Изобретение относится к области оборудования для переработки пласт- . масс и является усовершенствованием известного устройства по авт.св. № 1127776.
Цель изобретения - повышение надежности работы пластикатора, стабильности его производительности.
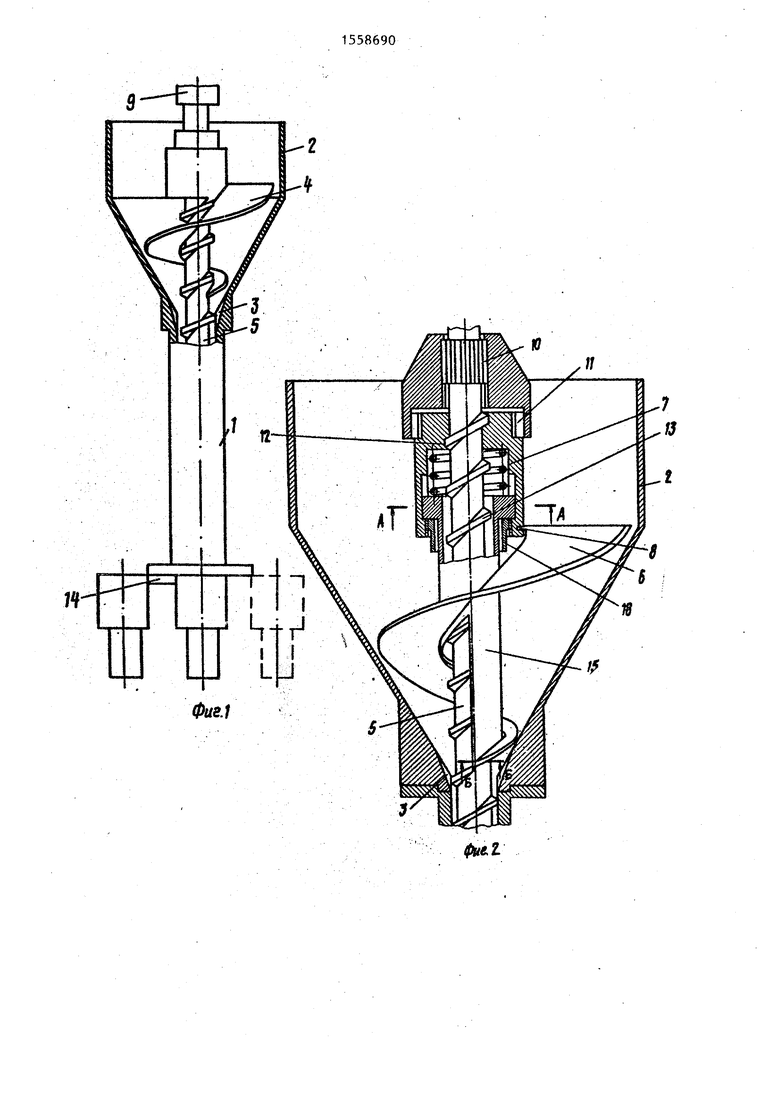
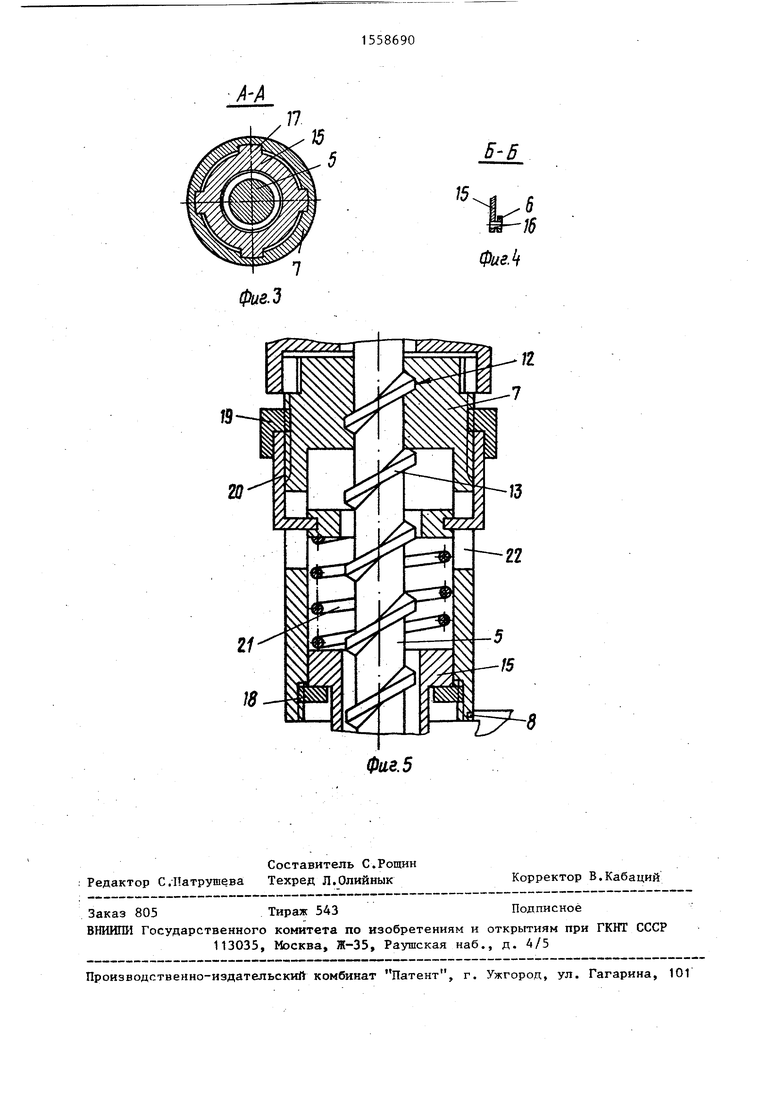
На фиг. 1 представлен пластика- тор, общий вид; на фиг. 2 - зона за- питки, разрез; на фиг. 3 - разрез А-А на фиг. 2, на фиг. 4 - разрез Б-Б на фиг. 2, на фиг. 5 - резьбовая втулка.
, Шнековый :Гшастикатор содержит вертикально расположенный материальный цилиндр 1, конический загрузочный бункер 2 с продольными пазами 3 по его внутренней поверхности, шнек с винтовой нарезкой, выполненный с конической секцией 4, смонтированной в загрузочном бункере 2, и цилиндрической секцией 5, расположенной в материальном цилиндре 1. Коническая секция 4 шнека выполнена в
виде упругого элемента 6 с постоянной по всей длине и сечению жесткостью закрепленного на резьбовой втулке 7 с помощью шарнира 8 с возможностью равномерного аксиального сжатия. Цилиндрическая секция 5 шнека связана с приводом 9 вращения.
