I
Изобретение относится к станкостроению и может быть использовано в агрегатных многошпиндельных станках.
Известна многошпиндельная головка, в корпусе которой размешены каждый в отдельном корпусе сверлильные и резьбонарезной шпиндели, установленные с возможностью перемешения на различную глубину 1.
Однако такое устройство имеет относительно низкое качество обработки.
Цель изобретения - повышение качества обработки.
Это достигается тем, что корпус резьбонарезного шпинделя выполнен ступенчатым и снабжен ориентируюш,им стаканом с пружиной, установленной между упомянутым корпусом и шпинделем, и размеш,енной в корпусе головки втулкой с пальцем, причем в корпусе резьбонарезного шпинделя выполнен паз для взаимодействия с пальцем втулки .
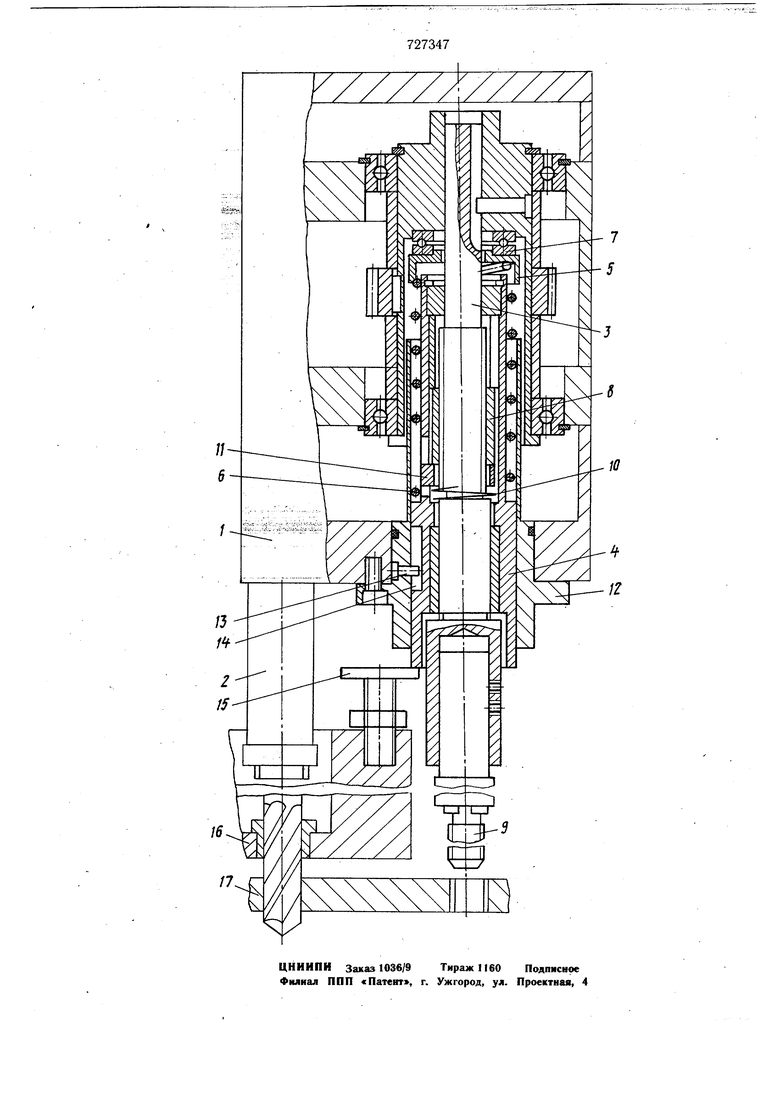
На чертеже изображена предлагаемая многошпиндельная головка.
В корпусе 1 многошпиндельной головки размешены в отдельных корпусах сверлильные 2 и резьбонарезной 3 шпиндели. Корпус 4 резьбонарезного шпинделя выполнен ступенчатым и снабжен ориентируюш,им стаканом 5 с пружиной 6, установленной между корпусом 4 и шпинделем 3 через подшипник 7. Внутри корпуса 4 размешена копирная гайка 8, установленная на шпинделе 3, шаг резьбы которой равен шагу резьбы метчика 9. Пружина 10 предназначена для компенсации копирной гайки 8. Копирная гайка 8 связана с корпусом 4 при помоши муфты 11, предотвращаюшей ее врашение.
В корпусе 1 головки размеихена втулка 12 с пальцем 13, взаимодействуюшим с пазом 14, выполненным в корпусе 4 резьбонарезного шпинделя. Корпус 4 перемешается до упора 15, установленного на кондукторной плите 16.
, Многошпиндельная головка работает следуюшим образом.
При быстром подводе корпуса 1 головки к обрабатываемой детали 17 резьбонарезной шпиндель перемешается до упора корпуса 4 в регулируемый упор 15 и останавливается, а корпус головки 1 со сверлильными шпинделями продолжает перемешаться на
рабочей подаче, обрабатывая деталь 17. При этом палец 13 перемещается вниз в пазу 14 корпуса 4, который снимает пружину 6. После остановки корпус 4 включается электродвигатель (на чертеже не показан), от ко- . торого передается вращение копирной парещпинделю 3, гайке 8 и затем метчику 9. Шпиндель 3 начинает перемещаться в гайке 8, удерживаемой от проворота муфтой 11. Происходит процесс резьбонарезания, по окончании которого автоматически реверсируется двигатель резьбонарезания, чем обеспечивается вывод метчика из отверстия. Когда метчик, полностью выйдет из отверстия, вигатель резьбонарезания отключается, а головка продолжает перемещаться, производя обработку детали 17 сверлильными инструментами. При этом регулируемый упор 15 удерживает корпус 4 в неподвижном состоянии на время обработки отверстий сверлильными щпинделями 2. После .окончания работы всех инcтpyмeнtoв многощпиндельной головки, она отводится в исходное по: ложение. При этом сначала палец 13 перемещается в пазу 14 корпуса 4, который, под действием пружины 6 прижимается к упору 15. Когда палец 13 упрется в верхнюю
стенку паза 14, корпус 4 с резьбонарезной пинолью начинает перемещаться вместе с головкой в исходное положение.
5Формула изобретения
ч
Многошпиндельная головка, в корпусе которой размещены каждый в отдельном корпусе сверлильные и резьбонарезной шпиндели, установленные с возможностью перемещения на различную глубину, отличающаяся тем, что, с целью повышения качества обработки, корпус резьбонарезного шпинделя выполнен ступенчатым и снабжен ориентируюШ,им стаканом с пружиной, уста,j новленной между упомянутым корпусом и итпинделем, и размещенной в корпусе головки втулкой с пальцем, причем в корпусе резьбонарезного шпинделя выполнен паз для взаимодействия с пальцем втулки.
2вИсточники информации,
принятые во внимание при экспертизе 1. Матвеев В. Н., Остапенко В. Ф. и др. Агрегатные станки. М., «Мащиностроение, 1965, с. 122, 123.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| Многошпиндельная резьбонарезная головка | 1984 |
|
SU1168364A1 |
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Резьбонарезная головка | 1975 |
|
SU522006A1 |
| Револьверная головка резьбонарезного станка | 1982 |
|
SU1049209A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1985 |
|
SU1321535A1 |
| Резьбонарезная головка | 1986 |
|
SU1371810A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| Металлорежущий станок | 1981 |
|
SU1053989A1 |