00 Од 4iki 4 Jiik
1
Изобретение относится к машиностроению, в частности к вспомогательным устройствам, используемым на токарных станках для дробления сливной стружки npi/ обработке деталей на станках с оперативными системами ЧПУ типа CNC.
Цель изобретения - расширение функциональных возможностей устройства за счет обеспечения режима стружко- дробления при контурной обработке деталей на токарных станках.
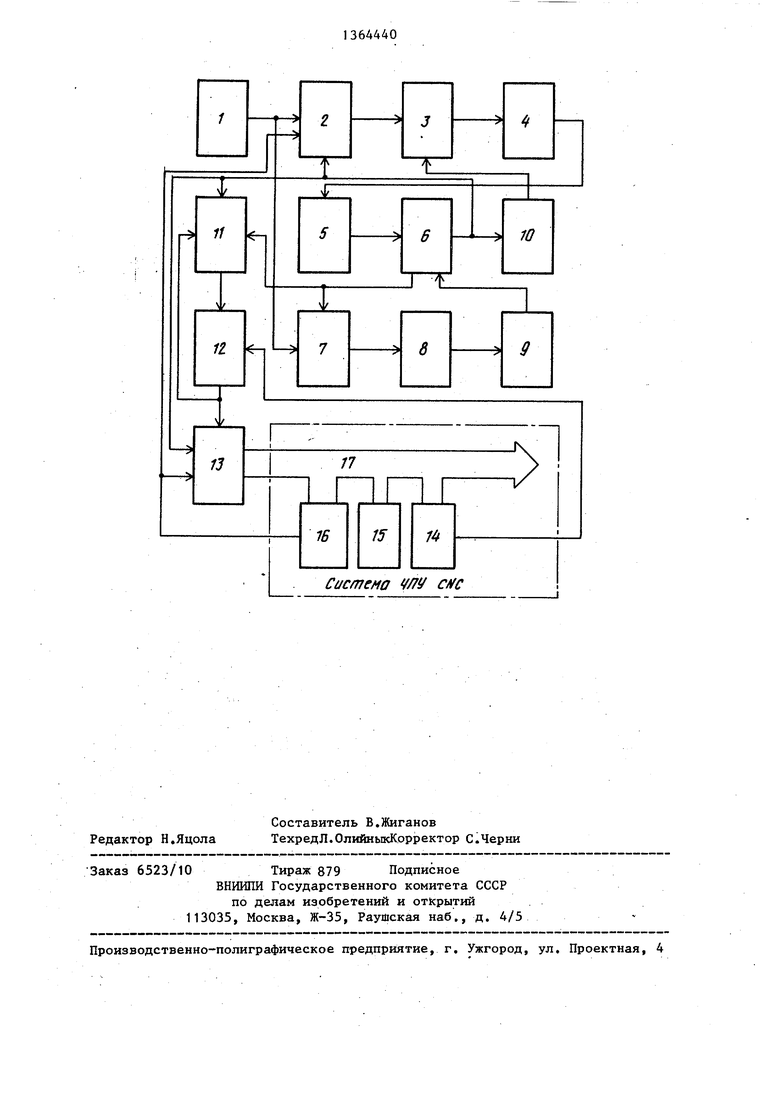
На чертеже представлена схема устройства для дробления стружки.
Устройство для дробления стружки состоит из последовательно соединенных бесконтактного датчика 1 числа оборотов шпинделя станка, первого формирователя 2 длительности импульсов на период обработки деталей per жущим инст4)ументом, первого счетчика 3 числа импульсов с дешифратором 4 и первым переключателем 5 числа оборотов шпинделя станка на период обработки деталей, первого (управляющего) триггера 6, формирователя 7 длительности импульсов на время выстоя резца, второго счетчика 8 импульсов, второго переключателя 9 длительности выстоя резца, а также из цепи 10 сброса и последовательно соединенных второго триггера 11, одновибратора 12 и формирователя.13 команд. Система ЧПУ включает в себя пульт 14 оператора, процессор 15 и контроллер 16 электроавтоматики, подключенные к интерфейсу 17.
Формирователь 13 команд может быть выполнен на двухшинных формирователях типа К589АП16. На первых входах шинных формирователей с помощью перемычек установлен код команды Стоп 0011 Г100, а на вторых входах - код команды Пуск 0011 1101 Формирователь команд вьщает команды Пуск и Стоп в систему ЧПУ. Включение и отключение устройства для дробления стружки производится по программе системы ЧПУ, Для включения и отключения режима стружкодробления могут быть использованы технологические, команды системы ЧПУ станка (например, М-50-устройство включено, МбО-устройство отключено, станок 16К20Т1 с системой ЧПУ Электроника НЦ-31).
Устройство для дробления стружки работает следующим образом.
13
о) о3644402
С бесконтактного датчика 1 числа оборотов шпинделя станка импульсы поступают на формирователи 2 и 7.
с При наличии разрешающего сигнала на формирователе 2 длительности импульсов на период обработки деталей от контроллера 16 электроавтоматики о включении устройства в работу и раз10 решающего сигнала с выхода нулевого плеча управляющего триггера 6 импульсы с выхода формирователя 2 поступают на вход счетчика 3, к выходу которого подключены дешифратор 4 и пе1Г реключатель 5 числа оборотов шпинделя станка на период обработки деталей. Положение переключателя 5 выбирают в зависимости от диаметра обрабатываемой детали и характера реза20 ния. Выделив со счетчика 3 необходимое количество импульсов, сигнал с переключателя 5 перебрасывает управляющий триггер 6 из исходного нулевого состояния в единичное. Управляю25 щий триггер 6 выдает запрещающий
сигнал на вход формирователя 2 длительности импульсов на период обработки деталей, подготавливает формирователь 13 команд к вьщаче команды Стоп
30 и перебрасывает триггер 11 в единичное состояние. Триггер 11 снимает блокирующий сигнал одновибратора 12.