Коническая секция 4 шнека связана с цилиндрической секцией 5 с помощью двух шлицевых соединений 10 и . 11 с разным числом шлицев, при помощи которых также осуществляется фиксация осевого перемещения конической секции 4 по винтовой нарезке 12 резьбовой втулки 7, профиль которой совпадает с профилем винтовой нарезки 13 цилиндрической секции шнека 5. Пластикатор также содержит узел приемных камер 14.
Кроме того, для изменения первоначальной геометрии конической секции 4 шнека путем регулировки степени сжатия упругого элемента 6, его нижний виток может быть закреплен на гильзе 15 в шарнире 16 (фиг.2-4).
S0
(/
сл
СП
00 ОЭ СО
1Ч
10
Гильзу 15 устанавливают в направляющих 17, выполненных в резьбовой втулке 7, перемещение гильзы 15 по которым ограничивается в крайнем нижнем положении гайкой 18.
Коническая секция 4 может также выполняться с возможностью регулировки жесткости упругого элемента 6 (фиг,5), через гайку 19 и сухари 20 пружиной 21 или каким-либо другим упругим элементом, установленным между резьбовой втулкой 7 и нижним концом упругого элемента 6, путем предварительного сжатия дополнительного упру- того элемента, например пружины 21, когда сухари взаимодействуют с ней через отверстия 22 в резьбовой втулке 7.
Пластикатор работает следующим 20 образом.
