СД
N9
О У
31502
обработке деталей на токарных станках с числовым программным управлением (ЧПУ) . Цель изобретения - расширение функциональных, возможностей устройства за счет обеспечения постоянства длины отрезков стружки,при обработке торцовых, конических или ступенчатых поверхностей. Поставленная цель достига ется за счет введения в устройство счетчика импульсов 1, переключателя величины выстоя 2, второго счетчика импульсов 3, первого дешифратора 4, переключателя периода между выстоями 5, управляющего тригге ра 6, делителя частоты 7 системы ЧПУ, которая включает в себя блок технологических команд 9, генератор задающей частоты 10 и блок интерполяции И, второй дешифратор 12, первую 13, вторую 14, третью 15 и четвертую 16 схг- мы ИЛИ, а также делителя частоты 17, первого 18, второго 19 и третьего 20 формирователя короткие импульсов, схему И 21, четвертого формирователя коротких импульсов 22, третьего счетчика импульсов.23, третьего дещифра- тора 24, блока управления 25, четвертого счетчика 26, пятой схемы ИЛИ, Кроме того, блок управления 25 содержит линейку из первого, второго, третьего и N-ro триггеров.31, 3 ил,, 2 табл.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки | 1986 |
|
SU1364440A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1986 |
|
SU1371782A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1987 |
|
SU1509186A1 |
| Устройство для управления процессом резания с дроблением стружки на станках с ЧПУ | 1989 |
|
SU1748959A1 |
| Устройство для дробления стружки | 1978 |
|
SU766756A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1983 |
|
SU1085685A2 |
| Устройство управления процессом дробления стружки на станках токарной группы с ЧПУ | 1988 |
|
SU1796346A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
