00 СП
Oi 00
сд
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1987 |
|
SU1509186A1 |
| Устройство управления процессом дробления стружки на станках токарной группы с ЧПУ | 1988 |
|
SU1796346A1 |
| Устройство для дробления стружки | 1978 |
|
SU766756A1 |
| Устройство для дробления стружки на станках с числовым программным управлением | 1987 |
|
SU1502206A1 |
| Устройство для дробления стружки | 1986 |
|
SU1364440A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1986 |
|
SU1371782A1 |
| Устройство для управления процессом резания с дроблением стружки на станках с ЧПУ | 1989 |
|
SU1748959A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
УСТРОЙСТВО ДЛЯ ДРОБЛЕНИЯ СТРУЖКИ НА СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) по авт. св. № 997990, отличающееся тем, что, с целью расширения функциональных возможностей, в него дополнительно введен переключатель режимов дробления стружки, первая цепь которого включена между выходом цепи первого сброса счетчика числа импульсов периода прерывания стружки и нулевым входом управляющего триггера, а вторая - между выходом делителя задающей частоты и входом формирователя длительности импульсов, а выход делителя частоты системы ЧПУ подключен к нулевому входу дополнительного триггера.
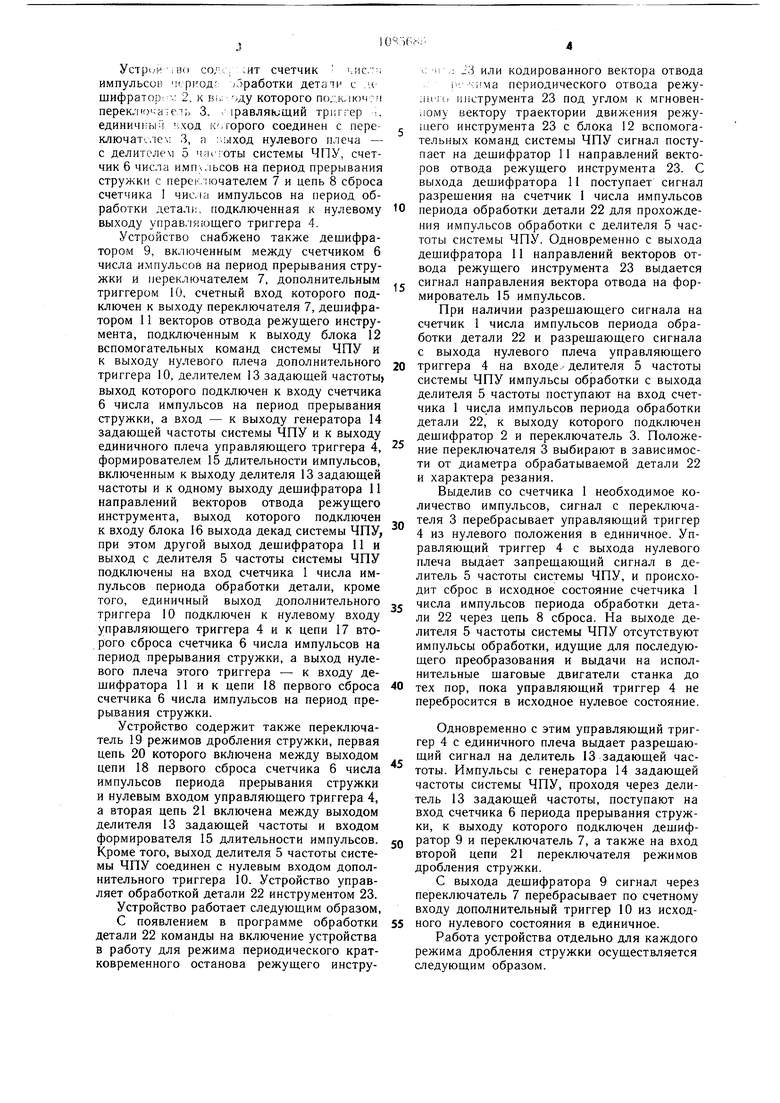
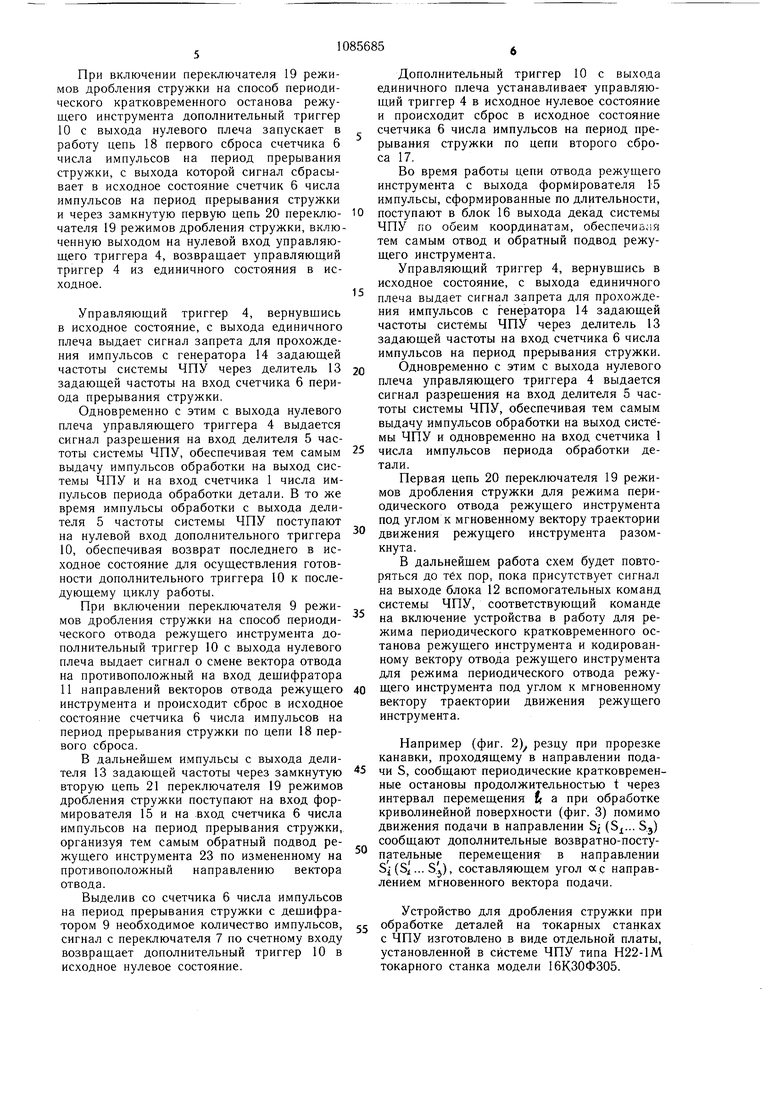
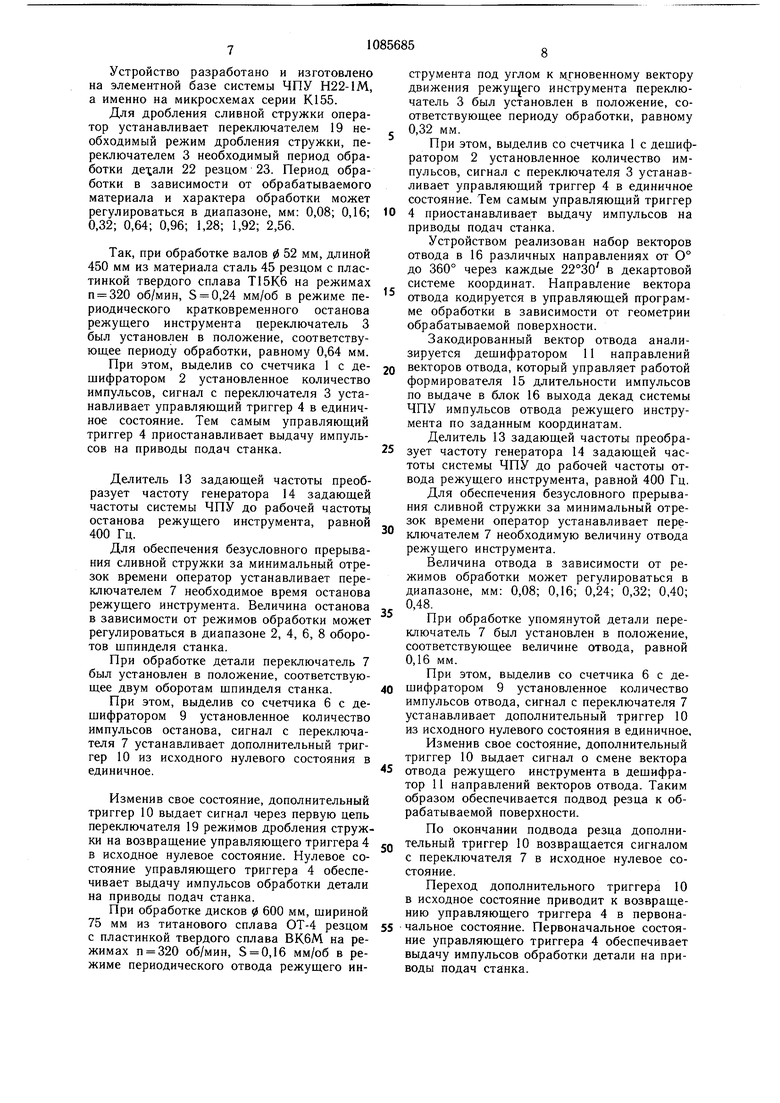
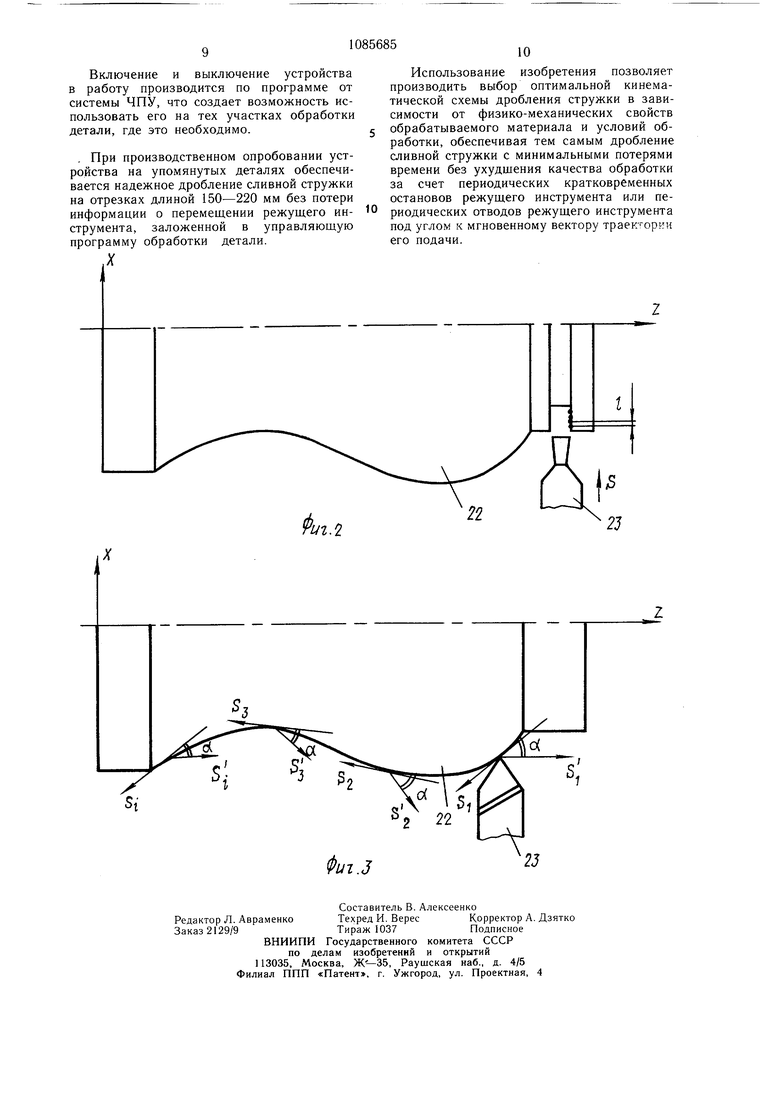
Система W Изобретение отн.- чтся ;-. , :- ;с л:. ra.iJioB резанием и м(,лет . . iio,i:,,u) в .м,;:,чи11остроении л 1Я дрог ;-ия c.rBHoii стрч/кки при обрабг лс дет;. : га ; -к; пных станках с числовым iipoi ::. мным /равлением. Но основному авт. св. ЛУ )7990 i. иестно устройство для дробления стружки г.а станках с ЧПУ, которое содержи: i от ик числа импульсов периода обработки , с деижфратором, к выходу которо о подключен переключатель, управляющий триггер, единичный вход которого соединен с переключателем, а выход нулевого плеча - с делителем частоты системы ЧПУ и цепью сброса счетчика числа импульсов на период обработки детали, счетчик числа импульсов на период прерывания стружки с дешифратором, к выходу которого подключен переключатель, дополнительный триггер, счетный вход которого соединен с переключателем, дешифратор направлений векторов отвода режушего инструмента, включенный к выходу блока вспомогательных команд системы ЧПУ и к выходу нулевого плеча дополнительного триггера, делитель задающей частоты, выход которого подключен к входу счетчика числа импульсов на период прерывания стружки, а вход - к выходу генератора задающей частоты системы ЧПУ и