Изобретение относится к машиностроению и может быть использовано в сверлильных и резьбонарезных станках, а также в силовых головках агре гатных станков для нарезания резьбы в условиях гибкого автоматизированного производства.
Цель изобретения - повьшение точности настройки на межцентровое расстояние обрабатываемых отверстий путем сокращения кинематической цепи от привода к ползунам и упрощения конструкции.
Использование изобретения автоматизирует процесс настройки на межцентровое расстояние обрабатываемых отверстий и повьшшет точность обрабатываемой резьбы за счет более точного позиционирования шпинделей.
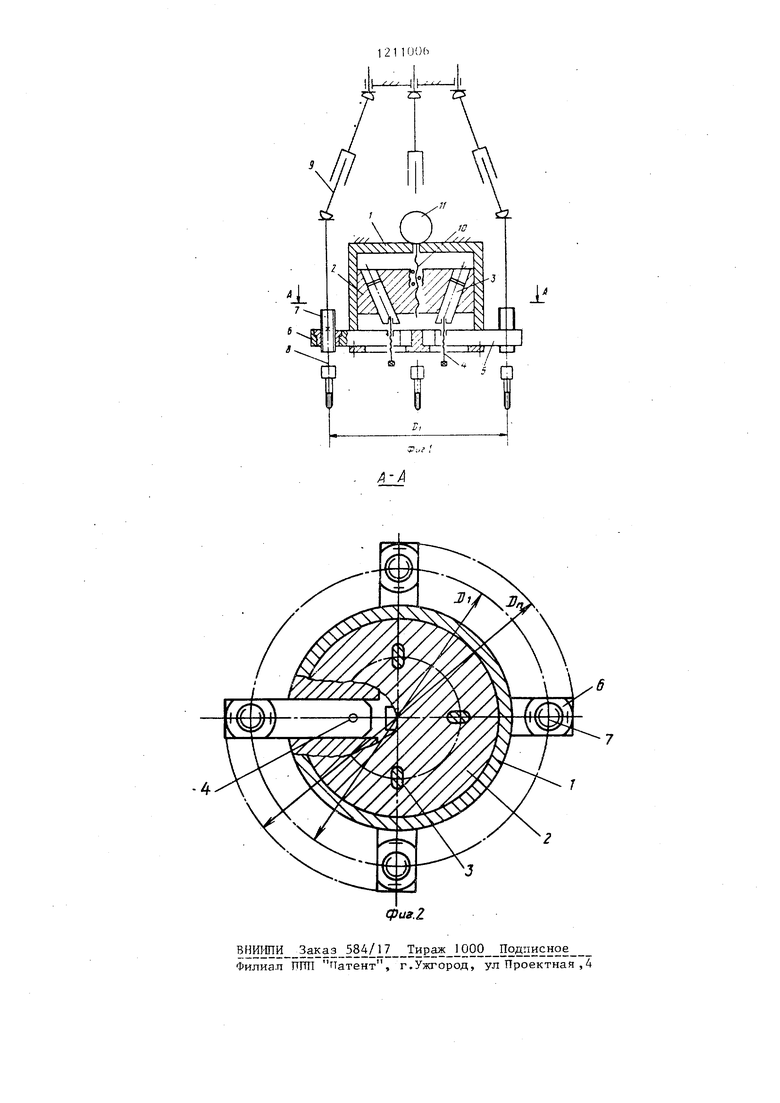
На фиг. 1 показана предлагаемая многошпиндельная головка для гибкого автоматического производства (ГАП), общий вид; на фиг. 2 - сечение А-А на фиг. 1 .
Многошпиндельная головка содержит корпус 1 , в котором С возможностью осевого перемещения установлен диск 2 с цилиндрическими отверстиями выполненными под углом к его оси, В указанные отверстия диска 2 помещены плунжера 3, нижние части которых связаны посредством винтов 4 с гайками ползунов 5, установленных в корпусе 1 с возможностью радиального пе ремещения. В ползунах 5 зшсрештены копирные гайки 6, взаимодействующие с резьбой копирных винтов 7, установ
110062
ленных на шпинделях 8. Шпиндели 8 связаны с приводом вращения посрел- ством карданно-телескопической передачи 9. Диск 2 посредством шариковой
5 винтовой пары 10 связан с шаговым электродвигателем 11, установленным на корпусе 1.
Многошпиндельная головка для ГАП работает следующим образом.
