Изобретение относится к технике получения теплоизоляционных изделий из интенсивно вспенивающихся и от- верждающихся материалов, обладающих высокой адгезионной способностью, и может найти применение в строительстве, химической промышленности, судостроении и других отраслях народного хозяйства.
Целью изобретения является получение плит различной длины.
На фиг.1 представлена блок-схема устройства для изготовления плит из вспененных материалов в момент формирования изделия в первом цикле; на фиг.2 - форма с механизмами перемещения передней и задней стенок, вид CBepxyj на фиг.З и 4 - форма в момент выталкивания изделия из формы в первом и втором циклах.
ка 19 управления подключен к ну 16 перемещения штока 15, Один из входов элемента И соединен с переклю чателем 18 и входом счетчика 22 цикШ
5 лов, а второй - с выходом блока 23 сравнения, входы которого подключены к задатчику 24 и счетчику 22 циклов. Выход триггера 12 подключен к управляющим входам клапанов 25 смесительной камеры, установленных на линиях подачи исходных компонентов. Смесительная камера 26 подключена к заливочному окну 2 формы 1 через клапан 27, управляемый вход которого кинематически связан с механизмом 7 перемещения задней стенки 6. На выходе-, формы 1 установлен конвейер 28 для транспортировки готовых изделий.
20
J5
Устройство работает следующим образом.
Устройство для изготовления плит В исходном положении передние и из вспененных материалов содержит фор- задние стенки 3 и 6 открыты, толка- му 1, снабженную заливочным окном 2, тель 14 полностью выдвинут вперед. С подвижной передней стенкой 3, связан- 25 помощью задатчика 24 циклов устанав- ной с механизмом 4 перемещения, подключенному к блоку 5 управления, и подвижной задней стенкой 6, связанной с механизмом 7 перемещения, подливается необходимое количество циклов, которое определяет длину готового изделия. С пульта управления пода ется сигнал Пуск, поступающий в
ключенного к блоку 8 управления,верх- 30 блок 19 управления механизмом 16 пэ нкяо и нижнюю неприводные бесконечные ленты 9, охватывающие соответственно верхнюю и нижнюю стенки формы 1 и смонтированные на барабанах 10, снабженных механизмами одностороннего вра-з5 При этом передняя стенка 3 закрываетремещения штока 15 в блок 5 управления механизмом 4 перемещения передней стенки 3 и на ;3-вход RS-триггера 12., устанавливая его в положение I.
щения, обеспечивающими движение плит только в направлении вывода изделия из форумы. Средства управления включают соединенные с одним входом блока 8
реле 11 времени, RS-триггер 12, конеч-40 те чего под давлением подаются исходные компоненты. Количество заливаемых исходных компонентов пропорционально времени возврата толкателя 14. В крайнем положении срабатывает конечный
ньш выключатель 13 заднего положения толкателя 14, установленного на штоке 15, который снабжен механизмом 16 перемещения и упором 17, взаимодействующим при определенном положении-штока 45 выключатель 13 заднего положения. Сиг- 14 с путевым выключателем 18 одностороннего действия, и одним из входов блока 19 управления механизмом 6 перемещения.
Второй вход блока 8 соединен с вы-50 ся, задняя стенка 6 закрывается, а ходом реле 11 времени, с выходом бло- клапан 27 открывается. В форму 1 ченал с него поступает на реле 1I в блоки 19 и 8 управления, на R-вход триггера 12, устанавливая его в положение О, и толкатель 14 останавливаетка 5 управления и с вторым входом блока 19 управления механизмом 16, третий вход которого подключен к конечному выключателю 20 переднего положения толкателя 14, четвертый - к одному из S-входов триггера 12, пя- тьй -,к второму В-рходу триггера 12 и. к выходу элемента И 21, а выход бло3216062
ка 19 управления подключен к ну 16 перемещения штока 15, Один из входов элемента И соединен с переключателем 18 и входом счетчика 22 цик
лов, а второй - с выходом блока 23 сравнения, входы которого подключены к задатчику 24 и счетчику 22 циклов. Выход триггера 12 подключен к управляющим входам клапанов 25 смесительной камеры, установленных на линиях подачи исходных компонентов. Смесительная камера 26 подключена к заливочному окну 2 формы 1 через клапан 27, управляемый вход которого кинематически связан с механизмом 7 перемещения задней стенки 6. На выходе-, формы 1 установлен конвейер 28 для транспортировки готовых изделий.
В исходном положении передние и задние стенки 3 и 6 открыты, толка- тель 14 полностью выдвинут вперед. С помощью задатчика 24 циклов устанав-
ливается необходимое количество циклов, которое определяет длину готового изделия. С пульта управления подается сигнал Пуск, поступающий в
блок 19 управления механизмом 16 пэ При этом передняя стенка 3 закрываетремещения штока 15 в блок 5 управления механизмом 4 перемещения передней стенки 3 и на ;3-вход RS-триггера 12., устанавливая его в положение I.