к выходу единичного плеча управляющего триггера, формирователь длительности импульсов, включенный к выходу делителя задающей частоты и к одному выходу дешифратора направлений векторов отвода режущего инструмента, выход которого-подключен к входу блока выхода декад системы ЧПУ, при этом другой выход дешифратора направлений векторов отвода режущего инструмента и выход делителя частоты системы ЧПУ подключены на вход счетчика числа импульсов периода обработки деталей, кроме того, единичный выход дополнительного триггера подключен к нулевому входу управляющего триггера и к цепи второго сброса счетчика числа импульсов на период прерывания стружки, а выход нулевого плеча дополнительного триггера подключен к цепи первого сброса счетчика числа импульсов на период прерывания стружки 1. Недрстатком данного устройства является наличие лишь одного режима дробления стружки - отвода режущего инструмента под углом к мгновенному вектору траектории тогда как необходим выбор оптимального режима дробления стружки в зависимости от физико-механических свойств обрабатываемого материала и условий обработки, что позволит осуществлять дробление сливной стружки с наименьшими дополнительными затратами времени без ухудшения качества обработки. Так, при обработке деталей небольших габаритов из малопластичных материалов и легких сплавов на высоких режимах резания целесообразно применять периодичесKi c кратковременные остановы режущего инструмента, а при обработке крупногабаритных деталей из т пуднообрабатываемых п.ластичных материален на низких режимах резания следует использовать периодические отводы режушего инструмента под углом к мгновенному вектору траектории. Условия обработки также накладывают ограничения на выбор режима дробления стружки. Так, при прорезке канавок возможно дробление только за счет периодических кратковременных остановов режущего инструмента, а при обработке вогнутых фасонных поверхностей целесообразно использовать периодические отводы режущего инструмента под углом к мгновенному вектору траектории. Цель изобретения - расширение функциональных возможностей устройства. Поставленная цель достигается тем, что в устройство для дробления стружки дополнительно введены переключатель режимов дробления стружки, первая цепь которого включена между выходом цепи первого сброса счетчика числа импульсов периода прерывания стружки и нулевым входом управляющего триггера, а вторая - между выходом делителя задающей частоты и входом формирователя длительности импульсов, а выход делителя частоты системы ЧПУ подключен к нулевому входу дополнительного триггера. Введение в