в условиях мелкосерийного производства автоматические линии гальванопокрытий, работающие по жесткой циклограмме, с производительностью, присущей крупносерийному производству. Устройство содержит формирователи команд , блок 2 задания программ, блок 3 переключения команд, элемент И А, блок 5 горизонтального перемещения, блок 6 вертикального перемещения. Устройство обеспечивает последовательно выполняемые загрузку и обработку деталей на предварительном участке, последовательную загруз1
Изобретение относится к комплексной автоматизации призводственных процессов и может быть использовано в машиностроении, в частности к про- мышленности, применяющей обработку деталей на гальванических линиях АЛГ-128, АЛГ-201, АЛГ-217П, АЛГ-292, АЛГ-365, АЛГ-379, АЛГ-383 и т.п.
Цель изобретения - повышение производительности обработки на гальва- нической линии.
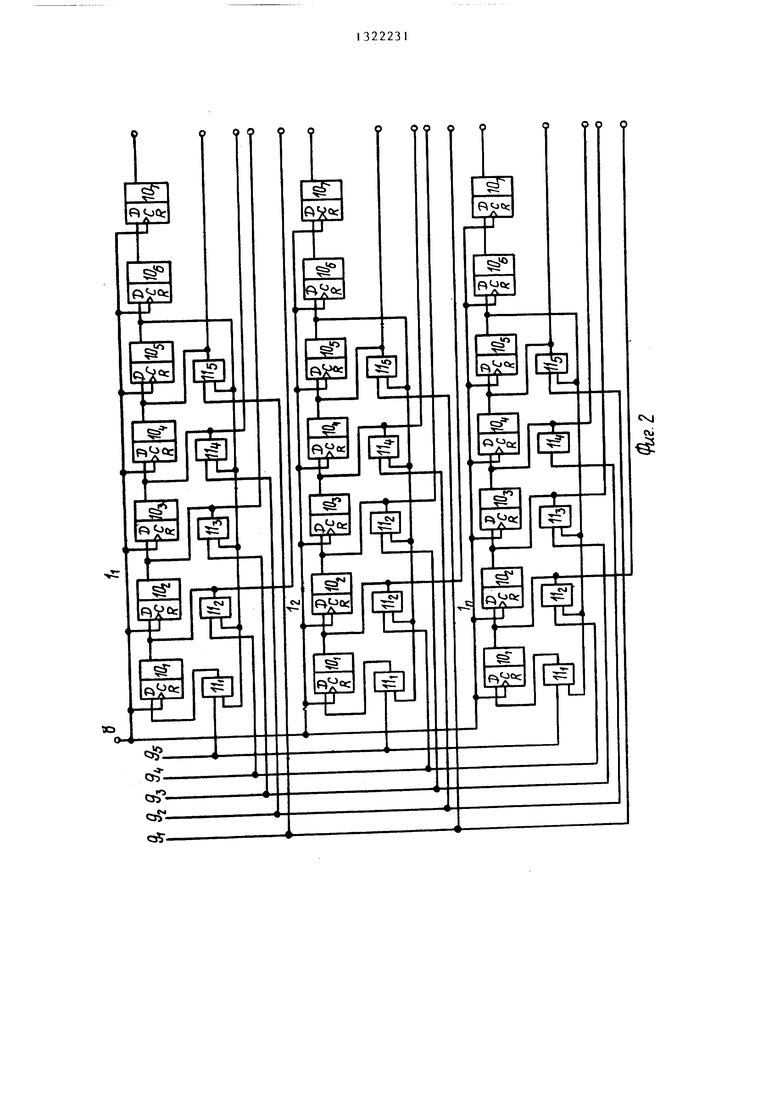
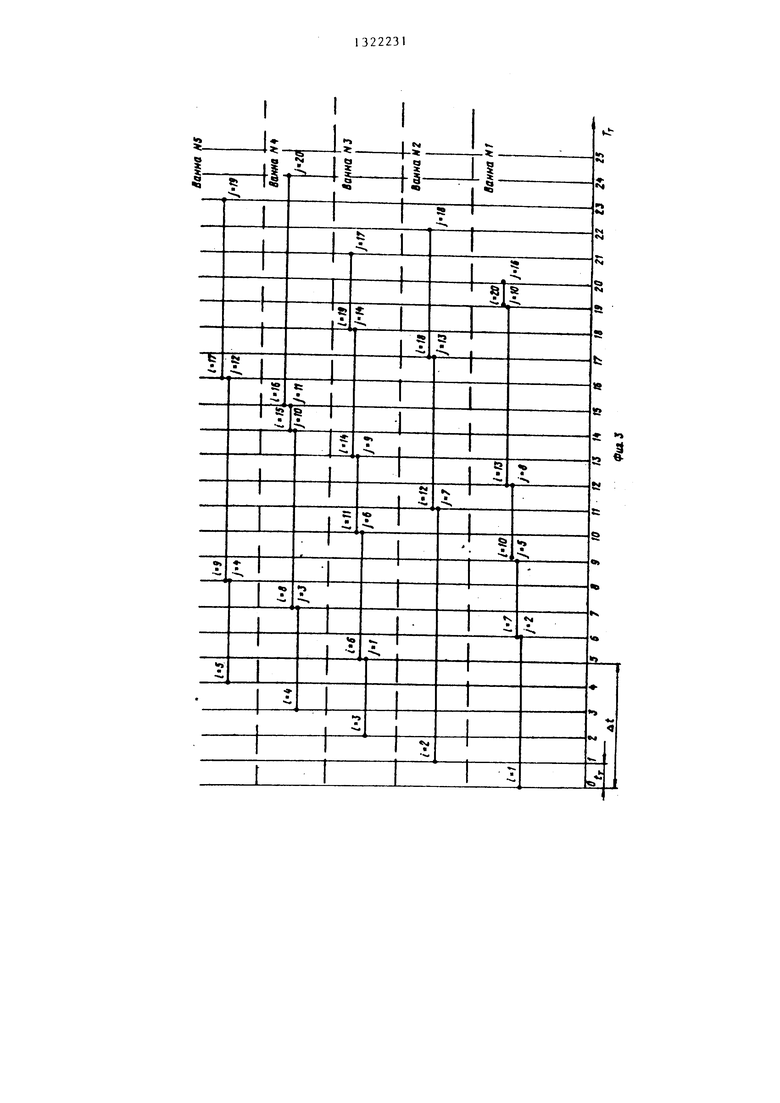
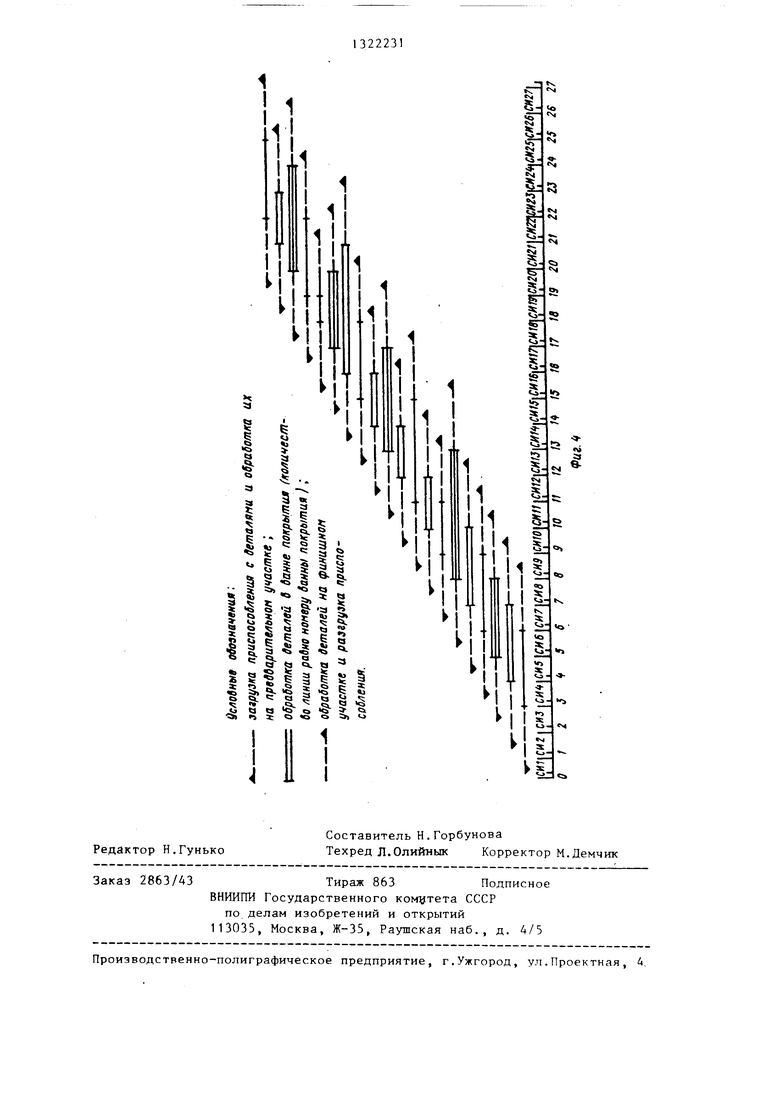
На фиг. 1 приведена блок-схема устройства; на фиг. 2 - схема формирователей команд; на фиг. 3 - диаграмма отражающая порядок обработки деталей в ваннах покрытия гальванической линии (при числе деталей N 20 и числе ванн покрытия п 5), на фиг. 4 - временная диаграмма работы устройства
Устройство (фиг. 1) содержит фор- мирователи команд, блок 2 задания программ , блок 3 переключения команд, элемент И 4, блок 5 горизонтального перемещения, блок 6 вертикального перемещения, первые входы 7, - 7и задания длительности покрытия, синхровход устройства 8, вторые входы 9,-9 задания длительности покрытия.
