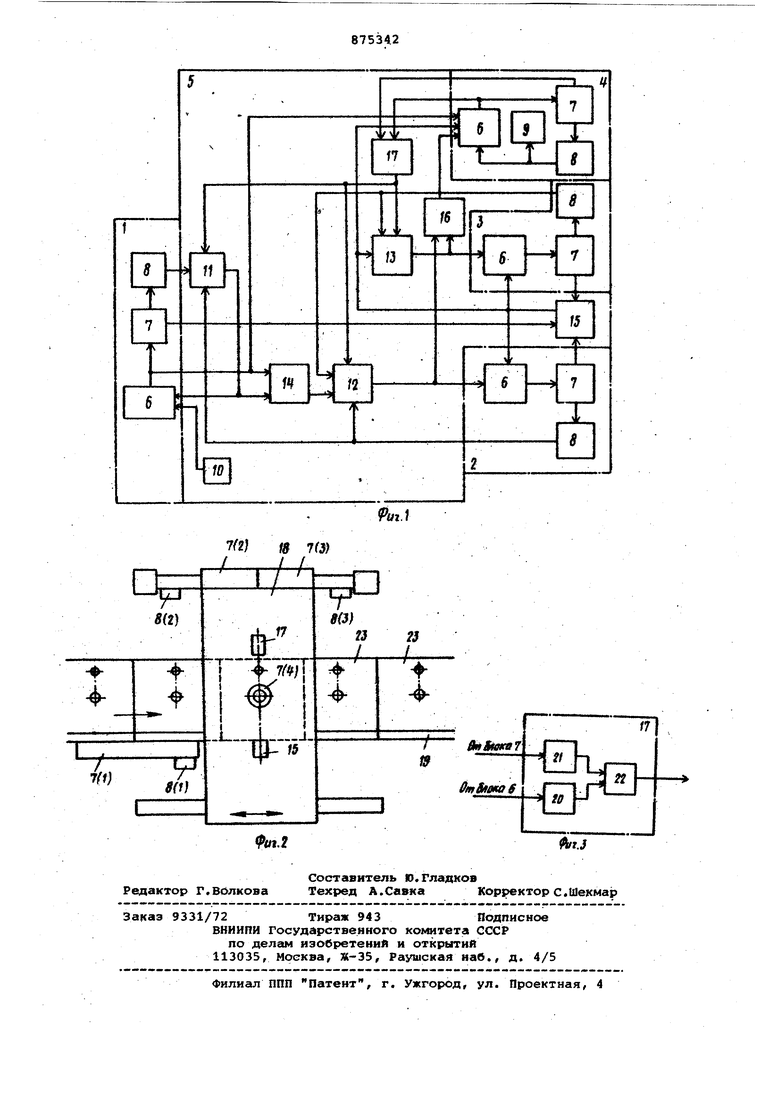
Изобретение относится к системе програьмного управления технологичес кими процессами и может быть использ вано при управлении приводами заливочных машин литейного производства а также в других отраслях литейного производства и машиностроения. Известны системы программного управления, содержащие приводы регулирую&шх органов и блок программного управления, управляющий привЬдамк ; регулирующих органов по заданной прогрги«1ме, причем блок программного управления может быть выполнен как на цифровых элементах типа счетчиков и регистров, так и на логических элементах типа триггеров и элементов И, ИЛИ, совпадения 11 и 123 Наиболее близкой по технической сущности к предлагаемой является си тема, содержащая первый, второй, тре тий и четвертый приводы, генератор импульсов, выход которого соединен с первьаи управляющим входом первого привода, элемент И, элемент ИЛИ, элемент совпадения, первый триггер и датчик окончания цикла работы р. Недостатком известной системы является ее ниэкое быстродействие. Цель изобретения - повышение быстродействия системы. Поставленная цель достигается тем, что в системе установлены второй и третий триггеры, причем вход запуска первого триггера соединен.с первшл выходом первого привода, первый вход сброса - с выходом датчика окончания циклд работы и.первыми входами сброса второго и третьего триггеров, второй вход сброса с первым выходом второго привода и вторым входом сброса второго Триггера, а выход - со вторым управляющим входом первого привода и первым входом элемента И, вторым входом подключенного ко второму выходу первого привода и к первому информационному входу четвертого привода, а выходом - к первому входу запуска второго триггера, второй вход запуска которого соединен с первым выходом третьего привода и вторым входом сброса третьего триггера, а выходом - с информационным входе второго привода и первым входом элемента ИЛИ, вторым входом подключенного к информационному входу Треть его привода и выходу третьего триггера, а выходом - ко второму информационному входу четвертого привода. управляющий вход которого соединен с входом запуска третьего триггера, управляющими входами второго и треть его приводов и выходом элемента совп дения, входы-которого 5оединены соот ветственно с третьим выходом первого привода и вторыми выходайи второго и третьего приводов, а первый и второй вход датчика окончания цикла работы подключены соответственно, к первому и второму выходам четвертого привода. На фиг. 1 представлена блок-схем предлагаемой системы; на фиг.2 конструктивная установка функционал ных блоков системы на заливочной ма шине; на фиг. 3 - блок-схем91 датчика окончания цикла работы. Система программного управления содержит первый, второй, третий и четвертый природы 1,2,3 и 4 блок 5 . программного управления, блок 6 управления исполнительным механизмом, исполнительный механизм 7, кон вой выключатель 8, индикатор 9, ге нератор 10 импульсов, первый, второ и трютий триггеры 11, 12 и 13, элемент И 14, элемент 15 совпадения, элемент ИЛИ 16,датчик 17.окончания цикла работы, заливочная машина 18, конвейер 19, элемент 20 временной задержки, датчик 21 контроля заполнения форкш, элемент ИЛИ 22, формы Система работает следующим образом. Импульс, задашмий начало цикла р боты системы, поступает с выхода ге нератора 10 импульсов, на первый вх первого привода 1. Первый привод 1 конвейера 19 включается в работу и перемещает конвейер 19 с формами 23 на один шаг до срабатывания концевого выключателя 8 первого привода 1. При этом сигна ш на выходах датчика 17 окончания цикла работы и элемента 15 совпадения станут рав ньаии НУ.