1
(21)4439604/31-05
(22)10о06.88
(46) 30„07о90„ Бюл, 28
(71)Московский институт химического машиностроения
(72)К.А.Салазкин, А.И.Савченкова, В,В,Скачков и А.В0Зубков
(53)678.054(08808)
(56)Патент Великобритании
№ 1363322, кл В 29 F 1/04, опублик, 1974„
Авторское свидетельство СССР № 939222, кл„ В 29 В 11/08, 19800
(54)ШНЕКОВЫЙ ПЛАСТИКАТОР-ДОЗАТОР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
(57)Изобретение относится к шнеко- вым пластикаторам-дозаторам для переработки полимерных материалов0 Оно м.б„ использовано в химической промышленности для получения из полимеров изделий прессованиемо Цель изобретения - повышение надежности плас- тикаторао Для этого шнековый пласти-
катор-дозатор для полимерных материалов содержит материальный цилиндр с загрузочным бункером, шнек с приводом вращения, нож-заслонку и механизм выталкивания дозы При этом последний выполнен в виде винтовой пары: хвостовика шнека, выполненного полым, с введенным в него ведущим валом привода, соединенными посредством винтовой нарезкио Хвостовик выполнен в виде короткозамкнутого ротора и снабжен внешним источником вращающегося реверсируемого магнитного поля,а привод шнека выполнен реверсивным, При работе, TOKO регулировка скорости продольного перемещения одного элемента винтовой пары при вращении другого элемента осуществляется магнитным полем, т0е, бесконтактно, то не происходит износа вращающегося звена, что повышает надежность всего механизма выталкивания, 1 ил.
с о
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная линия для прессования изделий из реактопластов | 1990 |
|
SU1781064A1 |
| Пластикатор-дозатор для реактопластов | 1984 |
|
SU1171317A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1980 |
|
SU939222A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1537557A1 |
| Пластикатор-дозатор для термореактивных материалов | 1986 |
|
SU1371926A1 |
| Пластикатор-дозатор для термореактивных материалов | 1982 |
|
SU1002158A1 |
| Пластикатор-дозатор для полимерных материалов | 1976 |
|
SU636098A1 |
| Дозатор-пластикатор для термореактивных прессматериалов | 1977 |
|
SU686887A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1500495A1 |
| Пластикатор-дозатор для термореак-ТиВНыХ МАТЕРиАлОВ | 1979 |
|
SU844342A1 |
Изобретение относится к шнековым пластикаторам-дозаторам для переработки полимерных материалов.Оно может быть использовано в химической промышленности для получения из полимеров изделий прессованием. Цель изобретения - повышение надежности пластикатора. Для этого шнековый пластикатор-дозатор для полимерных материалов содержит материальный цилиндр с загрузочным бункером, шнек с приводом вращения, нож-заслонку и механизм выталкивания дозы. При этом последний выполнен в виде винтовой пары: хвостовика шнека, выполненного полым, с введенным в него ведущим валом привода, соединенными посредством винтовой нарезки. Хвостовик выполнен в виде короткозамкнутого ротора и снабжен внешним источником вращающегося реверсируемого магнитного поля, а привод шнека выполнен реверсивным. При работе, т.к. регулировка скорости продольного перемещения одного элемента винтовой пары при вращении другого элемента осуществляется магнитным полем, т.е. бесконтактно, то не происходит износа вращающегося звена, что повышает надежность всего механизма выталкивания. 1 ил.