ся, толкатель 14 движется назад, а кпапаны 25, стоящие на линиях подачи исходных компонентов, открьшаются в смесительную камеру 26, в результавыключатель 13 заднего положения. Сиг-
нал с него поступает на реле 1I в блоки 19 и 8 управления, на R-вход триггера 12, устанавливая его в положение О, и толкатель 14 останавливаетрез заливочное окно 2 подают из смесительной камеры 26 перемешанные компоненты. После выдержки времени на вспенивание и поликонденсацию реле I1 времени выдает сигнал, поступающий в блоки 5, 8 и 19 управления. При этом передняя 3 и задняя 6 стенки открываются, толкатель 14 движется вперед.
выталкивая готовую часть изделия из формы 1. Как только упор 17, установленный на штоке 15, входит во взаимодействие с путевым выключателем 18
одностороннего действия, сигнал с не- с ров. При этом обеспечивается однород- го поступает на вход счетчика 22 и кость массы изделия, так как коли- элемента И 21, на второй вход которой подан разрешающий сигнал с блока
23 сравнения. Сигнал с выхода элеменроиство позволяет при одной и той же Лопмуюшей части быстро переходить от выпуска одного типоразмера плит к другочество заливаемых смесей в форму автоматически регулируется И зависит от времени возврата толкателя в крайнее та И 21 поступает в блок 19 и на S- 1Q заднее положение.
вход триггера 12, устанавливая его в Таким образом, предлагаемое уст- положение 1. Начинается второй цикл. Клапаны 25 открываются и вновь осуществляется подача в смесительную камеру 26 исходных компонентов, а тол- }5,му.Это обеспечивает значительную эконо катель 14 начинает двигаться назад, мию времени при переналадке устройства.
Формула изобретения Устройство для изготовления плит из вспененных материалов, содержащее ны на барабанах. 10, снабженных обгон-20 форму с заливочным окном, подвижными ными муфтами одностороннего вращения. передней и задней стенками и механиз- Количество заливаемых исходных компо- мами их перемещения, толкатель со нентов в смесительную камеру 26 во штоком и механизмом перемещения што- втором цикле будет меньше, так как ка, конечные выключатели переднего и меньше время возврата толкателя 14 в 25 заднего положения толкателя, смеси- крайнее положение. После срабатывания тельную камеру, входы которой через конечного выключателя 13, триггер 2
очищая от адгезионного слоя бесконечные ленты 9, находящиеся в неподвижном состоянии, так как они установлеуправляемые клапаны связаны с линиями подачи исходных компонентов, средства управления механизмами перемеще- через клапаны 25 в смесительную ка- 30 ния с конечными выключателями перед- меру 26, задняя стенка 6 закрывается, него и заднего положения толкателя и а клапан 26 открывается и смешанные реле времени, отличающееся
тем, что, с целью получения плит различной длины, оно снабжено блоком 6, а с другой - частью плиты, находя- 35 сравнения,задатчиком, счетчиком циклов щейся в форме. После вспенивания и формования изделия,путевым выключателем
одностороннего действия,RS-триггером элементами И, и упором, установленным на штоке толкателя с возможностью 40 периодического взаимодействия с путевым выключателем, пpичe i выходы за- датчика и счетчика циклов формования изделия соединены с выходами блока, сравнения, выход путевого выключатели произойдет равенство значений задат- 45 одностороннего действия подключен к чика 24 и счетчика 22 циклов. В этом входу счетчика циклов и к одному из случае с блока 23 сравнения поступает входов элемента И, второй вход кото- на элемент И 21 сигнал, который за- рого соединен с выходом блока сравнеперебрасывается в положение О, запрещая подачу исходных компонентов
компоненты поступают в форму 1, зак-. рытую с одной стороны задней стенкой
поликонденсации новая часть изделия ввиду высокой адгезионной способности материала прилипает к предыдущей . части, образуя единое целое. Сигнал с реле 11 времени вновь поступает на входы блоков 5, 8 и 19. Начинается следующий цикл формования плиты. Так происходит до тех пор, пока не
прещает прохождение сигнала с путевого переключателя 18 в блок 19 и 50 триггер 12. Толкатель 14 движется вперед, выводя го товое изделие из формы 1, срабатьшает конечный выклю- .чатель 20, толкатель 14 останавливается, а готовое изделие с помощью тран-55 RS-триггера подключен к входам управ- спортера 28 поступает на склад го- ляемых клапанов, устпновленных на товой продукции.линиях подачи исходных компонентов.
ния, а выход элемента И - с входом средств управления механизмом перемещения штока толкателя и с S-входом RS-триггера, R-вход которого соединен с выходом конечного выключателя заднего положения толкателя, а выход
3216064
Изменяя положение упора 17- на штоке 14, задавая различное количество рабочих циклов, можно получать на од- йой форме плиты различных типоразмероиство позволяет при одной и той же Лопмуюшей части быстро переходить от выпуска одного типоразмера плит к друго Таким образом, предлагаемое уст- му.Это обеспечивает значительную эконо мию времени при переналадке устройства.