О Регулировка положения осей ведомых шпинделей 8 осуществляется шаговым двигателем 11 от программоносителя (например, перфоленты). Импульсы из узла управления поступают в шаговый
5 электродвигатель 11, причем угол поворота и частота вращения его ротора определяется величиной межцентрового расстояния шпинделей. При повороте вала шагового электродвига20 теля 11 посредством шариковой винтовой пары 10 осуществляется осевое перемещение диска 2. При этом плунжера 3, перемещаясь в наклонных отверстиях диска 2, синхронно разводят
25 либо сводят ползуны 5 в радиальных направлениях, т.е. оси шпинделей 8 устанавливаются на необходимое меж- центровое расстояние (в диапазоне Di ... Dh).
30 При необходимости поднастройка отдельно каждого шпинделя может быть выполнена посредством винтов 4, при повороте которых производится перемещение плунжера 3 в отверстии дис35 ка 2, а следовательно - радиальное перемещение ползуна 5 с ведомым шпинделем.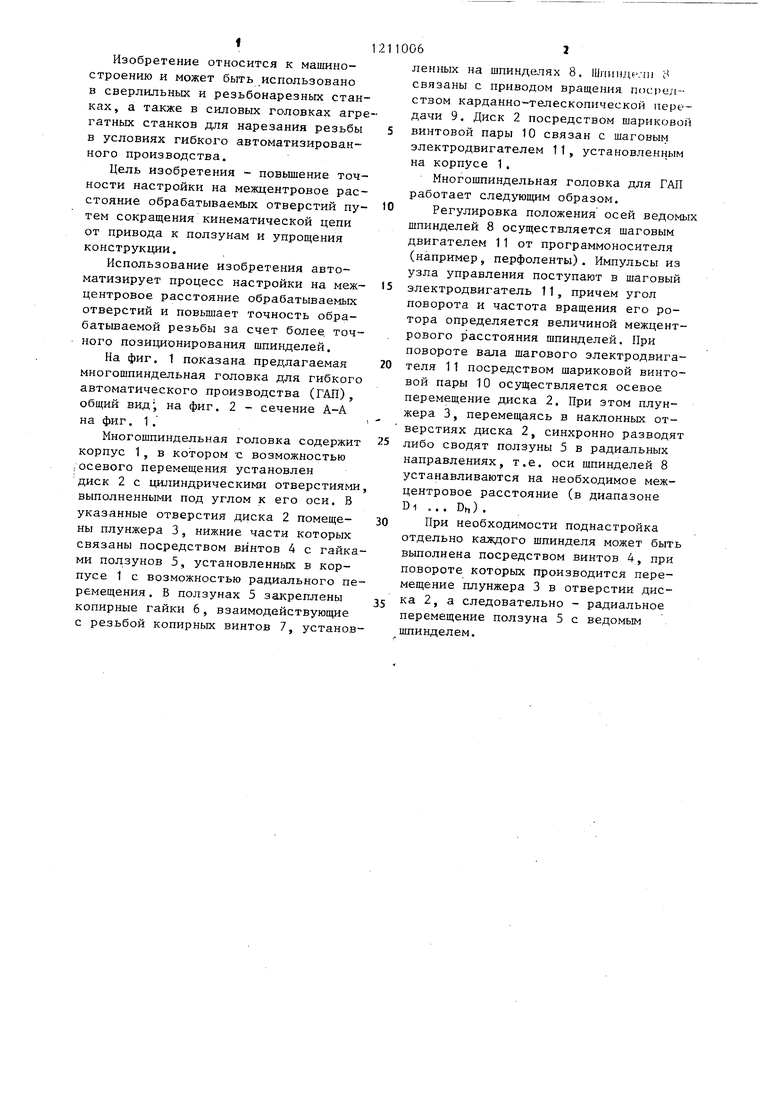
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1985 |
|
SU1266684A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1985 |
|
SU1321535A1 |
| Многошпиндельная резьбонарезная головка | 1984 |
|
SU1168364A1 |
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Многошпиндельная расточная бабка | 1979 |
|
SU818767A1 |
| Многошпиндельная сверлильная головка | 1983 |
|
SU1127700A1 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| Устройство для заточки зубьев инструмента | 1981 |
|
SU975347A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |

-4
ВНИИПИ Заказ 584/ 7 Тираж ддО Подписное
Филиал nnil Патент, г.Ужгород, ул Проектная ,4
| Зависляк Н.И | |||
| Современные приспособления к металлорежущим станкам | |||
| М.: Машгиз, 1963, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