Изобретение относится к области переработки пластических масс, а именно к области пластикации и точного дозирования полимерных материалов при их прессовании в изделия
Цель изобретения - повышение надежности пластикатора
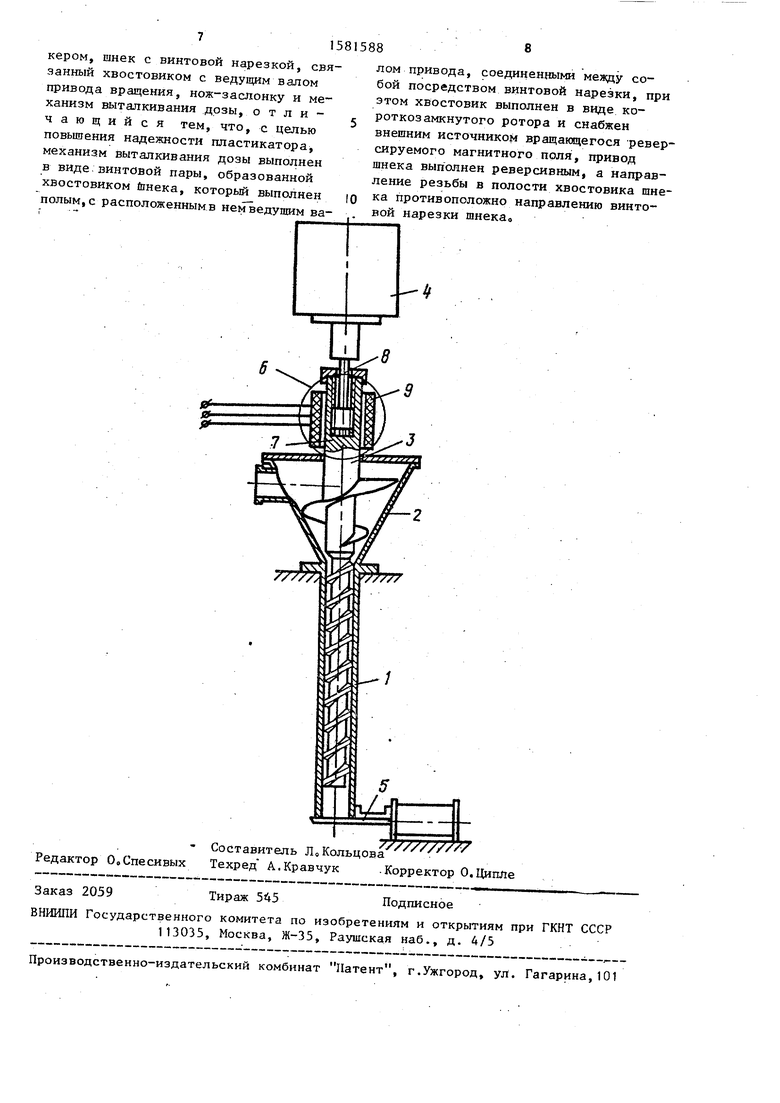
На чертеже показан общий вид пла- стикатора-дозатора.
Пластикатор-дозатор для полимерных материалов содержит материальный цилиндр 1 с загрузочным бункером 2, шнек 3 с реверсивным приводом
4 вращения, нож-заслонку 5, механизм 6 выталкивания дозы, хвостовик 7 шнека 3 в виде короткозамкнутого ротора, ведущий вал 8 привода 4, внешний источник 9 вращающегося реверсируемого магнитного поля. Хвостовик 7 шнека 3 имеет полость - осевой канал с ходовой трапецеидальной резьбой. Если резьба в канале хвостовика 7 шнека 3 правая, то рабочая нарезка шне- ка 3 для захвата материала из бункера 2 должна иметь левое направление и наоборот В этот канал по резьбе введен ведущий вал 8 привода 4„ Хвостовик 7 шнека 3 и ведущий вал 8 привода 4 образует винтовую пару механизма 6 выталкивания дозы Хвостовик 7 шнека 3 охвачен с зазором внешним источником 9 вращающегося реверсируемого магнитного поля
Пластикатор-дозатор работает следующим обр азомо
В крайнем верхнем положении шнек
3вращается вместе с ведущим валом 8 привода 4 „ Происходит пластикация материала и его накопление перед шнеком 3 в дозирующем объеме0 После накопления определенной дозы материала нож-заслонка 5 открывает материальный цилиндр 1, а ведущему валу 8 привода
4сообщается противоположное вращательное движение. Так как ведущий вал 8 привода 4 не имеет возможности осевого перемещения, то, вывинчиваясь по резьбе, шнек 3 будет перемещаться поступательно в крайнее нижнее положение, выталкивая из материального цилиндра 1 накопленный пластициро- ванный материала Шнек 3 имеет хвостовик 7, выполненный в виде короткозамк- нутого роторао Вращающееся магнитное поле внешнего источника 9 взаимодействует с короткозамкнутым ротором, влияя на его вращение, т„е. на скорости вращения шнека 3 относительно ведущего вала 8 привода 4 При работе шнека 3 в режиме нагнетания магнитное поле внешнего источника 9 отключено Когда для выталкивания дозы привод 4 вращения реверсируется, вращающееся магнитное поле внешнего источника 9 включается встречно направ- 40 ПРИ нагнетании дозы. Торцовые части
лению вращения ведущего вала 8 привода 4.