Формирователь 1 команд (фиг. 2) содержит триггеры и элементы
И 11,-11.
На фиг. 3 приведена схема последовательности обработки 20 деталей (N 20), имеющих разное время покрытия, на участке покрытий гальваничес- кой-линии, содержащеГ 5 ванн покрытия ().
ку из в одну из ванн покрытия, обработку в ней и выгрузку, а также обработку на финишном участке и выгрузку с линии. Выгрузку детгшей из ванн покрытия осуществляют в последовательности, отличающейся от последовательности их загрузки в ванны покрытия. Выбор очередной детали на загрузку осуществляют с применением особым способом построенной матрицы, что исключает конкуренцию деталей на выгрузку с участка покрытий и позволяет сохранить динамику работы линии. А ил.,2 табл.
Устройство работает следующим образом.
Первые пять деталей загружают во .все пять ванн покрытия и в дальнейшем в каждом такте загружают и разгружают только одну ванну покрытия, причем первую выгрузку деталей с участка покрытий осуществляют через промежуток времени
At ng.c , где t - длительность такта линии.
Этот момент совпадает во времени с моментом загрузки на участок покрытий шестой детали.
Оценивают длительность покрытия k-й детали. За начальный момент времени принимают время загрузки первой детали. Моменты загрузки остальных деталей кратны t,T.e. момент загрузки k-й детали
c,v trCiv - )
Момент выгрузки k-й детали также кратен t J
t,v dt + t,(Jb - 1) . Тогда длительность обработки на участке покрытий
tk t;v at -н t(j,, -1) - - t(i - 1) , + CT(JV - ii) c(n t ,
где G), j i),, величина в скобках обозначает количество тактов, содержащихся в Су, и является целым числом.
Эта величина является временем покрытия деталей, выраженным в тактах линии, обозначают ее d и называют дискретным временем покрытия.
313
Для выбора деталей, которые могут быть загружены на участок покрытия в каждом такте, используется построенная определенным образом матрица.
Определяют правила построения мат- рицы.
В первую строку матрицы записывают в порядке возрастания дискретные времена покрытия тех деталей, которые могут быть загружены первыми.
Так как первая выгрузка не может быть произведена ранее, чем через ut а последняя выгрузка позже, чем N + + (п. )t, дискретные времена покрытия деталей, которые могут быть загружены первыми, должны удовлетворять неравенству
п/ (N-2) Пс -(N-3) п. -(N-4) ... N + (n,,г + Ь- пГ-(1-2) пЛ(«-2) nt-(N-3) ... N . (nv3)N K.,)Mn,.,,
Очевидно, что при N п вон нижнем углу матрицы появятся пус тые места, так как по физическому
в ле-
могут иметь значения, не превьшающи 15 (т 15).
::мыслу все 0. Одновременно при
больших значениях N в правой части
матрицы появятся d,, которые не соот- Таким образом, все djj m можно
ветствуют существующим в практике 30 отбросить и матрица принимает вид
Элементами первого столбца матрицы являются дискретные времена покрытия деталей, которые выгружают с участка покрытия первыми, элементами второго столбца - которые выгрузятся вторыми, и т.д.
9 10
8 9 (10)
7 8 910
6 7 89 10
5 6 78 9 10
4067 89 10
4
п . d, . N -- (п t,., ).
Во вторую строку матрицы записывают в порядке возрастания дискретные времена покрытия деталей, которые могут загружаться в очереди вторыми.
Дискретные времена покрытия этих деталей должны удовлетворять неравенству
п
Ь-1
d
2
N + (п
1,-1
В п-ю строку матрицы записывают дискретные времена покрытия деталей, которые могут быть загружены последними в очереди. Они должны удовлетворять неравенству
п, - (N-1) dr ;f N + (п{,., ). Таким образом, матрица размерностью пр инимает вид
временам покрытия.