устройство переключателя режимов дробления стружки с двумя цепями позволяет осуществлять переключение устройства со способа дробления стружки периодическим кратковременным остановом режушего инструмента на способ дробления стружки периодическим отводом инструмента под углом к мгновенному вектору траектории его движения. Подключение выхода делителя частоты системы ЧПУ к нулевому входу дополнительного триггера обеспечивает возврат последнего в исходное состояние для осуществления готовности дополнительного триггера к последующему циклу работы с остановом режущего инструмента после переключения режима работы устройства с периодических отводов на кратковременные остановы режущего инструмента. Совокупность указанных признаков позволяет обеспечить одним устройством две кинематические схемы дробления стружки путем периодического отвода и кратковременного останова режущего инструмента. На фиг. 1 изображена блок-схема предлагаемого устройства; на фиг. 2 - схема траектории движения резца при периодических кратковременных остановах режущего инструмента; на фиг. 3 - то же, при периодических отводах режущего инструмента под углом к мгновенному вектору траектории. Устри.и ; B(i co;-:j ;ит счетчик чис;:-; импульсов чгркод: .Дработки детачи с .и шифратор: .: 2, к Bii; которого п();;.к.1К)ч:;| переклю;а;ель 3. , фавляющий триггер i. единич};ы; ;ход кморого соединен с переключателем 3, а :,ыход нулевого плеча - с делителем 5 ч;итоты системы ЧПУ, счетчик 6 числа импхльсов на период прерывания стружки с переключателем 7 и цепь 8 сброса счетчика I чис.1а импульсов на период обработки детал};, подключенная к нулевому выходу управляющего триггера 4. Устройство снабжено также дешифратором 9, включенным между счетчиком б числа импульсов на период прерывания стружки и переключателем 7, дополнительным триггером 10, счетный вход которого подключен к выходу переключателя 7, дешифратором 11 векторов отвода режущего инструмента, подключенным к выходу блока 12 вспомогательных команд системы ЧПУ и к выходу нулевого плеча дополнительного триггера 10, делителем 13 задающей частоты) выход которого подключен к входу счетчика б числа импульсов на период прерывания стружки, а вход - к выходу генератора 14 задающей частоты системы ЧПУ и к выходу единичного плеча управляющего триггера 4, формирователем 15 длительности импульсов, включенным к выходу делителя 13 задающей частоты и к одному выходу дешифратора 11 направлений векторов отвода режущего инструмента, выход которого подключен к входу блока 16 выхода декад системы ЧПУ, при этом другой выход дешифратора 11 и выход с делителя 5 частоты