Изобретение относится к обработке металлов на токарных станках и может быть использовано в машиностроении для дробления сливной стружки при обработке деталей на токарных станках с числовым программным управлением (ЧПУ). ЦЕЛЬ - РАСШИРЕНИЕ ФУНКЦИОНАЛЬНЫХ ВОЗМОЖНОСТЕЙ УСТРОЙСТВА ЗА СЧЕТ ОБЕСПЕЧЕНИЯ ПОСТОЯНСТВА ДЛИНЫ ОТРЕЗКОВ СТРУЖКИ ПРИ ОБРАБОТКЕ ТОРЦОВЫХ, КОНИЧЕСКИХ ИЛИ СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ. ПОСТАВЛЕННАЯ ЦЕЛЬ ДОСТИГАЕТСЯ ЗА СЧЕТ ВВЕДЕНИЯ В УСТРОЙСТВО СЧЕТЧИКА ИМПУЛЬСОВ 1, ПЕРЕКЛЮЧАТЕЛЯ ВЕЛИЧИНЫ ВЫСТОЯ 2, ВТОРОГО СЧЕТЧИКА ИМПУЛЬСОВ 3, ПЕРВОГО ДЕШИФРАТОРА 4, ПЕРЕКЛЮЧАТЕЛЯ ПЕРИОДА МЕЖДУ ВЫСТОЯМИ 5, УПРАВЛЯЮЩЕГО ТРИГГЕРА 6, ДЕЛИТЕЛЯ ЧАСТОТЫ 7 СИСТЕМЫ ЧПУ, которая включает в себя блок технологических команд 9, генератор задающей частоты 10 и блок интерполяции 11, второй дешифратор 12, первую 13, вторую 14, третью 15 и четвертую 16 схемы ИЛИ, а также делителя частоты 17, первого 18, второго 19 и третьего 20 формирователя коротких импульсов, схему И 21, четвертого формирователя коротких импульсов 22, третьего счетчика импульсов 23, третьего дешифратора 24, блока управления 25, четвертого счетчика 26, пятой схемы ИЛИ. Кроме того, блок управления 25 содержит линейку из первого, второго, третьего и N-го триггеров 31. 3 ил. 2 табл.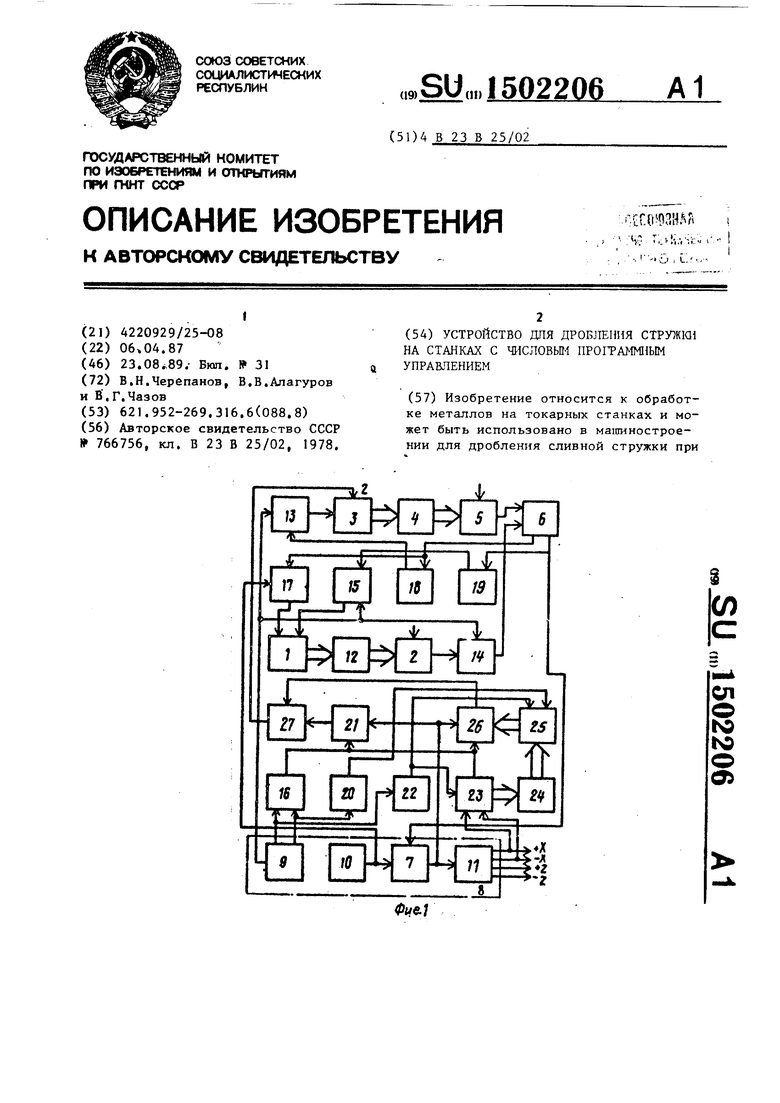
Изобретение относится к обработке металлов на токарных станках и может быть использовано в мап1иностроении для дробления сливной стружки при об- работке деталей на токарнЫх станках с числовым программным управлением (ЧПУ).
. Цель изобретения - расширение функциональных возможностей устройства за счет обеспечения постоянства длины отрезков струткки при обработке торцовых, конических или ступенчатых поверхностей.
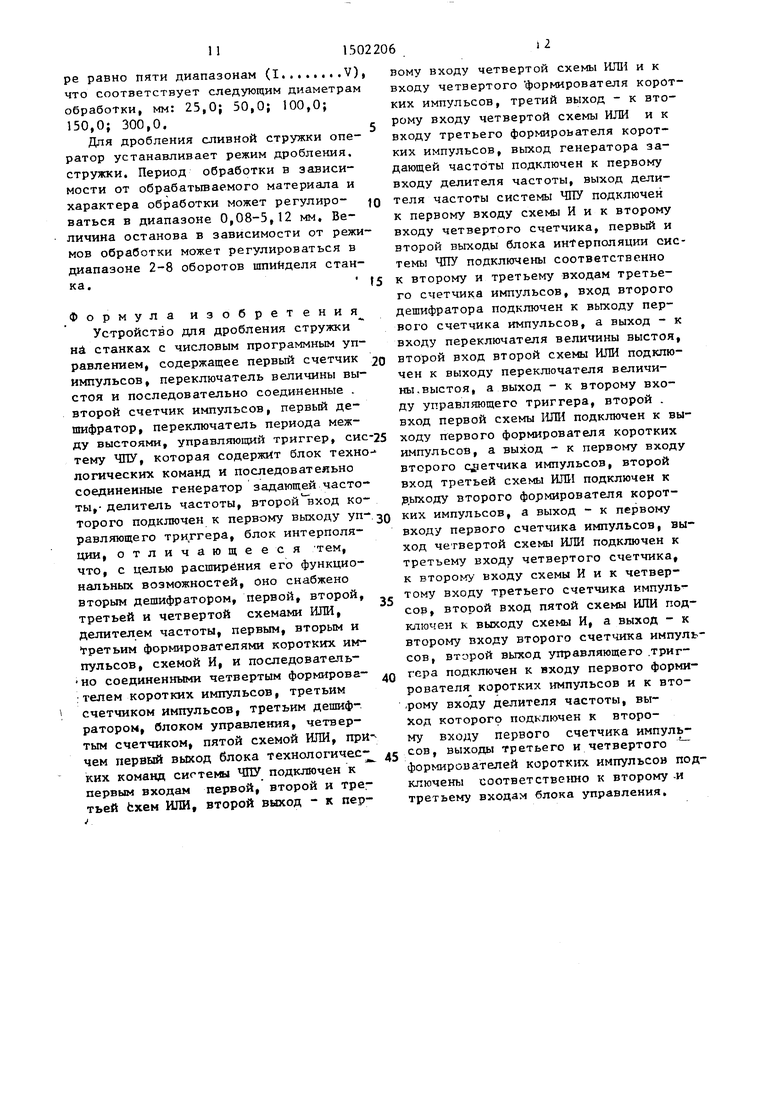
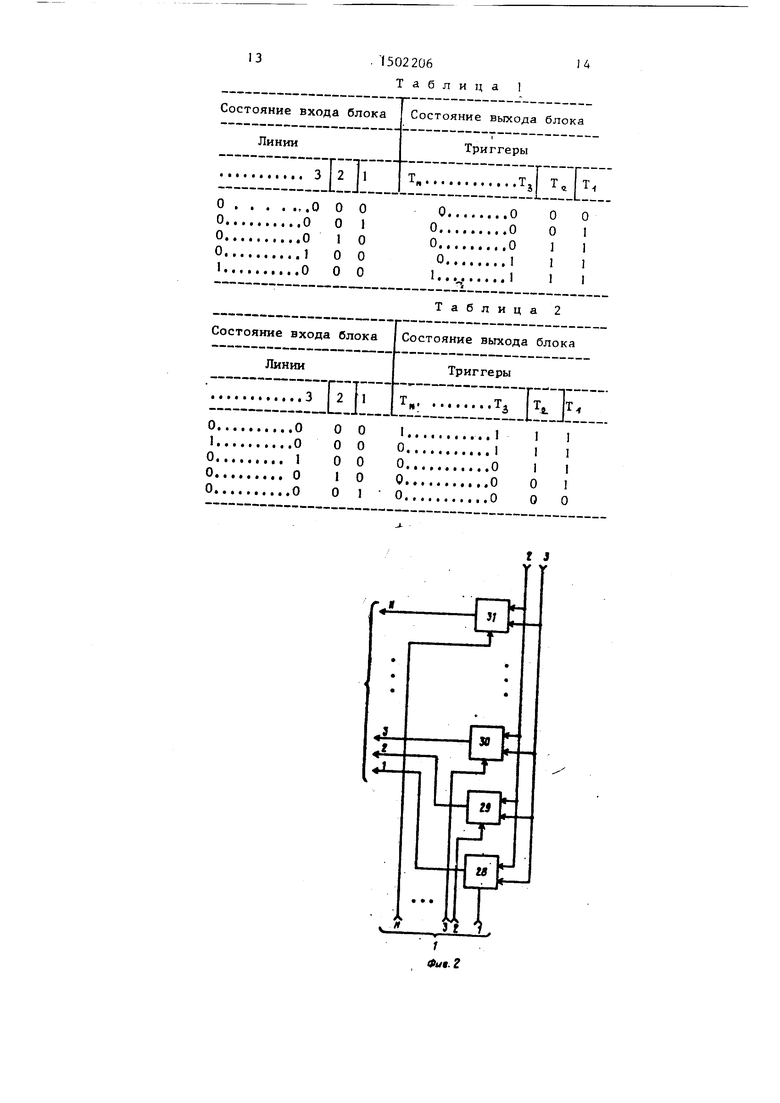
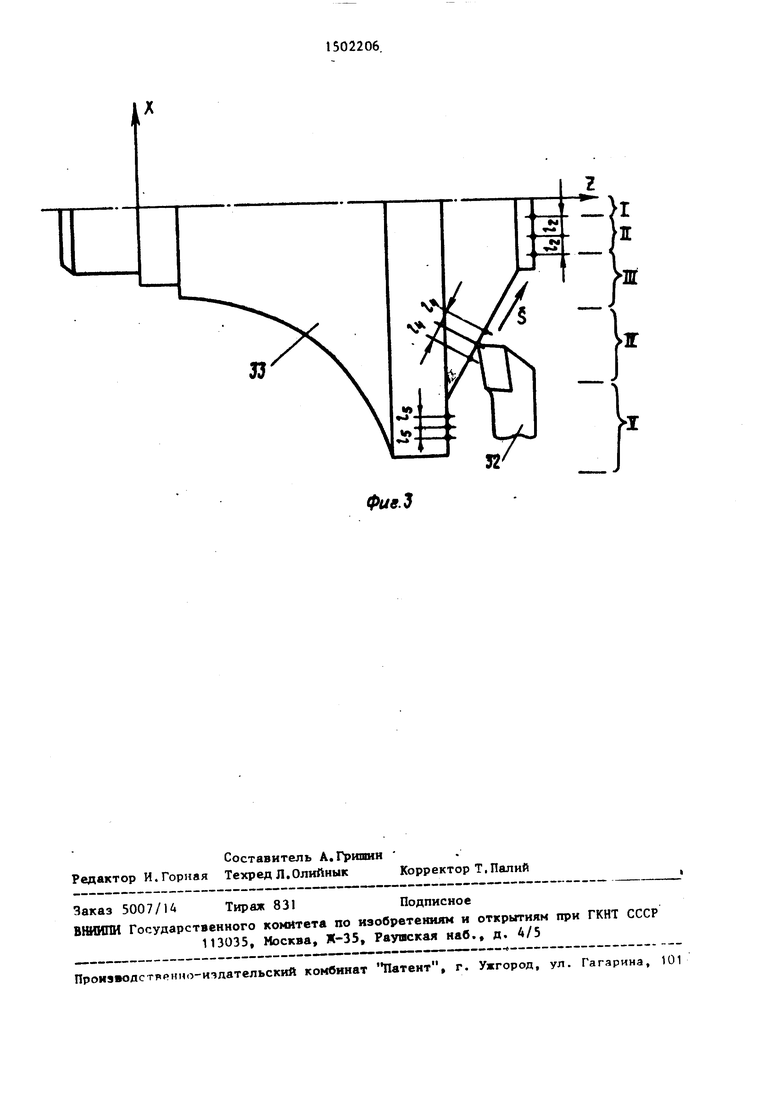