Материал с помощью какого-либо загрузочного устройства (не показано) подается в бункер 2, захватывается витками конической секции 4 шнека, которая перемещает его вниз, в зону расположения цилиндрической секции 5 шнека, Транспортируясь по бункеру 2у материал уплотняется. От проворота в направлении окружности вместе с конической секцией 4 материал удерживают пазы 3, нарезанные1, в нижней части загрузочного бункера 2 по внутренней его поверхности.
Неравномерная производительность
25
30
2 до уравнивания производительностей запитывающего устройства и цилиндрической секции 5. Таким образом осуществляется саморегулирование производительности пластикатора, позволяющее повысить стабильность его производительности и надежность работы за счет ликвидации возможности прекращения запитки при переуплотнении материала в нижней части загрузочного бункера 2.
Захваченный витками цилиндрической секции 5 в зоне запитки материал транспортируется при ее вращении от привода 9 по материальному цилиндру 1, где происходит нагрев и пластикация материала.
Из материального цилиндра 1 материал подается в узел приемных камер 14, где осуществляется формование доз определенной массы, конфигурации и температуры.
Для грубой регулировки производительности пластикатора служат шлице- вые соединения 10 и 11, с помощью которых фиксируется осевое перемещение резьбовой втулки 7 по нар.езке 13 и зазор между витками конической секции 4 шнека и стенкой бункера 2 в исходном положении. Указанная регулировка является достаточно грубой ввиду дискретности фиксируемого перемещения, кроме того, меняется положение верхнего витка конической секции
40
загрузочных устройств и склонность во- 4 относительно стенки бункера 2, что локнистых материалов к комкованию не изменяет условия захвата материала приводит в данном пластификаторе ки не дает возможности прогнозировать
переуплотнению материала в зоне запитки, т.е. в нижней части бункера 2, что могло- бы привести к сбою запитки или пульсации производительности пластикатора, так как при повышении давления в материале в зоне запитки упругий элемент 6 конической секции 4 шнека сжимается под действием указанного давления, тем самым увеличивая зазор между витками конической секции 4 и стенкой бункера 2, чем снижает производительность устройства запитки ниже производительности цилиндрической секции 5 шнека. По мере падения давления в материале в зоне запитки, вызванного работой конической секции 5, уносящей материал из данной зоны, коническая секция 4 повышает свою производительность при разжатии упругого элемента 6 и уменьшении зазора между ее витками и стенкой бункера
50
55
изменение производительности с достаточной степенью точности.
Для более точного регулирования производительности может использовать ся изменение первоначальной формы упругого элемента 6 конической секции 4 шнека или изменение усилия его сжатия при регулировке предварительного сжатия дополнительного упругого элемента, например пружины 21.
Регулировка производительности пластикатора путем изменения первоначальной конфигурации конической секции 4 шнека осуществляется следующим образом. При фиксированном положении резьбовой втулки 7, установленном с помощью шлицевых соединений 10 и 11 на нарезке, поворотом гайки 18 ограничивают крайнее нижнее положение гильзы 15, которым фиксируется первона0
0
5
30
2 до уравнивания производительностей запитывающего устройства и цилиндрической секции 5. Таким образом осуществляется саморегулирование производительности пластикатора, позволяющее повысить стабильность его производительности и надежность работы за счет ликвидации возможности прекращения запитки при переуплотнении материала в нижней части загрузочного бункера 2.
Захваченный витками цилиндрической секции 5 в зоне запитки материал транспортируется при ее вращении от привода 9 по материальному цилиндру 1, где происходит нагрев и пластикация материала.
Из материального цилиндра 1 материал подается в узел приемных камер 14, где осуществляется формование доз определенной массы, конфигурации и температуры.
Для грубой регулировки производительности пластикатора служат шлице- вые соединения 10 и 11, с помощью которых фиксируется осевое перемещение резьбовой втулки 7 по нар.езке 13 и зазор между витками конической секции 4 шнека и стенкой бункера 2 в исходном положении. Указанная регулировка является достаточно грубой ввиду дискретности фиксируемого перемещения, кроме того, меняется положение верхнего витка конической секции
изменение производительности с достаточной степенью точности.