Регулировкой частоты вращения магнитного поля можно добиться торможения вращательного движения шнека 3, при этом шнек 3 будет перемещаться поступательно и выталкивать дозу0 При увеличении частоты вращения магнитного поля шнек 3 пройдет во вращение относительно ведущего вала 8 привода 4, благодаря чему увеличится линейная скорость его поступательного перемещения, т0е0 уменьшится время вы- галкивания дозы шнеком 3 из материального цилиндра 1. Нож-заслонка 5 этрезает дозу и закрывает выходное этверстие материального цилиндра 1. Затем производится реверс привода 4 фащения и магнитного поля внешнего
источника 9, что приводит к ускоренному поступательному перемещению шнека 3 из крайнего нижнего положения в край- нее верхнее положение, после чего цикл повторяетсяо
В предложенном пластикаторе-доза- торе для полимерных материалов резьбовое соединение двух элементов обе0 спечивает вращательное и поступательное движение рабочего органа-шнека 3 от одного вращающегося элемента - ведущий вал 8 привода 4, причем привод 4 этого элемента должен обеспе5 чивать реверс.
В крайнем верхнем и нижнем положении шнек 3 и ведущий вал 8 привода 4 будут совместно вращаться,, При реверсировании привода 4 ведущий вал 8
0 начнет вращаться в противоположном направлении, шнек 3 при этом будет вывинчиваться и выталкивать дозу ма- териалао
В шнековом пластикаторе-дозаторе
5 при загрузке материала из бункера 2 в материальный цилиндр 1 и нагнетании его в дозирующую камеру на хвостовике 7 шнека 3 создается большой крутящий момент, который заклинивает тор0 цовые части ведущего вала 8 привода 4 и полости хвостовика 7 шнека 3, Т0е от большого крутящего момента при нагнетании дозы, в момент, когда шнек 3 в верхнем положении, создается натяг
5 между торцовыми частями элементов винтовой пары с. Для выталкивания дозы реверсивный привод обеспечивает вращение ведущего вала 8 привода 4 противоположное тому, которое он имел
5
0
5
элементов винтовой пары должны при этом свободно разомкнуться, создавшийся же натяг препятствует этому, I
Полимерный материал, который находится в зазоре между шнеком 3 и материальным цилиндром I, обеспечивает некоторое торможение шнека 3 от его пррворачивания совместно с ведущим валом 8 привода 4 без поступательного движения -при реверсировании, т0е, при выталкивании дозы„ Но это трение трудно оценить количественно, так как оно зависит от заполняемости канала шнека 3 материалом,, В случае же дозирования термореактивного полимерного материала при полной заполняемости канала шнека 3 возникающее значительное трение будет способствовать за5. 1
в материальном циклиниванию шнека 3
линдре 1, т.е. будет препятствовать
свинчиванию шнека 3 по резьбе.
Если хвостовик 7 шнека 3 выполнен в виде короткозамкнутого ротора, а вокруг него с зазором установлен источник 9 вращающегося магнитного поля то вращающееся магнитное поле этого источника 9 будет взаимодействовать с короткозамкнутым ротором, что представляет собой хвостовик 7 шнека 3, и влиять на скорость его вращения„ При совпадении направлений вращения
шнека 3 и магнитного поля дополнитель- 5 тому признак наличия источника 9 враный крутящий момент, созданный им, будет способствовать свинчиванию шнека 3 с ведущего вала 8 привода 4 в случае больших усилий, возникающих между материальным цилиндром 1 и шнеком 3, т0е в случае заклинивания шнека 3 в материальном цилиндре„ Направление вращения ведущего вала 8 привода 4 и магнитного поля при этом противоположно. Если режим работы пласти- катора-дозатора мягкий, когда материал легко дозируется, не заклинивает шнек 3 в материальном цилиндре 1, регулировкой частот вращения магнитного поля можно добиться большей скорости свинчивания шнека 3 с резьбы ведущего вала 8 привода 4, благодаря чему увеличится линейная скорость его поступательного перемещения, т0е, уменьшится время выталкивания дозы из материального цилиндра 1
В момент переключения пластикато- ра-дозатора с режима нагнетания дозы на режим выталкивания, , при реверсировании привода, магнитное поле включается встречно направлению вращения ведущего вала 8 привода 4„ Крутящий момент, создающийся при этом на хвостовике 7 шнека 3, будет способствовать снятию натяга между торцовыми частями элементов винтовой пары о
I
При поднятии шнека 3 в верхнее положение привод 4 реверсируется, производится реверс магнитного поля Хвостовик 7 шнека 3, навинчиваясь на резьбу ведущего вала 8 привода 4, поднимает шнек 3 в крайнее верхнее положение Регулировкой частоты вращения магнитного поля так же, как и в случае режима выталкивания дозы, можно добиться ускорения поднятия шнека 3 в верхнее положение
25
30
щающегося реверсируемого магнитного поля во взаимосвязи с винтовой парой механизма выталкивания является сущест венным и необходимым для достижения це- 20 ли.Наличие механизма выталкивания дозы, состоящего из винтовой пары, с одним из элементов которой взаимодействует магнитное поле внешнего источника 9 вращающегося магнитного поля, приводит к сокращению габаритов и материалоемкости пластикатора-дозатора, возвратно-поступательное и вращательное движение шнека 3 обеспечивается от одного стандартного мотор-редуктора.