На фиг,1 изображена блок-схема предлагаемого устройства; на фиг,2 - блок-схема блока управления; на фиг,3 - схема траектории движения резца при периодических кратковременных остановах режущего инструмента.
Устройство содержит первый счетчик 1 импульсов, переключатель 2 величины выстоя и последовательно соединенные второй счетчик 3 импульсов, первый дешифратор 4, переключатель 5 периода между выстоями, управляющий триггер 6, первый выход которого подключен к второму входу делителя 7 частоты системьг 8 ЧПУ, которая содер жит блок 9 технологических команд и последовательно соединенные генератор 10 задающей частоты, делитель 7 частоты, блок 11 интерполяции, второй дешифратор 12, первую 13, вторую 1, третью 15 и четвертую 16 схемы ИЛИ, делитель 17 частоты, первый 18, второй 19 и третий 20 формирователи коротких импульсов,.схему И 21 и последовательно соединенные четвертый
формирователь 22 коротких импульсов, третий счетчик 23 импульсов, третий дешифратор 24, блок 25 управления, четвертый счетчик 26, пятую схему ИЛИ 27, причем первый выход блока 9 технологических команд системы 8 ЧПУ подключен к первым входам первой 13, второй 14 и третьей 15 схем ИЛИ, второй выход - к первому входу четвертой схемы ИЛИ 16 и к входу четвертого формирователя 22 коротких импульсов, третий выход - к второму . входу четвертой схемы ИЛИ 16 и к входу третьего формирователя 20 коротких импульсов, выход генератора 10 задающей частоты подключен к первому входу делителя 7 частоты, выход последнего подключен к первому входу схемы И 21 и к второму входу четвертого счетчика 26, первый и второй выходы блока интерполяции системы ЧПУ подключены соответственно к второму и третьему входам третьего счетчика 23 импульсов, вход второго дешифратора 12 подключен к выходу первого счетчика 1 импульсов, а выход - к входу переключателя 2 