Изобтретение относится к способам сварки электрозаклспки плавкисимся электродом в защитных газах и может быть использовано преимущественно для сварки внахлестку двух элементов, суммарная толщина которых не превышает 6 мм при толщине нижнего элемента мм.
Цель изобретения -- улучщсние стабильности качества сварного соединения, экономия присадочного материала и повышение производительности процесса точечной сварки деталей с суммарной голпдиной не более б мм при толашне нижней детали б5;;2 мм.
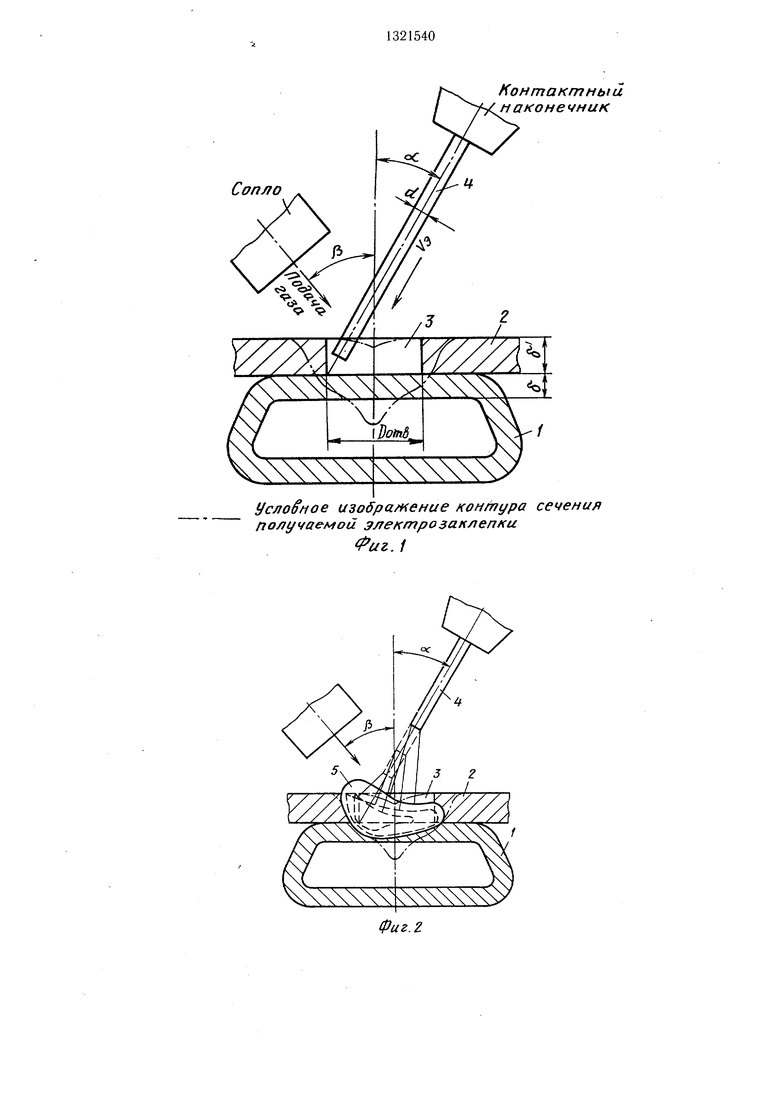
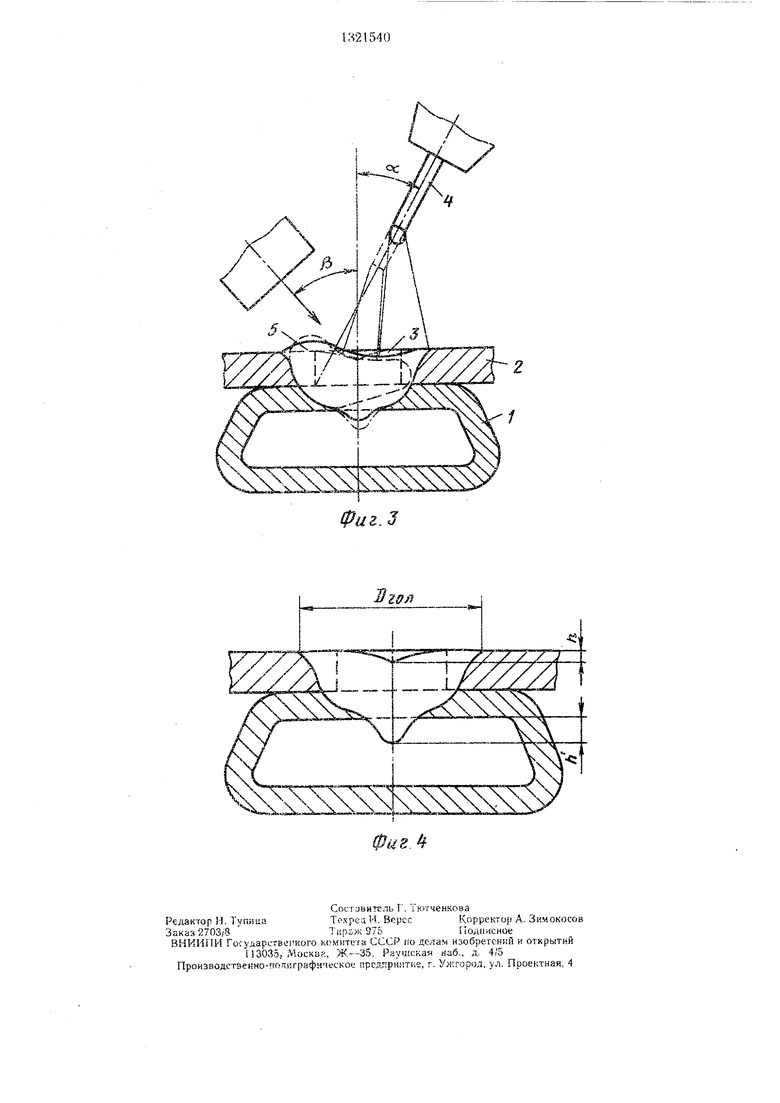
На фиг. 1 изображена схема установки электрода; на фиг. 2 - схема процесса сварки до гфекращения подачи плавящегося электрода; на фиг. 3 - то же, пос.пе прекращения подачи плавящегося электрода; на фиг. 4 - готовое электрозаклепочное соединение, общий вид.
При автоматической электродуговой точечной сварке плавящимся электродом в защитных газах деталей и 2, собранных внахлестку, с суммарной толщиной до 6 мм и при толщине нижней детали не более 2 мм, Б верхней детали выполняют отверстие 3, а подачу плавящегося электрода 4 осуществляют иод углом к вертикальной оси отверстия в ваправлеиии к его нижней кромке. При этом защитный газ подают в сварочную ванну 5 со стороны большего угла наклона электрода под углом 40--50 к оси отверстия.
Подача плавящегося электрода 4 под углом к вертикальной оси отверстия 3 и в направлении к его нижней кромке позволяет избежать прожигания более тонкой, чем верхняя 2, нижней детали .
Подача защитного газа в сварочную ванну 5 со стороны большего угла наклона электрода под углом к оси отверстия 3 обеспечивает качественное .формирование сварного соединения.