системы ЧПУ подключены на вход счетчика 1 числа импульсов периода обработки детали, кроме того, единичный выход дополнительного триггера 10 подключен к нулевому входу управляющего триггера 4 и к цепи 17 второго сброса счетчика б числа импульсов на период прерывания стружки, а выход нулевого плеча этого триггера - к входу дешифратора 11 и к цепи 18 первого сброса счетчика б числа импульсов на период прерывания стружки. Устройство содержит также переключатель 19 режимов дробления стружки, первая цепь 20 которого включена между выходом цепи 18 первого сброса счетчика б числа импульсов периода прерывания стружки и нулевым входом управляющего триггера 4, а вторая цепь 21 включена между выходом делителя 13 задающей частоты и входом формирователя 15 длительности импульсов. Кроме того, выход делителя 5 частоты системы ЧПУ соединен с нулевым входом дополнительного триггера 10. Устройство управляет обработкой детали 22 инструментом 23. Устройство работает следующим образом, С появлением в программе обработки детали 22 команды на включение устройства в работу для режима периодического кратковременного останова режущего инстру.: и .: J3 или кодированного вектора отвода Г, кима периодического отвода режу;iiiT(, Н11струмента 23 под углом к мгновенному вектору траектории движения режущего инструмента 23 с блока 12 вспомогательных команд системы ЧПУ сигнал поступает на дешифратор 11 направлений векторов отвода режущего инструмента 23. С выхода дешифратора 11 поступает сигнал разрешения на счетчик 1 числа импульсов периода обработки детали 22 для прохождения импульсов обработки с делителя 5 частоты системы ЧПУ. Одновременно с выхода дешифратора 11 направлений векторов отвода режущего инструмента 23 выдается сигнал направления вектора отвода на формирователь 15 импульсов. При наличии разрешаюшего сигнала на счетчик 1 числа импульсов периода обработки детали 22 и разрешающего сигнала с выхода нулевого плеча управляющего триггера 4 на входех делителя 5 частоты системы ЧПУ импульсы обработки с выхода делителя 5 частоты поступают на вход счетчика 1 числа импульсов периода обработки детали 22, к выходу которого подключен дешифратор 2 и переключатель 3. Положение переключателя 3 выбирают в зависимости от диаметра обрабатываемой детали 22 и характера резания. Выделив со счетчика 1 необходимое количество импульсов, сигнал с переключателя 3 перебрасывает управляющий триггер 4 из нулевого положения в единичное. Управляющий триггер 4 с выхода нулевого плеча выдает запрещающий сигнал в делитель 5 частоты системы ЧПУ, и происходит сброс в исходное состояние счетчика 1 числа