RS-триггера подключен к входам управ- ляемых клапанов, устпновленных на линиях подачи исходных компонентов.
ния, а выход элемента И - с входом средств управления механизмом перемещения штока толкателя и с S-входом RS-триггера, R-вход которого соединен с выходом конечного выключателя заднего положения толкателя, а выход
ш
Фиг. г
CI3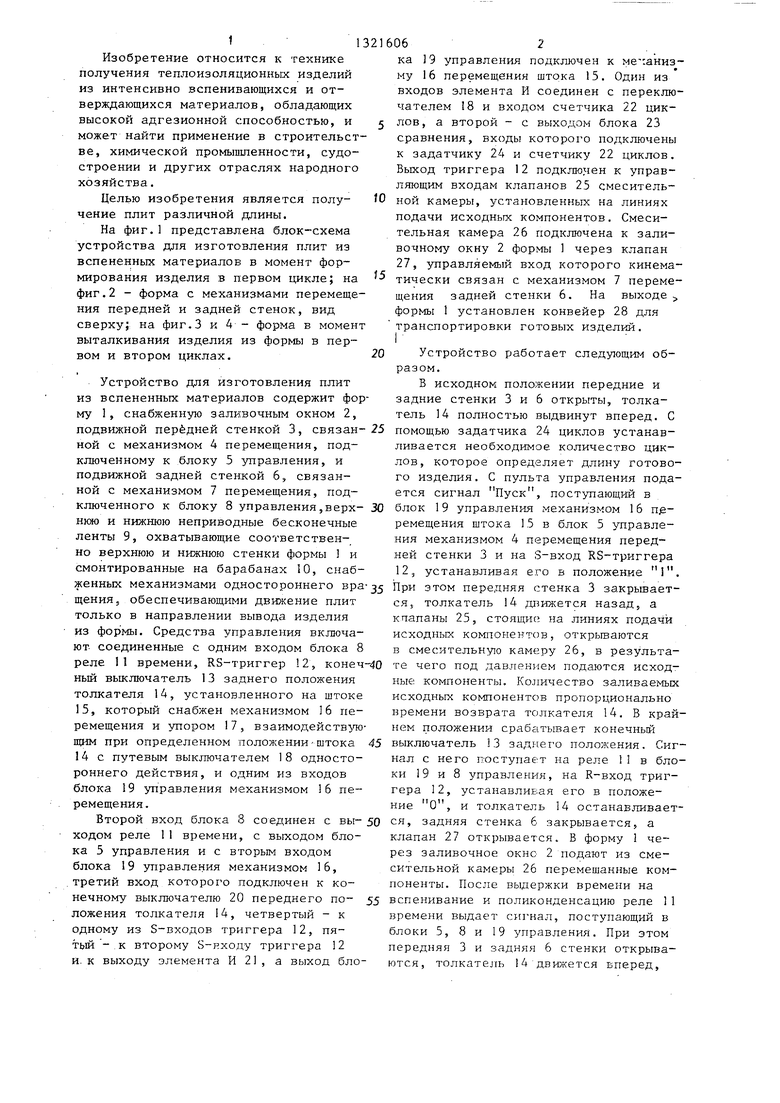

| название | год | авторы | номер документа |
|---|---|---|---|
| Резервированное устройство для управления перемещением объекта | 1982 |
|
SU1067468A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1015219A1 |
| Устройство для управления загрузкой печи для нагрева заготовок | 1979 |
|
SU872925A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
| Система программного управления | 1980 |
|
SU875342A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1985 |
|
SU1279838A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1019201A1 |
| Устройство для измерения геометрических параметров изделий сложной формы | 1988 |
|
SU1562682A1 |
| УСТАНОВКА ДЛЯ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЕЙ | 1969 |
|
SU238197A1 |

Изобретение относится к оборудованию для формования плит из вспенивающихся материалов различной длины. Устройство содержит форму 1 с подвижными передней 3 и задней 6 стенками с механизмами 4 и 7 их перемещения,толкатель 14 изделия, установленньй на штоке 15 механизма его перемещения 16, смесительную камеру 26 и средства управления, включающие счетчик циклов 22 формования изделия, блок 23 сравнения, путевой выключатель 18 одностороннего действия, упор, установленный на штоке 15, RS-триггер 12 и элементы И. При пуске устройства смесь поступает в форму и после вспенивания выталкивается на транспортер 28. Лри выпуске изделия большей длины поступает сигнал на последовательное проведение нескольких циклов со счетчика циклов 22 и происходит формирование плиты заданной длины. 4 ил. с (Л с: со 05 о О) Йя.Г
ЗС
фиг.5
Редактор Г.Волкова
Составитель М.Осипова
Техред И,Попович Корректор Г. Решетник
Заказ 2710/12 Тираж 564Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
фиг.
| Автомат для изготовления изделий из фенопенопласта | 1977 |
|
SU666094A1 |
| Солесос | 1922 |
|
SU29A1 |
