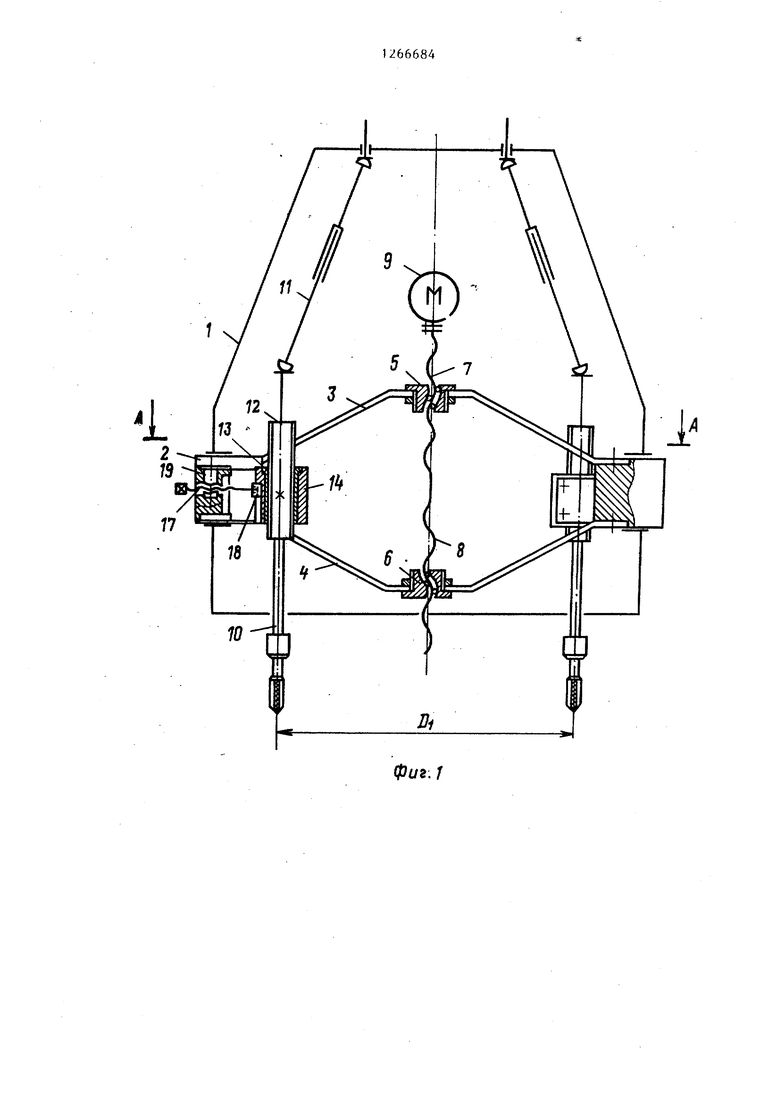
Изобретение относится к машиностроению и может быть использовано в сверлильных и резьбонарезных станках, а также в силовых головказс агрегатных станков для нарезания резьбы в условиях гибких производст венных систем. Цель изобретения - повышение точ ности обработки и расширение диапазона регулирования, которая достига ется путем использования плоск;их пр жин, обеспечивающих компенсацию несоосности отверстий и инструмента, и упругих крестообразных элементов, позволяющих расширить диапазон регу лирования межцентровых расстояний. На фиг, 1 схематически показана предлагаемая многршпиНдельная резьб нарезная головка для гибкого автома тического производства, общий вид на фиг. 2 - сечение А-А на фиг.1. Многошпиндельная {5езьбонарезная головка Для гибкого автоматического производства (ГАП) содержит корпус в котором с возможностью радиальног перемещения установлены ползуны 2, связанные с концом крестообразных упругих элементов 3 и 4. В центрах указанных крестообразных упругих эл ментов 3 и 4 установлены гайки 5 и связанные с резьбовыми участками 7 и 8 винта, соединенного с шаговьм двигателем 9, причем шаги резьб гай ки 5 с винтом 7 и гайки 6 с винтом одинаковы, а направление различно (т.е. 5 и 7 - правая резьба; 6 и 8 левая резьба). Ведомые шпиндели 10 связаны с приводом вращения посредством карданно-телескопической пере дачи 11. На ведомых шпинделях 10 установле копирные винты 12, взаимодействующи с резьбой копирных гаек 13, закрепленных в опорах 14. Последние связаны с ползунами 2 плоскими пружинами 15 при помощи цилиндрических направляющих 16, помещенных в отверстия ползунов 2. Винт 17 поднастройки связан с осью 18 опоры 14 и с гайкой 19, установленной с возможностью поворота в отверстии ползуна 2. Работа многошпиндельной резьбонарезной головки для ГАП осуществляется следующим образом. Регулировка положения осей ведомых .шпинделей 10 осушествляется шаговым двигателем 9 от программоносителя (например, перфоленты). Импульсы из узла управления поступают в шаговый электродвигатель 9, причем угол поворота и частота вращения его ротора определяются величиной межцентрового расстояния шпинделей. При повороте вала шагового двигателя при помощи винтовых пар 7-5 и 6-8 осуществляется синхронное осевое сведение илиразведение крестообразных упругих элементов 3 и 4. Таким образом, ползуны 2 синхронно сводятся или разводятся в радиальных направлениях, и оси шпинделей 10 устанавливаются на необходимое межцентровое расстояние (в диапазоне D,...D). При необходимости поднастройка отдельно каждого шпинделя может быть выполнена посредством винтов 17 поднастройки, при повороте которых производится перемещение опоры 14 со шпинделем относительно ползуна 2 в горизонтальной плоскости.- Плоские пружины 15 обеспечивают компенсацию несоосности отверстия и инструмента, неизбежно возникающей при закреплении детали и на предварительных операциях обработки отверстий.