величины выстоя, второй вход второй схемы ИЛИ 14 подключен к выходу переключателя 2 величины выстоя, а выход - к второму входу уп- равляющего триггера 6, второй вход первой схемы ИЛИ 13 подключен к выходу первого формирователя 18 коротких импульсов, а выход - к первому входу второго счетчика 3 импульсов, второй вход третьей схемы ИЛИ 15 подключен к выходу второго формирователя 19 коротких импульсов, а выход - к перво-му входу первого счетчика 1 импульсов, выход четвертой схемы ИЛИ 16 подключен к третьему входу четвертого счетчика 26, к второму входу схемы И 21 и к четвертому входу третьего счетчика 23 импульсов, второй вход пятой ИЛИ 27 подключен к выходу схемы И 21, а выход - к второму входу второго счетчика 3 импульсов, второй выход управляющего триг
гера 6 подключен к входу первого формирователя 18 коротких импульсов и к второму входу делителя 17 частоты, выход которого подключен к второму входу первого счетчика 1 импульсов, выходы третьего 20 и четвертого 22 формирователей коротких импульсов подключены соответственно к второму и третьему входам блока 25 управления, кроме того, последний содержит линейку из N триггеров (первого 28, второго 29, третьего 30 триггеров и N-триггера 31), причем счетные входы триггеров подключены к соответствующим линиям первого входа блока 25 управления, R-входы подключены к второму входу, S-входы - к третьему входу, а выходы триггеров образуют линии выхода блока 25 управления,
Система 8 ЧПУ и входящие в нее блок 9 технологических команд, генератор 10 задающей частоты, делитель 7 частоты, блок 1 1 интерполяции опи«- саны в техническом описании на систему ЧПУ Н22-1М.
Устройство работает следующим образом.