При уменьщении этого угла . енее 40 наблюдается ухудпшние формирования, коа- тур точки приобретает неправильную форму, кроме того, возможен частичный Bf iajiecK расплавленного металла из ваннь. При увеличении угла более 45° наблюдается образование пористости соединения, что пустимо.
Пример. Свариваемые элеме1: ты, представляющие собой листы копитрукциояной малоуглеродистой стали, предварительно перед сваркой собирают внахлестку, соответственно нижнюю-деталь 1 толщиной мм и верхнюю деталь 2 толихиной мм, нричем в верхней детали 2 предварительно выполняются отверстие 3 диаметром мм под электрозаклепки.
Сварочный электрод 4 (Св08Г2С, диаметр ,2 мм) устанавливают наклонно под углом к оси отверстия 3 таким образом, что его конец направлен в сторону нижней кромки отверстия 3. Возбуждают дугу , ) и осуществляют подачу плавящ.егося электрода 4 с постоян- ной скоростью 14 500 м/ч, а острый угол накло1 а электрода сохраняют неизменным. О.ановремепно осуществляют подачу углекислою газа в сварочную ванну со стороны больп его наклона электрода 4 под уг5 лом к оси отверстия 3. При этом происходит сплавление кромки отверстия 3, заполнение этого отверстия расплавленным металлом и по мере повышения уровня расплавленного металла дуга пе- ремещ.ается от кромки отверстия 3 к его
0 центру. После заполнения 90% объема отверстия расплавленным металлом и перемещения дуги к центру отверстия 3 прекращают подачу электрода 4, после чего он продолжает плавиться до естественного рыва дуги на противоположной, относительно исходной, кромке отверстия. В итоге получают электрозаклепку с диаметром головки Огол,--14 мм, углублением в центре головки h-,Q-1,5 М.М и просадкой металла снизу ,5-2,5 мм.