25 Если принять t 12 мин, то d,
могут иметь значения, не превьшающие 15 (т 15).
m m-1
m
40
Следовательно, номера строк мат- 1РИЦЫ указывают на очередность загрузки деталей, а номера столбцов - на очередность их выгрузки.
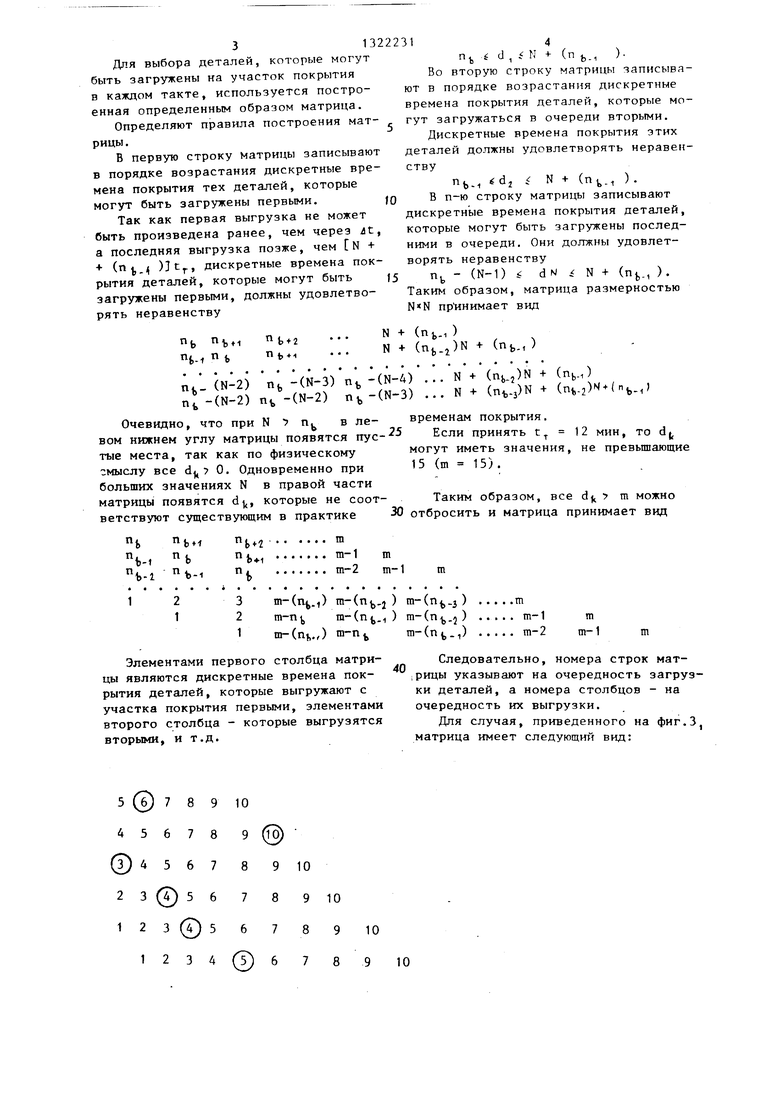
Для случая, приведенного на фиг.З матрица имеет следующий вид:
2 (3) 4 5 6 12345 1 2 3-4 1 2 ( 1 2 1
1322231
7 8 9. 10 (2) 8 9 10 5 6 7 () 9 10 45678 D 5 6 7
9 10 8 9 10
(V 5 6 7 8 9 10 2 3 4 5 (Т
78 9 10 2 3 4 56089 10 2 3 406 7 8 9 10 © 2 345 6 7 8 0 10
1 2 3 4 5 6 0 8 9 10 1- 2, 3 4 (
CD 6 7 8 9
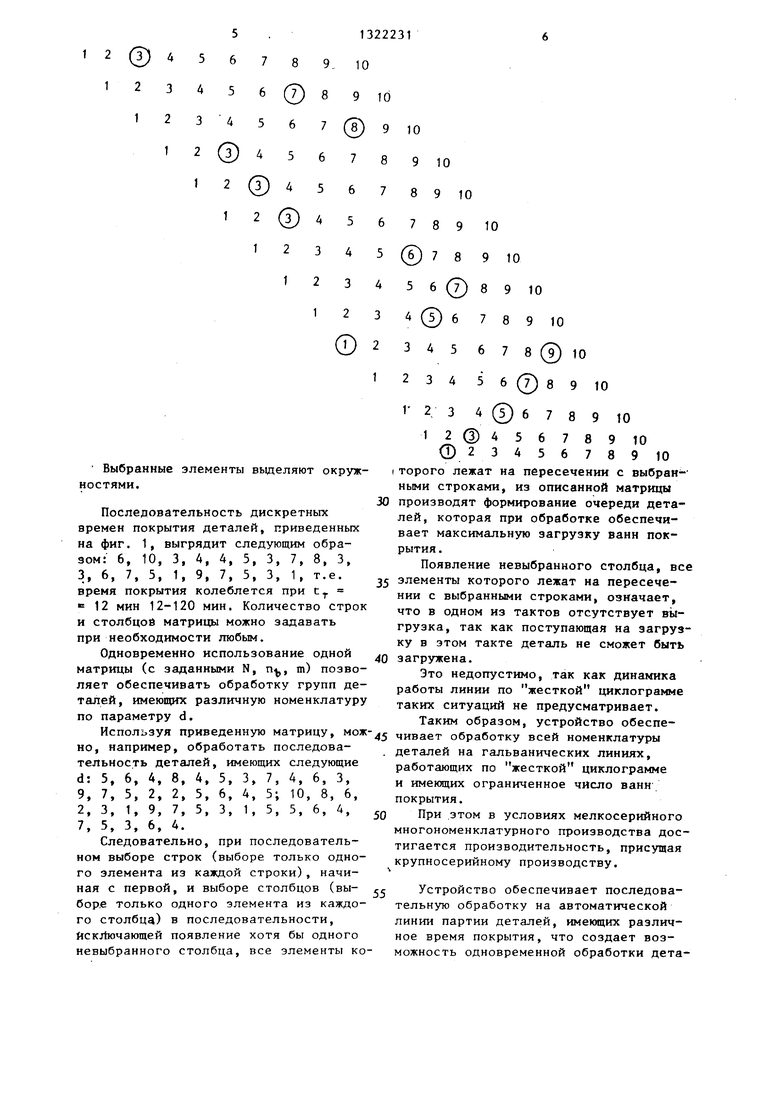
Выбранные элементы выделяют окружностями.
Последовательность дискретных времен покрытия деталей, приведенных на фиг. 1, выгрядит следующим образом: 6, 10, 3, 4, 4, 5, 3, 7, 8, 3, 3, 6, 7, 5, 1, 9, 7, 5, 3, 1, т.е. время покрытия колеблется при с 12 мин 12-120 мин. Количество строк и столбцов матрицы можно задавать при необходимости любым.
Одновременно использование одной матрицы (с заданными N, п, т) позволяет обеспечивать обработку групп деталей, имеющих различную номенклатуру по параметру d.
Используя приведенную матрицу, можно, например, обработать последовательность деталей, имеющих следующие d: 5, 6, 4, 8, 4, 5, 3, 7, 4, 6, 3, 9, 7, 5, 2, 2, 5, 6, 4, 5; 10, В, 6, 2, 3, 1, 9, 7, 5, 3, 1, 5, 5, 6, 4, 7, 5, 3, 6, 4.