Йри работе системы 8 ЧПУ, когда в управляющей программе отсутствуют технологические команды управления режимом стружкодробления, на выходах блока 9 технологических команд, отсутствуют сигналы. Отсутствие сигнала на первом выходе блока 9 технологических команд удерживает в исходном нулевом состоянии через схему ИЛИ 13 счетчик 3 импульсов, через схему ИЛИ 15 счетчик 1 импульсов, а нерез схему ИЛИ 14 удерживает управляющий триггер 6 в единичном состянии. Отсутствие сигналов на втором и третьем выходах блока 9 технологических команд через схему ШШ 16 удеживает очетчик 23 импульсов и счет- чик 26 в исходном нулевом состоянии и одновременно разрешает прохождение импульсов через схему И 21. С появлением в управляющей программе обработ
5
0
5
0
j
ки детали технологической команды на включение режима стружкодробления на первом выходе блока 9 технологических команд системы 8 ЧПУ появляется сигнал, который снимает блокировку со счетчиков 1 и 3 импульсов и с управ- чпяющего триггера 6. Импульсы отработки с выхода делителя 7 частоты систе0 мы 8 ЧПУ поступают через схему И 21, схему ИЛИ 27 на второй вход счетчика 3 импульсов, который cyMMifpyeT приходящие импульсы. Выделив со счетчика 3 импульсов необходимое количество импульсов с помощью дешифратора 4 переключатель 5 периода между выстоями выдает сигнал, который перебрасывает управляющий триггер 6 из исходного единичного состояния в нулевое. Положение переключателя 5 периода между выстоями выбирает в зависимости от диаметра обрабатываемой детали и ха- рактера резания. По перепаду сигнала на первом прямом выходе управляющего триггера 6 срабатьшает формирователь 19 коротких импульсов, который через схему ИЛИ 15 устанавливает счетчик 1 импульсов в исходное нулевое состояние. Одновременно с первого прямого выхода управляющего триггера 6 выдается запрещающий сигнал в делитель 7 частоты системы 8 ЧПУ, а с второго инверсного выхода вьщается разрешающий сигнал на второй вход делителя 17 частоты.
