0,08; 0,16; 0,24; 0,32; 0,40; 0,48 мм. При этом выделив со счетчика б дешифратором 9 установленное количество импульсов отвода, сигнал с переключателя 7 устанавливает дополнительный триггер 10 из исходно го нулевого состояния в единичное. Изменив свое состояние дополнительный триггер 10 выдает сигнал о смене направления вектора отвода режущего инструмента в дешифратор направлений векторов отвода. Таким образом обеспечивает подвод резца обрабатываемой поверхности. По окончанию подвода резца допол нительный -триггер 10 возвращается сигналом с переключателя 7 в исходное нулевое состояние. Переход дополнительного триггера, 10 в исходное состояние приводит к возвращению управляющего 1 триггера 4 в пер воначальное нулевое состояние. Нуле вое состояние управляющего триггера обеспечивает выдачу импульсов обработки детали на приводы подач ста ка. Включение и выключение устройства в работу производится по програм ме от системы ЧПУ, что создает возможность использовать его .-на тех участках обработки детали, где это необходимо. При производственном опробовании устройства на упомянутых деталях обеспечивалось надежное дробление сливной стружки на отрезки длиной 150-220 мм без потери инфЬрмации о перемещении режущего инструмен-та, заложенной в управляющую программу :обработки детали. Использование изобретения позволяет в 7-46 раз сократить время прерывания стружки при обработке по верхностей без ухудшения качества их обработки. Формула изобретения Устройство для дробления стружки на станка:; с ЧПУ, содержащее счетчик числа импульсов периода обработки детали с дешифратором, к выходу которого подключен переключатель, управляющий триггер, единичный вход которого соединен с переключателем, а выход нулевого плеча с делителем частоты системы ЧПУ, содержащей блоки вспомогательных команд и выхода декад и генератор частоты, счетчик числа импульсов на период прерывания стружки с переключателем и цепь первого и второго сбросов счетчика числа импульсов на период обработки детали, подключенную к нулевому выходу управляющего триггера, отличающееся тем, что, с целью сокращения времени прерывания стружки при обработке криволинейных поверхностей без ухудшения качества их обработки, устройство снабжено вторым дешифратором включенным между счетчиком числа импульсов на период прерывания Стружки и его переключателем, дополнительным триггером, счетный вход которого подключен к выходу этого переключателя, дешифратором направлений векторов отвода режущего инструмента, включенным к выходу блока вспомогательных команд систег м ЧПУ и к выходу нулевого плеча дополнительного триггера, делителем задающей частоты, выход которого подключен к входу счетчика числа импульсов на период прерывания стружки, а вход - к выходу генератора задающей частоты систег№1 ЧПУ и к выходу единичного плеча управляющего триггера, формирователем длительности импульсов, включенным к выходу делите- , ля задающей частоты и к одному выходу дешифратора направлений,векторов отвода, выход которого подключен к ВХОДУ блока выхода декад системы ЧПУ, при этом второй выход дешифратора векторов отвода режущего инструмента и выход с делителя частоты системы ЧПУ подключены на вход счетчика числа импульсов периода обработки детали, причем единичный выход дополнительного триггера подключен к нулевому входу управляющего триггера и к цепи :первого, сброса счетчика числа импульсов на период прерывания стружки, а выход его нулевого плеча - к входу дешифратора направлений векторов отвода ревущего инструмента и к цепи второго сброса счетчика числа импульсов на период прерывания стружки. Источники информации, принятые во вниман ие при экспертизе 1, Авторское свидетельство СССР № 766756, кл. В 23 В 25/02, 1980,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки на станках с ЧПУ | 1983 |
|
SU1085685A2 |
| Устройство для дробления стружки на станках с ЧПУ | 1987 |
|
SU1509186A1 |
| Устройство управления процессом дробления стружки на станках токарной группы с ЧПУ | 1988 |
|
SU1796346A1 |
| Устройство для дробления стружки | 1978 |
|
SU766756A1 |
| Устройство для дробления стружки на станках с числовым программным управлением | 1987 |
|
SU1502206A1 |
| Устройство для дробления стружки | 1986 |
|
SU1364440A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1986 |
|
SU1371782A1 |
| Устройство для управления процессом резания с дроблением стружки на станках с ЧПУ | 1989 |
|
SU1748959A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
6
VN /
ff
1
12
1
Ю
Q
17
л
Систегщ чпч