Одновременно с этим управляющий триггер 6 вьздает разрешающий сигнал
35 на формирователь 7 длительности импульсов на период выстоя режущего инструмента, и происходит сброс в исходное состояние счетчика 3 через цепь 10 сброса.
40 При поступлении с пульта 14 оператора сигнала циклического опроса на одновибратор 12, последний вьщает сигнал на формирователь 13 команд, С выхода формирователя 13 команд в интер45 фейс 17 системы ЧПУ выдается код команды Стоп. По окончании сигнала с одновибратора 12 триггер 11 приводится в исходное нулевое состояние. Импульсы с датчика 1, проходя через
50 формирователь 7 длительности импульсов на период выстоя режущего инструмента, поступают на счетчик 8, выход которого подключен к переключателю 9 продолжительности выстоя резца.
55 Положение переключателя 9 выбирает оператор в зависимости от материала обрабатываемой детали и характера резания, С выхода счетчика 8 сигнал через переключатель 9 поступает на
другой вход управляющего триггера 6, возвращая его в исходное нулевое положение. Управляющий триггер 6 снимает блокирующий сигнал с формирователя 2 длительности импульсов на период обработки деталей, выдает блоки- рующий сигнал на формирователь 7 длительности импульсов на период выстоя режущего инструмента, подготавливает формирователь 13 команд к выдаче кода команды Пуск и устанавливает триггер 11 в единичное положение. Триггер 11 снимает блокирующий сигнал с одновибратора 12, подготавливая его к работе. При поступлении с пульта 14 оператора сигнала циклического опроса на одновибратор 12, последний выдает сигнал на формирователь 13 команд. С выхода формирователя 13 команд в интерфейс 17 системы ЧПУ выдается код команды Пуск. По окончании сигнала с одновибратора 12 триггер 11 приводится в исходное нулевое положение.
В дальнейшем работа схемы повторяется до тех пор, пока присутствует команда на включение устройства в работу на выходе контроллера 16 электроавтоматики системы ЧПУ. Включение и вь ключение устройства производится по управлякицей программе,.что создает возможность использования его на тех участках обработки деталей, где это необходимо.
Формула изобретения
Устройство для дробления стружки на станках с ЧПУ, содержащее соединенные последовательно бесконтактный датчик числа оборотов шпинделя, первый формирователь длительности импульсов, связанный с системой ЧПУ, первый счетчик импульсов, дешифратор первый переключатель, первый триггер и цепь сброса, выход которой связан с входом первого .счетчика импульсов, и соединенные последовательно второй формирователь длительности импульсов, второй счетчик импульсов и второй переключатель, выход которого соединен с первым триггером, причем выход бесконтактного датчика числа оборотов шпинделя связан с вторым формирователем длительности импульсов, выходы первого триггера связаны с первым и вторым формирователями длительности импульсов, о т л и- чающеес я тем, что, с целью расширения функциональных возможностей, устройство снабжено соединенными последовательно вторым триггером, одновибратором и формирователем команд, связанным с выходом первого триггера, причем входы второго триггера связаны с двумя выходами первого триггера и выходом одновибратора, а система ЧПУ связана с входами формирователя команд и одновибратора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки на станках с ЧПУ | 1986 |
|
SU1371782A1 |
| Устройство для дробления стружки | 1978 |
|
SU766756A1 |
| Устройство для дробления стружки на станках с числовым программным управлением | 1987 |
|
SU1502206A1 |
| Устройство для управления процессом резания с дроблением стружки на станках с ЧПУ | 1989 |
|
SU1748959A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1983 |
|
SU1085685A2 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Устройство для управления дроблениемСТРужКи HA ТОКАРНыХ CTAHKAX СпРОгРАММНыМ упРАВлЕНиЕМ | 1979 |
|
SU816698A1 |
| Устройство для дробления стружки | 1986 |
|
SU1321528A2 |
Изобретение относится к области машиностроения, в частности к вспомогательным устройствам, используемым на токарных станках для дробления сливной при обработке деталей на станках с оперативными системами ЧПУ типа CNC. Цель изобретения - расширение технологических воз- можнос тей устройства за счет обеспечения режима стружкодробления при контурной обработке деталей иа токарных станках. Устройство содержит цепь сброса счетчика импульсов и последовательно соединенные датчик числа оборотов шпинделя, формирователь длительности импульсов на период обработки деталей, первый счетчик числа импульсов, дешифратор, переключатель числа оборотов шпинделя станка на период обработки, управляющий триггер, формирователь длительности импульсов на период выстоя резца, второй счетчик импульсов, переключатель времени выстоя резца, причем дополнительно устройство снабжено последовательно соединенными триггером, одновибра- тором, формирователем команд, вь&од которого подключен к штифту системы ЧПУ, что обеспечивает выдачу в интерфейс системы ЧПУ микрокоманд Пуск и Стоп в виде кодовых комбинаций длительностью 1 мкс, позволяющих вести режим стружкодробления при обработке деталей. 1 ил. с S v с:
| Устройство для дробления стружки | 1978 |
|
SU766756A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