На выходе делителя 7 частоты системы 8 ЧПУ отсутствуют импульсы от работки, идущие дгш последующего преобразования и вьщачи на исполнительные шаговые двигатели станка. Одновременно с этим импульсы с генератора 10 задающей частоты системы 8 ЧПУ, проходя через делитель 17 частоты, поступают на вторрй суммирующий вход счетчика 1 импульсов. Вьщелив со счетчика 1 импул сов с помощью дешифратора .12 необходимое количество импульсов, переключатель 2 величины выстоя выдает сигнал, который перебрасывает
0 управляющий триггер 6 из нулевого в единичное исходное состояние, иие переключателя величины выстоя выбирают из условия слома стружки. По перепаду сигнала на втором инверсном выходе управляющего триггера срабатывает формирователь 18 коротких импуль5
0
5
сов, который через схему ИЛИ 13 устанавливает счетчик 3 импульсов в исходное нулевое состояние, О/щовременно
с первого прямого выхода управляющего триггера 6 снимается блокирующий сигнал, а со второго инверсного выхода блокируется делитель 17 частоты. Импульсы отработки с выхода делителя 7 частоты системы 8 ЧПУ поступают на вход блока 11 интерполяции и выдаются на исполнительные шаговые двигатели станка. Одновременно импульсы с выхода делителя 7 частоты системы 8 ЧПУ через схему И 21, схему ИЛИ 27 по ступают на вход счетчика 3 импульсов, В дальнейшем работа устройства повторяется до тех пор, пока присутствует сигнал на первом выходе блока 9 технологических команд системы 8 ЧПУ,
При обработке конической поверхности или подрезании торца детали при движении режущего инструмента к центру детали в управляющую программу обработки включается команда на автоматическое увеличение периода обработки детали дополнительно к уже присутствующей команде о включении режима стружкодробления, С ее появлением на третьем выходе блока 9 технологических команд системы 8 ЧПУ появляется сигнал, который через схему ИЛИ 16 снимает блокировку со счетчика 23 импульсов и счетчика 26, а также выдает запрещающий сигнал на схему-И-21, По перепаду сигнала на третьем выходе блока технологических команд запускается формирователь 20 коротких им -л пульсов, который устанавливает блок 25 управления в нулевое состояние. При нулевой кодовой комбинации на первом входе ачетчика 26 коэффициент деления его минимален. Импульсы отработки с выхода делителя 7 частоты системы 8 ЧПУ через счетчик 26, схему ИЛИ 27 поступают на второй суммирующий вход счетчика 3 импульсов. При перемещении режущего инструмента к центру детали импульсы с второго вы хода блока 11 интерполяции системы 8 ЧПУ поступают на третий суммирующий вход счетчика 23 импульсов. Выделив со счетчика 23 импульсов,с помощью дещифратора 24 необходимое количество импульсов, соответствующее первому переключению на увеличение периода обработки детали, сигнал с выхода дешифратора 24 устанавливает на первую линию выхода блока управления единичной потенциал, который увеличивает коэффициент деления счетчика 26. БлЬк 25 управления формирует тре0
5
0
5
0
5
0
5
0
5
буемый для данного типоразмера обрабатываемых деталей коэффициент деления счетчика 26, устанавливая тем самым соответствующее количество диапазонов диаметров с постоянными периодами обработки между циклами стружкодробления. Увеличение коэффициента де- деления счетчика 26 приводит к увеличению периода обработки детали при установленном переключателем 5 неизменном периоде между вые то ями. В дальнейшем, выделив со счетчика 23 импульсов с помощью дешифратора $4 необходимое количество импульсов, соответствующее следующим переключениям на увеличение периода обработки детали, сигналы с выхода дешифратора 24 последовательно устанавливают на линиях выхода блока 25 управления единичный потенциал.