Таким образом, электромеханический механизм выталкивания дозы в предложенном пластикаторе имеет меньшее число элементов, что приведет к более надежной работе пластикатора-дозатора и системы в целом Пластикатор облегчает согласование по производительности работу пластикатора-дозатора ct работой пресса. Он более компактен и не требует дополнительных производственных площадей. Следовательно, достигается повышение надежности работы пластикатора-дозатора и системы в целом: пластикатор - механизм выталкивания - пресс за счет уменьшения числа элементов в системе; сокращение габаритов и материалоемкости пластикатора-дозатора за счет исключения гидравлической системы выталкивания (гидроцилиндров, насоса, электродвигателя, бака с рабочей жидкостью, трубопроводов, гидроаппаратуры);воз- вратно-поступательное и вращательное движение шнека от одного стандартного реверсивного мотор-редуктора Формула изобретения
Шнековый пластикатор-дозатор для полимерных материалов, содержащий материальный циьиндр с загрузочным бун35
40
45
50
55
Таким образом, магнитное поле обеспечивает работу винтовой пары применительно к различным режимам работы шнека 3 и различным типам материала. Так как регулировка скорости продольного перемещения одного элемента винтовой пары при вращении другого осуществляется магнитным полем, т„е„ бесконтактно, то это приводит к йако- му-либо износу вращающегося звена и тормозящего элемента, что в итоге повышает надежность действия всего механизма выталкивания„ Именно поэ5
0
щающегося реверсируемого магнитного поля во взаимосвязи с винтовой парой механизма выталкивания является сущест венным и необходимым для достижения це- 0 ли.Наличие механизма выталкивания дозы, состоящего из винтовой пары, с одним из элементов которой взаимодействует магнитное поле внешнего источника 9 вращающегося магнитного поля, приводит к сокращению габаритов и материалоемкости пластикатора-дозатора, возвратно-поступательное и вращательное движение шнека 3 обеспечивается от одного стандартного мотор-редуктора.
Таким образом, электромеханический механизм выталкивания дозы в предложенном пластикаторе имеет меньшее число элементов, что приведет к более надежной работе пластикатора-дозатора и системы в целом Пластикатор облегчает согласование по производительности работу пластикатора-дозатора ct работой пресса. Он более компактен и не требует дополнительных производственных площадей. Следовательно, достигается повышение надежности работы пластикатора-дозатора и системы в целом: пластикатор - механизм выталкивания - пресс за счет уменьшения числа элементов в системе; сокращение габаритов и материалоемкости пластикатора-дозатора за счет исключения гидравлической системы выталкивания (гидроцилиндров, насоса, электродвигателя, бака с рабочей жидкостью, трубопроводов, гидроаппаратуры);воз- вратно-поступательное и вращательное движение шнека от одного стандартного реверсивного мотор-редуктора Формула изобретения
Шнековый пластикатор-дозатор для полимерных материалов, содержащий материальный циьиндр с загрузочным бун5
0
5
0
5
Составитель Л0Кольцова
Редактор 0,Спесивых Техред А.Кравчук
Заказ 2059Тираж 545Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Корректор О.Ципле