фиг.1 1
(PUS: 2 15 16 L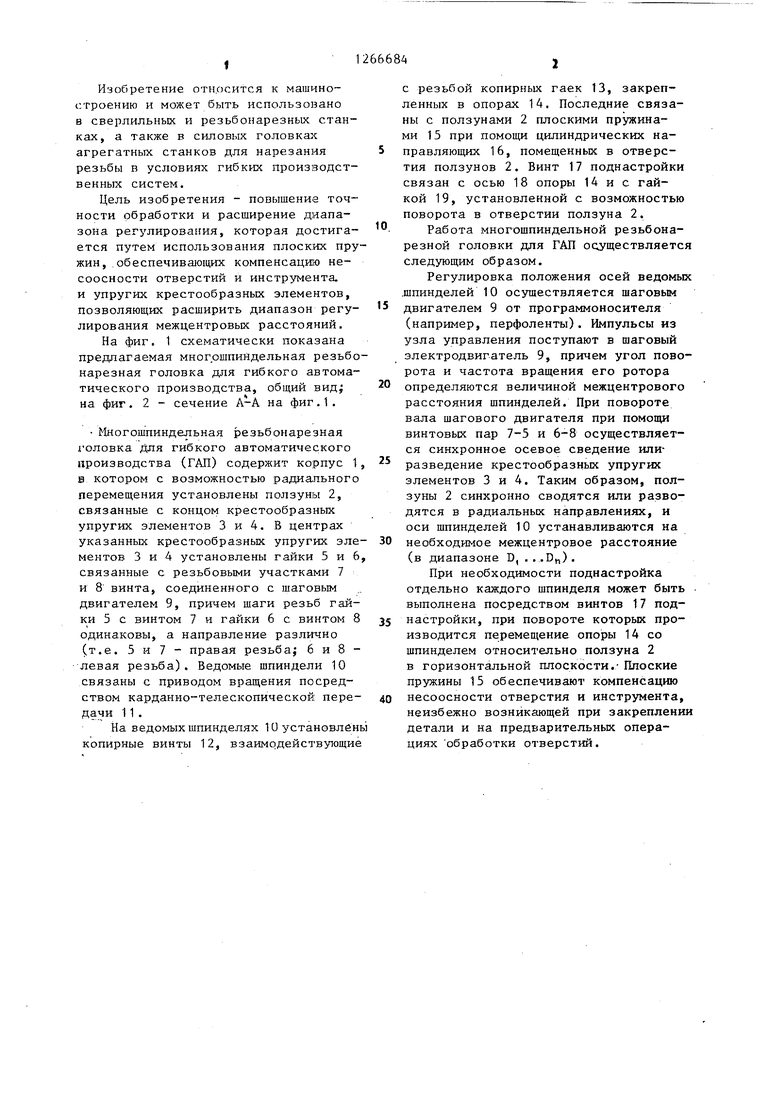
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1985 |
|
SU1321535A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1984 |
|
SU1211006A1 |
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Многошпиндельная резьбонарезная головка | 1984 |
|
SU1168364A1 |
| Резьбонарезное устройство | 1980 |
|
SU895598A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Резьбонарезная головка для гибкого автоматизированного производства | 1984 |
|
SU1355370A1 |
| Револьверная головка резьбонарезного станка | 1982 |
|
SU1049209A1 |
| Шпиндельный узел резьбонарезного станка | 1986 |
|
SU1308437A1 |
| Резьбонарезное устройство | 1987 |
|
SU1407709A1 |
1. МНОГОШПИНДЕЛЬНАЯ РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА ДЛЯ ГИБКОГО АВТОМАТИЧЕСКОГО ПРОИЗВОДСТВА, содержащая корпус, в котором установлены свя- . занные между собой ползуны со шпинделями, снабженные копирными резьбовыми парами, механизмами поднастройки в виде винтов с гайками и механиз1СРГПЮЯ АЯ 13 -:-..1 KKfiJIKOTgitA ма настройки на межцентровое расстояние с шаговым двигателем и винтовой парой, отличающаяся тем, что, с целью повьппения точности обработки-и расширения диапазона регулй-i рования, механизм настройки на межцентровое расстояние выполнен в виде двух крестообразных упругих элементов, концы которых жестко связань с ползунами, а в их центрах установлены гайки винтовой пары, при этом винт имеет два резьбовых участка с разным направлением резьб. 2. Головка по п. 1, отличающаяся тем, что, она снабжена с плоскими пружинами, установленными (Л с возможностью перемещения в ползунах и жестко связанными с гайками, при этом гайки механизма поднастройки установлены с возможностью пово|рота.
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Многошпиндельная резьбонарезная головка для гибкого автоматического производства | 1984 |
|
SU1211006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