При этом увеличивается коэффициент деления счетчика 26 до максимального знг.чения. Максимальный коэффициент деления счетчика 26 совместно с выбранным переключателем 5 значением счетчика 3 импульсов соответствует .максимальному увеличению первоначально выбранного периода обработки детали. По окончании обработки конической поверхности или подрезании торца детали снимается команда на увеличение периода обработки детали, что приводит к установке через схему ИЛИ 16 в ист ходное нулевое состояние счетчика 23 импульсов, блокировке ачетчика 26 и щ выдаче разрешающего сигнала на.схему И 21,
При обработке конической поверхности или подрезании торца детали при движении режущего инструмента от центра детали в управляющую программу обработки включается технологическая ко- команда на автоматическое уменьшение периода обработки детали дополнительно к уже присутствующей команде о включении режима стружкодробления, С ее появлением на втором выходе блока 9 технологических команд системы 8 ЧПУ появляется сигнал, который через схему ИЛИ 16 снимает блокировку со счетчика 23 импульсов и счетчика 26, а также вьщает запрещающий сигнал на схему И 21, По перепаду сигнала на третьем выходе блока технологических команд запускается формироват1ель |22 коротких импульсов, который уста- йавливает блок 25 управления в единичное состояние. При единичной кодовой комбинации на первом входе счетчика 26 коэффициент деления его максимальный. Импульсы отработки с выхода делителя 7 частоты системы 8 ЧПУ че- рез счетчик 26, схеьту ИЛИ 27 поступают на второй суммирующий вход счетчика 3 импульсов. При перемещении р - жущего инструмента от центра детали, импульсы с первого выхода блока 11 Q интерполяции системы 8 ЧПУ поступают на второй вычитающий вход счетчика 23 импульсов. Выделив со счетчика 23 импульсов с помощью дешифратора 24 необходимое количество импульсов, coor-jf ветствующее первому переключению на уменьшение периода обработки детали, сигнал с выхода дешифратора 24 устанавливает на N-линии выхода блока управления нулевой потенциал, кото- 20 рый уменьшает, коэффициент деления счетчика 26. Блок 25 управления фор- Нирует требуемый для данного типоразера обрабатываемых деталей коэффициент деления дополнительного счетчика 25 26, устанавливая тем самым соответствующее количество диапазонов диаметров постоянными периодами обработки ежду циклами стружкодробления. Уменьение коэффициента деления счетчика 0 26 приводит к уменьшению периода обаботки детали при установленном реключателем 5 неизменном периоде между выстоями. В дальнейшем., выдеяя со счетчика 23 импульсов с помощью дешифратора 24 необходимое количество импульсов, соответствующее следующим переключениям на уменьшение периода обработки детали, сигналы с выхода дешифратора 24 после- д довательно устанавливают,на линиях выхода блока 25 управления нулевой потенциал. При этом уменьшается коэффициент деления счетчика 26 до минимального значения. Л 1инимапь- д ный коэффициент деления счетчика 26 совместно с выбранным переключателем 5 значением счетчика 3 импульсов соответствует максимальному уменьению первоначально выбра-чного перио- .. а обработки детали. По окончании обработки конической поверхности или подрезании торца детали снимается команда на уменьшение периода обработки детали, что приводит к установке через cxet-iy ИЛИ 16 в исходное нулевое состояние счетчика 23 импульсов, блокировке счетчика 26 и к выдаче разрешающего сигнала на схему И 2 „
35
Qf 0 5 0 д ..
5
В дальнейшем с пояплгиис ч п уирглз- ляющей прО1 рамме обраРсггки дстл. команд на увеличение или умея1) периода обработки детали рябот.ч устройства повторяется.
Блок 25 управления работает следующим образом (фиг,2).
При включении в управляющую программу обработки детали команды на увеличение периода обработки детали сигнал с второго входа блока 25, воздействуя на R-входы всех триггеров 28-31, устанавливает их в нулевое состдяние. На выходе блока 25 на всех линиях выхода устанавливается нулевой потенциал. При появлении на первом входе на линии, которая подключена к счетному входу первого триггера 28, сигнала он перебрасьтает первый триггер 28 из исходного нулевого состояния в единичное. Дальнейшая работа блока в данном режиме видна из табл.1.
При включении н управляющую программу обработки детали команды на уменьшение периода обработки детали сигнал с третьего входа блока 25, воздействуя на S-входы всех триггеров 28-31, устанавливает их в единичное состояние. На выходе блока на всех линиях выхода устанавливается потенциал логической 1. При появлении на первом входе на N-линии, которая подключена к счетному входу N-триг- гера сигнала он перебрасьгаает триггер из исходного единичного состояния в нулевое. Дальнейшая работа блока в данном режиме видна из табл.2.
Работа устройства поясняется на фиг,3. Например, резцу 32 при обработ- ке торцовых поверхностен детали 33 сообщают периодически кратковременные остановы продолжительностью t через интервалы перемещения 1 (1,,,1), также соответствующие диапазонам изменения периодов обработки I
,V, Бри этом периоды обработки 1| при точении от центра детали уменьшаются т,е. 1 1 , . . Ij , а при точении к центру увеличиваются, т,е. Is 1/j - , 11.