Для более точного регулирования производительности может использоваться изменение первоначальной формы упругого элемента 6 конической секции 4 шнека или изменение усилия его сжатия при регулировке предварительного сжатия дополнительного упругого элемента, например пружины 21.
Регулировка производительности пластикатора путем изменения первоначальной конфигурации конической секции 4 шнека осуществляется следующим образом. При фиксированном положении резьбовой втулки 7, установленном с помощью шлицевых соединений 10 и 11 на нарезке, поворотом гайки 18 ограничивают крайнее нижнее положение гильзы 15, которым фиксируется первоначальНая степень сжатия упругого элемента 6. Этим обеспечивается достижение определенного зазора между витками конической секции 4 и стенкой бункера 2 без изменения положения верхнего витка, обеспечивающего оптимальный захват материала в зоне запитки. Следует также отметить, что регулировка зазора в данном случае является наиболее точной вследствие возможности фиксации любого положения витков конической секции 4 относительно стенки бункера 2, т.е. возможно дости
пластикатора с неполной загрузкой. Чтобы не возникала подобная возможность, регулируют жесткость упругого элемента 6 Аиксацией степени предварительного сжатия дополнительного упругого элемента, например, пружины 21, таким образом, чтобы пластикатор работал надежно и с максимальной производительностью независимо от марки перерабатываемого материала.
Таким образом, выполнение конической секции 2 в виде упругого элемента, закрепленного на резьбойой втулке,
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор для переработки волокнонаполненных реактопластов | 1991 |
|
SU1808717A1 |
| ШНЕКОВЫЙ ЭКСТРАКТОР ДЛЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1993 |
|
RU2056896C1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1500495A1 |
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1512787A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1512788A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1412980A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1985 |
|
SU1288084A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1537557A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1980 |
|
SU939222A1 |
Изобретение относится к оборудованию для переработки пластмасс. Цель - повышение надежности пластикатора и стабильность его производительности. Для этого коническая секция шнека выполнена в виде упругого элемента, установленного на резьбовой втулке с возможностью аксиального сжатия. Кроме того, регулирование первоначальной геометрии конической секции шнека и жесткости упругого элемента. 2 з.п.ф-лы, 5 ил.
жение любого положения из непрерывно- ,,- позволяет значительно повысить надежность пластикатора и стабильность его производительности.
Формула изобретения
го ряда, а не дискретного.
Регулировка производительности пластикатора путем регулировки жесткости упругого элемента 6 производится следующим образом. Перемещением гайки 19 и сухарей 20 относительно резьбовой втулки 7 достигается любое из непрерывного ряда значение первоначального сжатия дополнительного упругого элемента, например пружины 21, установленной между резьбовой втулкой 7 и нижним концом упругого элемента 6. Таким образом регулируют усилие сжатия упругого элемента 6 при повышении давления материала в - нижней части загрузочного бункера 2, Это является важным при переходе с переработки одной марки материала на другую, у которой плотность пластиката отличается от насыпной плотности больше или меньше, чем у предыдущей марки, а значит изменение давления в нижней части загрузочного бункера 2 влияло бы на степень сжатия упругого элемента 6 не так же, как у предыдущей марки и могло бы по-другому изменять производительность устройства запитки, нарушая саморегулирование производительности, приводя к переуплотнению материала, или работе
20
№ 1127776, отличающийся 25 тем, что, с целью повышения надежности работы пластикатора, стабильности его производительности, коническая секция шнека выполнена в виде упругого элемента с постоянной по всей 30 длине и сечению жесткостью, закрепленного верхним витком на резьбовой Втулке с возможностью равномерного сжатия в аксиальном направлении.
35
40
№ 1127776, отличающийся тем, что, с целью повышения надежности работы пластикатора, стабильности его производительности, коническая секция шнека выполнена в виде упругого элемента с постоянной по всей длине и сечению жесткостью, закрепленного верхним витком на резьбовой Втулке с возможностью равномерного сжатия в аксиальном направлении.
Б-6
ФиеМ
8
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1983 |
|
SU1127776A1 |
| Солесос | 1922 |
|
SU29A1 |