Q Технико-экономический эффект способа заключается в повышении качества сварного соединения, повышении производительности, сокращении расхода сварочной проволоки. Кроме того, появляется возможность выполнения сварки соединений с повышенными
5 зазорами (до 2,5 мм), не опасаясь прожогов.
Формула изобретения
Способ автоматической электродуговой точечной сварки плавящимся электродом в защитных газах деталей, собранных внахлестку, при котором в верхней детали выполняют отверстие, отличающийся тем, чго, с целью улучшения качества сварного соединения и повышения производительности процесса сварки деталей с суммарной толг щиной до 6 мм и при толщине нижней детали не более 2 мм, подачу плавящегося электрода осуществляют под углом к верти- ккльпок оси отверстия в направлении к его килсней кромке, а защитный газ подают li сварочную ванну со стороны большего
Q угла накона электрода под углом 40-45° к оси отверстия.
0
Сопло
Контактный наконечник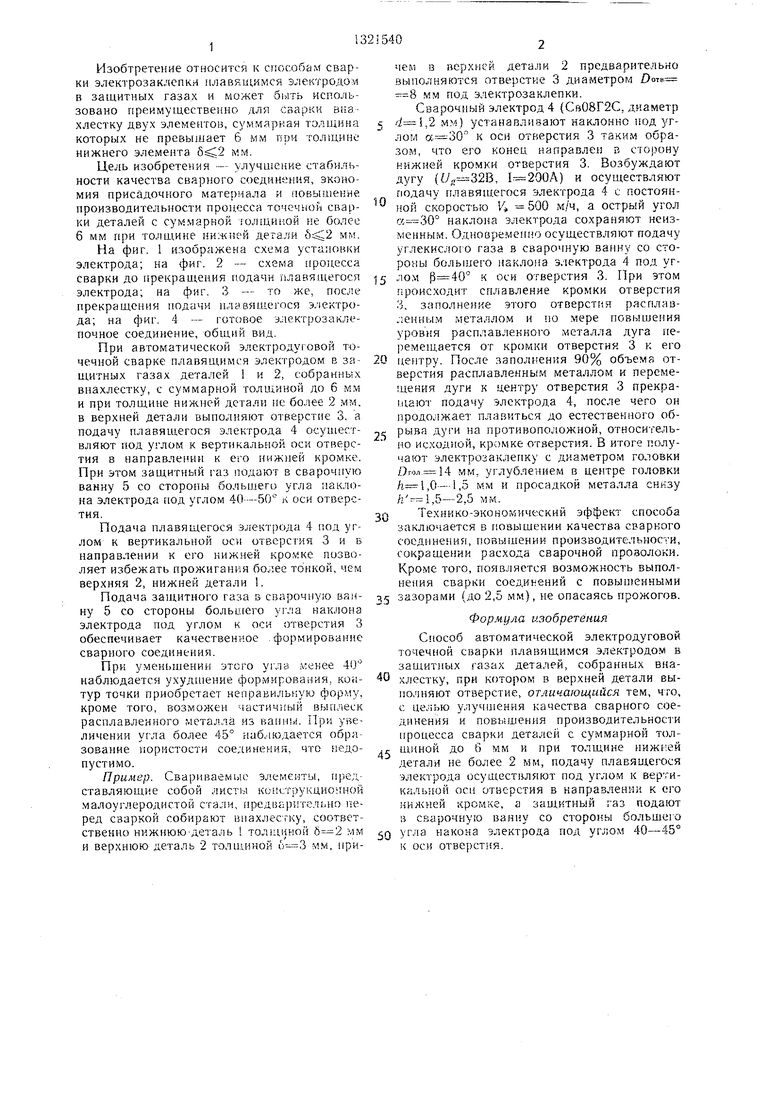
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Способ сварки электрозаклепками | 1976 |
|
SU662294A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ дуговой точечной сварки | 1983 |
|
SU1437173A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