Количество диапазонов обрабатываемого диаметра с равными периодами обработки между циклами стружкодробления принято в соответствии с типоразмером оборудования для обеспечения относительного постоянстпа длины отрезков стружки при изменении диаметра обработки и в приведенном ппиме1115
ре равно пяти диапазонам (IV)
что соответствует следующим диаметрам обработки, мм: 25,0; 50,0; 100,0; 150,0; 300,0,
Для дробления сливной стружки оператор устанавливает режим дробления, стружки. Период обработки в зависимости от обрабатьгоаемого материала и характера обработки может регулиро- ваться в диапазоне 0,08-5,12 мм. Величина останова в зависимости от режимов обработки может регулироваться в диапазоне 2-8 оборотов шпийделя станка.
Формула изобретения
Устройство для дробления стружки ни станках с числовым программным управлением, содержащее первый счетчик 20 импульсов, переключатель величины вы- стоя и последовательно соединенные . второй счетчик импульсов, первый дешифратор, переключатель периода между выстоями, управл по1пий триггер, сис-25 тему ЧПУ, которая содержит блок техно- логических команд и последовательно соединенные генератор задающей частоты,- делитель частоты, второй вход ко35
торого подключен к первому выходу уп-, jQ ких импульсов, а выход - к первому равляющего три ггера, блок интерполяции, отличающееся тем, что, с целью расширения его функциональных возможностей, оно снабжено вторым дешифратором, первой, второй, третьей и четвертой схемами ИЛИ, делителем частоты, первым, вторым и третьим формирователями коротких импульсов, схемой И, и по ел е до ват ел ь но соединенными четвертым формирова;телом коротких импульсов, третьим счетчиком импульсов, третьим дешифратором, блоком управления, четвертым счетчиком, пятой схемой ИЛИ, при-- чем первый выход блока технологичес- ких команд системы ЧПУ подключен к первым входам первой, второй и третьей txeM ИЛИ, второй выход - к пер40
45
входу первого счетчика импульсов, в ход четвертой схемы ИЛИ подключен к третьему входу четвертого счетчика, к второму входу схемы И и к четвертому входу третьего счетчика импуль сов, второй вход пятой схемы ИЛИ по К11ючен к выходу схемы И, а выход - второму входу второго счетчика импу сов, второй выход управляющего .триг гера подключен к входу первого форм рователя коротких импульсов и к вто ,рому входу делителя частоты, выход которого подключен к второму входу первого счетчика импуль сов, выходы третьего и четвертого формирователей коротких импульсов п ключены соответственно к второму -и третьему входам блока управления.
12
вому входу четвертой схемы HJIIi и к входу четвертого формирователя коротких импульсов, третий выход - к второму входу четвертой схемы ИЛИ и к входу третьего формирователя коротких импульсов, вькод генератора задающей частоты подключен к первому входу делителя частоты, выход делителя частоты системы ЧПУ подключен к первому входу схемы И и к второму входу четвертого счетчика, первый и второй выходы блока интерполяции системы ЧПУ подключены соответственно к второму и третьему входам третьего счетчика импульсов, вход второго дешифратора подключен к выходу первого счетчика импульсов, а выход - к входу переключателя величины выстоя, второй вход второй схемы ИЛИ подключен к выходу переключателя величины,выстоя, а выход - к второму входу управляющего триггера, второй . вход первой схемы ИЛИ подключен к выходу первого формирователя коротких импульсов, а выход - к первому входу второго с етчика импульсов, второй вход третьей схемы ИЛИ подключен к дыходу второго формирователя корот
ких импульсов, а выход - к первому
входу первого счетчика импульсов, выход четвертой схемы ИЛИ подключен к третьему входу четвертого счетчика, к второму входу схемы И и к четвертому входу третьего счетчика импульсов, второй вход пятой схемы ИЛИ под- К11ючен к выходу схемы И, а выход - к второму входу второго счетчика импульсов, второй выход управляющего .триггера подключен к входу первого формирователя коротких импульсов и к вто- ,рому входу делителя частоты, выход которого подключен к второму входу первого счетчика импульсов, выходы третьего и четвертого формирователей коротких импульсов подключены соответственно к второму -и третьему входам блока управления.
13
. 1502206
Таблица
14
Фие.З
| Устройство для дробления стружки | 1978 |
|
SU766756A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