импульсов периода обработки детали 22 через цепь 8 сброса. На выходе делителя 5 частоты системы ЧПУ отсутствуют импульсы обработки, идущие для последующего преобразования и выдачи на исполнительные шаговые двигатели станка до тех пор, пока управляющий триггер 4 не перебросится в исходное нулевое состояние. Одновременно с этим управляющий триггер 4 с единичного плеча выдает разрешающий сигнал на делитель 13 задающей частоты. Импульсы с генератора 14 задающей частоты системы ЧПУ, проходя через делитель 13 задающей частоты, поступают на вход счетчика б периода прерывания стружки, к выходу которого подключен дешифратор 9 и переключатель 7, а также на вход второй цепи 21 переключателя режимов дробления стружки. С выхода дешифратора 9 сигнал через переключатель 7 перебрасывает по счетному входу дополнительный триггер 10 из исходного нулевого состояния в единичное. Работа устройства отдельно для каждого режима дробления стружки осуществляется следующим образом. При включении переключателя 19 режимов дробления стружки на способ периодического кратковременного останова режущего инструмента дополнительный триггер 10с выхода нулевого плеча запускает в работу цепь 18 первого сброса счетчика 6 числа импульсов на период прерывания стружки, с выхода которой сигнал сбрасывает в исходное состояние счетчик 6 числа импульсов на период прерывания стружки и через замкнутую первую цепь 20 переключателя 19 режимов дробления стружки, включенную выходом на нулевой вход управляющего триггера 4, возвращает управляющий триггер 4 из единичного состояния в исходное. Управляющий триггер 4, вернувщись в исходное состояние, с выхода единичного плеча выдает сигнал запрета для прохождения импульсов с генератора 14 задающей частоты системы ЧПУ через делитель 13 задающей частоты на вход счетчика 6 периода прерывания стружки. Одновременно с этим с выхода нулевого плеча управляющего триггера 4 выдается сигнал разрешения на вход делителя 5 частоты системы ЧПУ, обеспечивая тем самым выдачу импульсов обработки на выход системы ЧПУ и на вход счетчика 1 числа импульсов периода обработки детали. В то же время импульсы обработки с выхода делителя 5 частоты системы ЧПУ поступают на нулевой вход дополнительного триггера 10, обеспечивая возврат последнего в исходное состояние для осуществления готовности дополнительного триггера 10 к последующему циклу работы. При включении переключателя 9 режимов дробления стружки на способ периодического отвода режущего инструмента дополнительный триггер 10 с выхода нулевого плеча выдает сигнал о смене вектора отвода на противоположный на вход дешифратора 