Изобретение относится к способам сварки электрозаклепки плавящимся электродом в защитных газах нахлесточных соединений. Цель изобретения - улучшение качества сварного соединения и повышение производительности процесса сварки деталей с суммарной толщиной до 6 мм и при толш,и- не нижней детали не болеее 2 мм. Для автоматической электродуговой точечной сварки плавяш,имся электродом в защитных газах деталей, собранных внахлестку, в средней детали выполняют отверстие. Подачу плавящегося электрода осуществляют под углом к вертикальной оси отверстия в направлении к его нижней кромке. При этом происходит оплавление кромки отверстия и заполнение его расплавленным металлом. Защитный газ подают в сварочную ванну со стороны большего угла наклона электрода и под углом 40-50° к оси отверстия. Это обеспечивает возможность выполнения сварки соединений с повышенными зазорами (до 2,5 мм), не опасаясь прожогов. 4 ил. СО 1C СД 4 О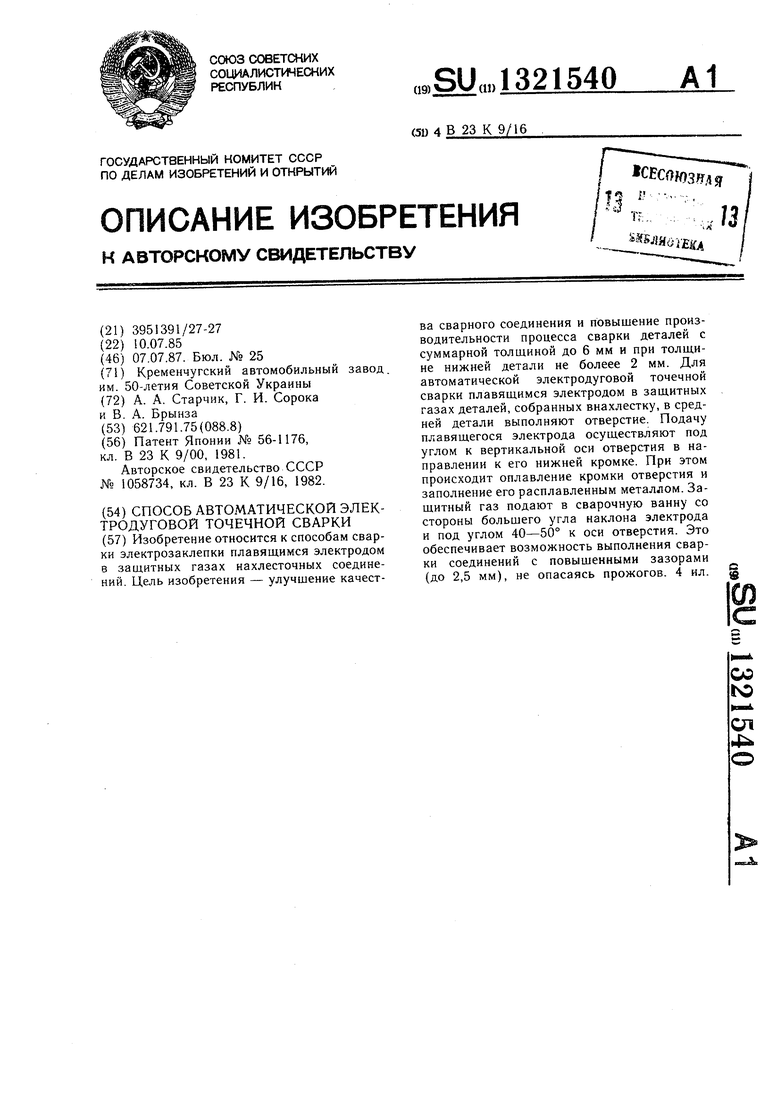
Условное u3o6pa/t eHue контура сечения получаемой электрозаклепки
uz.i
X jv XФиг.г
Фиг. 3
Состивнтгль Г. Тютченкова
Редактор И. ТупицаToxpeaVli. ВпресКорректор А. Зимокосов
Заказ 2703/8Тираж 975 юдиисное
ВНИИПИ Государственного KONfute ra СССР но делам изобретснян и открытий
1 3035, Москва, Ж,-35, Раушская наб., д. 4/5 Производстйе1;но-пг.тиграфн еск-ор прсдпри.чтке, г. Ужгород, ул. Проектная, 4
Фиг Л
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ автоматической электродуговой точечной сварки | 1982 |
|
SU1058734A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
