Изобретение относится к машиностроению и может быть использовано в сверлильных и резьбонарезных станках, а также в агрегатных и многооперационных станках для нарезания резьбы в условиях гибких производственных систем.
Цель изобретения - повышение точности и расгиирение диапазона регулирования, которая достигается за счет использования цилиндрических и сегментных направляющих, точности и простоты поднаст- ройки и расположения пар рычагов с внешней стороны ползунов, что обеспечивает обработку отверстий с малым диаметром и небольшой величиной межцентрового расстояния.
На фиг. 1 показана многошпиндельная резьбонарезная головка для гибкого автоматического производства, (ГАП), общий вид; на фиг. 2 - сечение А-А на фиг. 1; па фиг. 3 - вид Б на фиг. 1.
Многошпиндельная резьбонарезная головка содержит корпус 1, в пазах которого с возможностью радиального перемещения установлены ползуны 2, которые посредством параллельных рычагов 3 связаны с сегментными направляющими 4. Сегментные направляющие расположены между корпусом 1 и втулкой 5 с возможностью осевого перемещения относительно последней посредством винтов 6. Втулка 5 установлена с возможностью осевого перемещения в стакане 7, расположенном с возможностью вращения на корпусе 1. В стакане 7 выполнены винтовые пазы, взаимодействующие с толкателями 8, закрепленными во втулке 5.
В верхней части стакана 7 закреплено червячное колесо 9, связанное через червяк 10-с шаговым двигателем И.
Ведомые шпиндели 12 связаны с приводом вращения посредством карданно-телес- копической передачи 13.
На ведомых шпинделях 12 установлены копирные винты, взаимодействующие с резьбой ползунов 2 либо закрепленных в них копирных гаек (не показаны).
Многошпиндельная резьбонарезная головка для ГАП работает следующим образом.
0
5
0
5
0
5
0
Регулировка положения осей ведомых шпинделей 12 осуществляется шаговым двигателем 11 от программоносителя (например, перфоленты). Импульсы из узла управления поступают в шаговый двигатель 11, причем угол поворота и частота определяются величиной межцентрового расстояния шпинделей. При повороте вала шагового двигателя посредством червяка 10 и червячного колеса 9 осуществляется поворот стакана, винтовые пазы которого вза- имолействуя с толкателями 8 втулки 5, сообщают указанной втулке с сегментными направляющими перемещение в осевом направлении. Одновременно с этим рычаги 3 обеспечивают синхронное сведение либо разведение ползунов 2 в радиальных направ- ;1ениях в пазах корпуса 1, и оси шпинделей 12 устанавливаются на необходимое расстояние (в диапазоне DI - Dn).
При необходимости поднастройка отдельно каждого шпинделя может быть выполнена посредством винтов 6, при повороте которых производится перемещение сегментной направляющей 4 в осевом направлении и, как следствие, радиальное перемещение ползуна 2 со шпинделем.