11направлений векторов отвода режущего инструмента и происходит сброс в исходное состояние счетчика 6 числа импульсов на период прерывания стружки по цепи 18 первого сброса. В дальнейшем импульсы с выхода делителя 13 задающей частоты через замкнутую вторую цепь 21 переключателя 19 режимов дробления стружки поступают на вход формирователя 15 и на вход счетчика б числа импульсов на период прерывания стружки, организуя тем самым обратный подвод режущего инструмента 23 по измененному на противоположный направлению вектора отвода. Выделив со счетчика 6 числа импульсов на период прерывания стружки с дешифратором 9 необходимое количество импульсов, сигнал с переключателя 7 по счетному входу возвращает дополнительный триггер 10 в исходное нулевое состояние. Дополнительный триггер 10 с выхода единичного плеча устанавливает управляющий триггер 4 в исходное нулевое состояние и происходит сброс в исходное состояние счетчика 6 числа импульсов на период прерывания стружки по цепи второго сброса 17. Во время работы цепи отвода режущего инструмента с выхода формирователя 15 импульсы, сформированные по длительности, поступают в блок 16 выхода декад системы ЧПУ по обеим координатам, обеспечивая тем самым отвод и обратный подвод режущего инструмента. Управляющий триггер 4, вернувшись в исходное состояние, с выхода единичного плеча выдает сигнал запрета для прохождения импульсов с генератора 14 задающей частоты системы ЧПУ через делитель 13 задающей частоты на вход счетчика 6 числа импульсов на период прерывания стружки. Одновременно с этим с выхода нулевого плеча управляющего триггера 4 выдается сигнал разрещения на вход делителя 5 частоты системы ЧПУ, обеспечивая тем самым выдачу импульсов обработки на выход системы ЧПУ и одновременно на вход счетчика 1 числа импульсов периода обработки детали. Первая цепь 20 переключателя 19 режимов дробления стружки для режима периодического отвода режущего инструмента под углом к мгновенному вектору траектории движения режущего инструмента разомкнута. В дальнейшем работа схем будет повторяться до тех пор, пока присутствует сигнал на выходе блока 12 вспомогательных команд системы ЧПУ, соответствующий команде на включение устройства в работу для режима периодического кратковременного останова режущего инструмента и кодированному вектору отвода режущего инструмента для режима периодического отвода режущего инструмента под углом к мгновенному вектору траектории движения режущего инструмента. Например (фиг. 2) резцу при прорезке канавки, проходящему в направлении подачи S, сообщают периодические кратковременные остановы продолжительностью