ПЮ, как только ко,нвейер 19 сдвинет с места форму 23 заливочной машиной 18. Элемент 15 совпадения контролирует взаимное положение осе исполнительных механизмов приводов 1,2 ИЗ. В качестве элемента 15 совпадения может быть использован путевой конечный выключатель, который устанавливается на заливочной машине 18 а его органы переключения на форме против чаши заливочной машины. В процессе движения конвейера 19 с 23 на шаг перемещения воз ны три случая: а) в конце хода конвейера 19 оси формы 23 и заливочной машины 18 совпали; б) в конце хода конвейера 19 оси формы 23 заливочно машины 18 не дошли до совпадения} в) оси формы 23 заливочной машины совпали до окончания хода конвейера 19 и разошлись. В первом случае по сигналу концевого выключателя 8 привода 1 перебрасывается первый триггер 11, который через элемент И 14 перебрасывает второй триггер 12. При этом отключается блок б управления исполнительным механизмом привода 1 и исполнительный механизм 7 привода 1 конвейера 19 возвращается в исходное положение. Выходной сигнал элемента 15 совпадения перебрасывает третий триггер 13 и воздействует на управляющие входы блоков б управления исполнительным механизмом приводов 2 и 3, запрещая включение исполнительных механизмов 7 приводов 2 и 3. Сумма выходных сигналов блока б управления исполнительным механизмом привода 1, элемента ,15 совпадения и элемента ИЛИ 16 так воздействует на блок б управл(гния исполнительным механизмом привода 4, что он формирует сигнал на включение исполнительного механизма 7 привода 4, заливки форки 23 и элемента 20 временной задержки в датчике 15 окончания цикла работы. Как только форма 23 будет залита и жидкий металл появится из выпора форм 23 включится датчик 21 контроля заполнения формы в датчике 17 окончания цикла работы 17, который своим выходным сигналом через элемент ИЛИ 22 переведет триггеры 11, 12 и 13 в исходное состояние. При этом отключится привод 4 Зёшивки формы 23 и снимется запрет на включение первого привода 1 для следующего движения конвейера 19 на шаг перемещения. В случае, если на заливку формы 23 не хватило жидкого металла или он был холодным и из выпора формы 23 не вытек, через время выаержки ( элемент 20 временной згщержки сформирует сигнал, который аналогично сигналу датчика контроля заполнения формы 21 прекратит этот цикл работы системы. Во втором случае в конце хода конвейера 19 по сигналу с элемента И 14 перебрасывается второй триггер 12 и через блок б управления исполнительным механизмом привода 2 включит исполнительный механизм 7 привода 2 на движение заливочной машины 18 навстречу конвейеру 19 с формами 23 до включения элемента 15 совпадения. По сигналу с элемента 15 совпадения через блок б управления исполнительным механизмом привода 2 отключается исполнительный механизм 7 привода 2, перебрасывает третий триггер 13 и как и в предыдущем случае через блок б управления исполнительным механизмом привода 4 включит исполнительный Механизм 7 привода 4 заливки формы 23. Далее цикл повторяется. В третьем случае при ходе конвейера 19 с формами 23 вперед первым срабатывает элемент 15 совпадения и перебрасывает третий триггер 13. При дальнейшем ходе конвёйера 19 вперед и отключении элемента 15 совпадения исчезает эапрещакщий сигнал с управляющего входа блока 6 управлени исполнительным механизмом привода 3 включается исполнительный механизм 7 привода 3 и заливочная машина 18 передвинется вслед за конвейером 19 до его остановки и повторного включения элемента 15 совпадения. В конце хода конвейера 19 перебросится второ триггер 12 и через блок 6 управления исполни тельным механизмом привода 4 включится исполнительный механизм 7 привода 4 заливки формы 23. Далее цикл повторяется. Если заливочная машина 18 передви нется за конвейером 19 в крайнее пра вое положение (фиг. 2)и элемент 15 совпадения не включается, то по сигналу с включившегося концевого выклю чателя 8 привода 3 третий триггер 13 вернется в исходное состояние и перебросится второй триггер 12. Блок 6 управления исполнительным механизмом привода 2 включает исполнительный механизм 7 привода 2 и залив очная машина 1 передвинется навстречу конвейеру 19с формами 23 до включения элемента 15 совпадения после остановки конвейера 19. Если заливочная машина 18 передвинется в другое крайнее положение и элемент 15 совпадения не включится, то по сигналу включившегося ,концевого выключателя 8 привода 2 первый и второй триггеры 11 и 12 пе ребросятся в исходное состояние и заливки формы 23 в этом цикле не будет. При. рассмотрении работы системы следует учитывать, что ролный ход заливочной машины 18 прев лшает расстояние между осями соседних форм 23. При полном наклоне ковша заливочной машины 18 включается концевой .