Формула изобретения
Л1погошпиндельная резьбонарезная головка для гибкого автоматического производства, в корпусе которой размещены ползуны со шгшнделями и конирными парами и механизм настройки на межцентровое расстояние плтинделей с шаговым двигателем, отличающаяся тем, что, с целью повышения точности и расширения диапазона регулирования, головка снабжена введенными в механизм настройки на межцентровое расстояние стаканом, установленным на корпусе с возможностью вращения,втулкой с сегментными направляющими, размещенной в стакане с возможностью осевого перемещения, сегментные направляющие которой имеют возможность осевого пере- мепления относительно нее, и параллельными парами рычагов, одни концы которых шар- нирно связаны с сегментными направляющими, а другие - с ползунами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1985 |
|
SU1266684A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1984 |
|
SU1211006A1 |
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Многошпиндельная резьбонарезная головка | 1984 |
|
SU1168364A1 |
| Многошпиндельная головка | 1977 |
|
SU727347A1 |
| Револьверная головка резьбонарезного станка | 1982 |
|
SU1049209A1 |
| Резьбонарезная головка | 1986 |
|
SU1371810A1 |
| Резьбонарезная головка для гибкого автоматизированного производства | 1984 |
|
SU1355370A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |

Изобретение относится к машиностроению и может быть использовано в сверлильных и резьбонарезных станках, а также в агрегатных и многооперационных станках для нарезания резьбы в условиях гибких производственных систем. Цель изобретения - повышение точности и расширение диапазона регулирования, которая достигается за счет использования цилиндрических и сегментных направляюш.их, точности и простоты поднастройки. Расположение пар рычагов с внешней стороны ползунов обеспечивает обработку отверстий с небольшой величиной межцентрового расстояния. Многошпиндельная резьбонарезная головка содержит корпус 1, в пазах которого установлены ползуны с копирными парами шпинделей 12. Ползуны посредством рычагов 3 связаны с сегментными направ- ляюшими, которые расположены между корпусом 1 и втулкой 5. Втулка 5 установлена с возможностью осевого перемещения в стакане 7. Стакан 7 связан с шаговым двигателем 11. 3 ил. S (Л оо СП ОО СП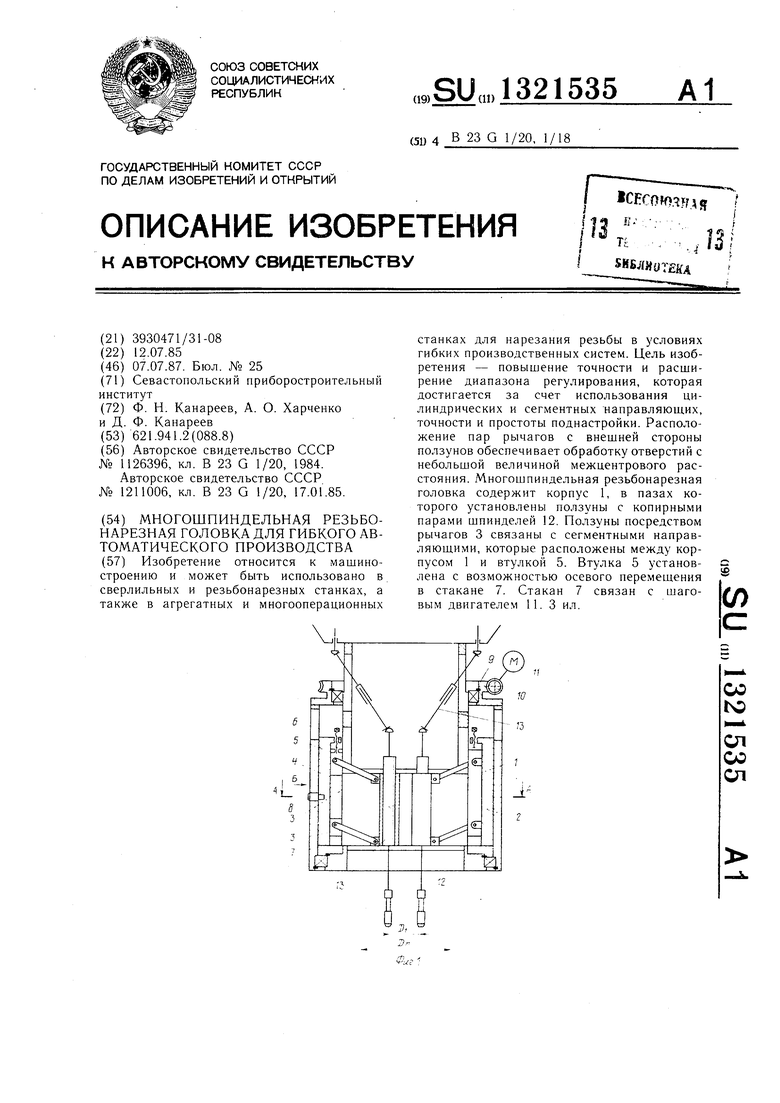
Составитель .А. К. шмов
Редактор Н. ТупицаТехред И. ВересКорректор Г. Решетник
Заказ 2703/8Тираж 975Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений н открытнн
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1984 |
|
SU1211006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