t через интервал перемещения tt а при обработке криволинейной поверхности (фиг. 3) помимо движения подачи в направлении Sj (S... Sj) сообщают дополнительные возвратно-поступательные перемещения в направлении Si (Sj... Sj), составляющем угол «с направлением мгновенного вектора подачи. Устройство для дробления стружки при обработке деталей на токарных станках с ЧПУ изготовлено в виде отдельной платы, установленной в системе ЧПУ типа Н22-1М токарного станка модели 16КЗОФ305. Устройство разработано и изготовлено на элементной базе системы ЧПУ Н22-1М, а именно на микросхемах серии К155. Для дробления сливной стружки оператор устанавливает переключателем 19 необходимый режим дробления стружки, переключателем 3 необходимый период обработки делали 22 резцом 23. Период обработки в зависимости от обрабатываемого материала и характера обработки может регулироваться в диапазоне, мм: 0,08; 0,16; 0,32; 0,64; 0,96; 1,28; 1,92; 2,56. Так, при обработке валов 0 52 мм, длиной 450 мм из материала сталь 45 резцом с пластинкой твердого сплава Т15К6 на режимах п 320 об/мин, 5 0,24 мм/об в режиме периодического кратковременного останова режущего инструмента переключатель 3 был установлен в положение, соответствующее периоду обработки, равному 0,64 мм. При этом, выделив со счетчика 1 с дешифратором 2 установленное количество импульсов, сигнал с переключателя 3 устанавливает управляющий триггер 4 в единичное состояние. Тем самым управляющий триггер 4 приостанавливает выдачу импульсов на приводы подач станка. Делитель 13 задающей частоты преобразует частоту генератора 14 задающей частоты системы ЧПУ до рабочей частоть останова режущего инструмента, равной 400 Гц. Для обеспечения безусловного прерывания сливной стружки за минимальный отрезок времени оператор устанавливает переключателем 7 необходимое время останова режущего инструмента. Величина останова в зависимости от режимов обработки может регулироваться в диапазоне 2, 4, 6, 8 оборотов щпинделя станка. При обработке детали переключатель 7 был установлен в положение, соответствующее двум оборотам щпинделя станка. При этом, выделив со счетчика 6 с дещифратором 9 установленное количество импульсов останова, сигнал с переключателя 7 устанавливает дополнительный триггер 10 из исходного нулевого состояния в единичное. Изменив свое состояние, дополнительный триггер 10 выдает сигнал через первую цепь переключателя 19 режимов дробления стружки на возвращение управляющего триггера 4 в исходное нулевое состояние. Нулевое состояние управляющего триггера 4 обеспечивает выдачу импульсов обработки детали на приводы подач