выключатель В привода 4 и его сигнал через управляющий вход блока б управ ления исполнительным механизмом привода 4 отключает исполнителышй механизм 7 привода 4. При этом прерывается цикл заливки фо|;жы 23/ а на индикаторе 9 появится предупреждающий сигнал Нет металла. Указанные отличительные особеннос ти системы увеличивают быстродействие поиска точки совпадения осей фор мы и заливочной машины при изменяющихся условиях взаимодействия заливочной машины и конвейера с формами с последукш1ей заливкой форьш металлом, повышают производительность заливочной машины на 10-20% и облегчают, труд оператора. Формула изобретения Система программного управления, содержащая первый, второй, третий и четвертый приводы, генератор импульсов, выход которого соединен с первым управляющим входом первого привода, элелюнт И, элемент ИЛИ, элемент совпадения, первый триггер и датчик окончания цикла работы, отличающаяся тем, что, с целью увеличения быстродействия системы, в ней установлены второй и третий триггеры, причем вход запуска первого триггера соединен с первым выходом первого привода, первый вход сброса с выходом датчика окончания цикла работы и первыми входами сброса второго и третьего триггеров, второй вход сброса - с первым выходом второго привода и вторым входом сброса второго триггера, а выход - со вторым управляющим входом первого привода и первым входом элемента И, вторым входом подключенного ко второму выходу первого привода и к первому инфо{жациоиному входу четвертого привода, а ВЕдОсодом - к первому входу запуска второго триггера, второй вход запуска которого соединен с первым выходом третьего привода и вторым входом сброса третьего триггера, а выходом - с информационньм входом второго привода и первым входом элемента ИЛИ, вторым входом подключенного к информационному входу третьего привода и выходу третьего триггера, а выходом - ко второму информационному входу четвертого привода, управлякяций вход которого соединен с входом запуска третьего трнГ7 гера, управляющими входами второго и третьего приводов и выходом элемента совпадения, входы которого соединены соответственно с третьим выходом первого привода и вторь ми выхоами второго и третьего приводов, а первый и второй входы датчика окончания цикла работы подключены соответственно к первому и второму выходам четвертого привода. .Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 532080, кл. S 05 В 11/01, 1974. 2.Авторское свидетельство СССР 346356, кл. С 21 D 9/00, 1970. 3.Авторское свидетельство СССР № 524165, кл. с; 05 В 21/02, 1976 (прототип).
7(2J 18 7(3) I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования литейныхфОРМ | 1979 |
|
SU829336A1 |
| Устройство для программного управления формовочной линией | 1987 |
|
SU1564591A1 |
| Устройство для управления формовочной машиной | 1987 |
|
SU1405945A1 |
| Устройство программного управления шагающим конвейером | 1984 |
|
SU1177237A1 |
| Многоканальное устройство для программного управления | 1988 |
|
SU1580321A1 |
| Система управления гидравлическим прессом | 1983 |
|
SU1108020A1 |
| Система автоматического управления роторным конвейером | 1986 |
|
SU1361506A1 |
| Установка для изготовления,сборки и перемещения безопочных форм,собранных в непрерывную горизонтальную стопку | 1984 |
|
SU1183284A1 |
| Устройство для автоматического управления водоотливной установкой | 1989 |
|
SU1656499A1 |
| Устройство управления шагающим конвейером | 1985 |
|
SU1331753A1 |