станка. При обработке дисков 0 600 мм, щириной 75 мм из титанового сплава ОТ-4 резцом с пластинкой твердого сплава ВК6М на режимах п 320 об/мин, 5 0,16 мм/об в режиме периодического отвода режущего инструмента под углом к мгновенному вектору движения режуи его инструмента переключатель 3 был установлен в положение, соответствующее периоду обработки, равному 0,32 мм. При этом, выделив со счетчика 1 с дещифратором 2 установленное количество импульсов, сигнал с переключателя 3 устанавливает управляющий триггер 4 в единичное состояние. Тем самым управляющий триггер 4 приостанавливает выдачу импульсов на приводы подач станка. Устройством реализован набор векторов отвода в 16 различных направлениях от О° до 360° через каждые 22°30 в декартовой системе координат. Направление вектора отвода кодируется в управляющей программе обработки в зависимости от геометрии обрабатываемой поверхности. Закодированный вектор отвода анализируется дешифратором 11 направлений векторов отвода, который управляет работой формирователя 15 длительности импульсов по выдаче в блок 16 выхода декад системы ЧПУ импульсов отвода режущего инструмента по заданным координатам. Делитель 13 задающей частоты преобразует частоту генератора 14 задающей частоты системы ЧПУ до рабочей частоты отвода режущего инструмента, равной 400 Гц. Для обеспечения безусловного прерывания сливной стружки за минимальный отрезок времени оператор устанавливает переключателем 7 необходимую величину отвода режущего инструмента. Величина отвода в зависимости от режимов обработки может регулироваться в диапазоне, мм: 0,08; 0,16; 0,24; 0,32; 0,40; 0,48. При обработке упомянутой детали переключатель 7 был установлен в положение, соответствующее величине отвода, равной 0,16 мм. При этом, выделив со счетчика 6 с дещифратором 9 установленное количество импульсов отвода, сигнал с переключателя 7 устанавливает дополнительный триггер 10 из исходного нулевого состояния в единичное. Изменив свое состояние, дополнительный триггер 10 выдает сигнал о смене вектора отвода режущего инструмента в дещифратор 11 направлений векторов отвода. Таким образом обеспечивается подвод резца к обрабатываемой поверхности. По окончании подвода резца дополнительный триггер 10 возвращается сигналом с переключателя 7 в исходное нулевое состояние. Переход дополнительного триггера 10 в исходное состояние приводит к возвращению управляющего триггера 4 в первоначальное состояние. Первоначальное состояние управляющего триггера 4 обеспечивает выдачу импульсов обработки детали на приводы подач станка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