Следовательно, при последовательном выборе строк (выборе только одного элемента из каждой строки), начиная с первой, и выборе столбцов (выборе только одного элемента из каждого столбцу) в последовательности, йскЛочающей появление хотя бы одного невыбранного столбца, все элементы ко0
9 10 8 9 10
2 3 4 5 6 0 8 9 10 1- 2, 3 4 (
CD 6 7 8 9 10
12(3)456789 10
0 2 3 4 5 6 7 8 9 10 (торого лежат на пересечении с выбран- ными строками, из описанной матрицы 0 производят формирование очереди деталей, которая при обработке обеспечивает максимальную загрузку ванн покрытия .
Появление невыбранного столбца, все 5 элементы которого лежат на пересечении с выбранными строками, означает, что в одном из тактов отсутствует выгрузка, так как поступающая на загрузку в этом такте деталь не сможет быть 0 загружена.
Это недопустимо, так как динамика работы линии по жесткой циклограмме таких ситуаций не предусматривает.
Таким образом, устройство обеспе- 5 чивает обработку всей номенклатуры . деталей на гальванических линиях, работающих по жесткой циклограмме и имеющих ограниченное число ванн покрытия.
0 При этом в условиях мелкосерийного многономенклатурного производства достигается производительность, присущая крупносерийному производству.
5 Устройство обеспечивает последовательную обработку на автоматической линии партии деталей, имеющих различное время покрытия, что создает возможность одновременной обработки дета7
лей, имеющих различную толщину покрытия .
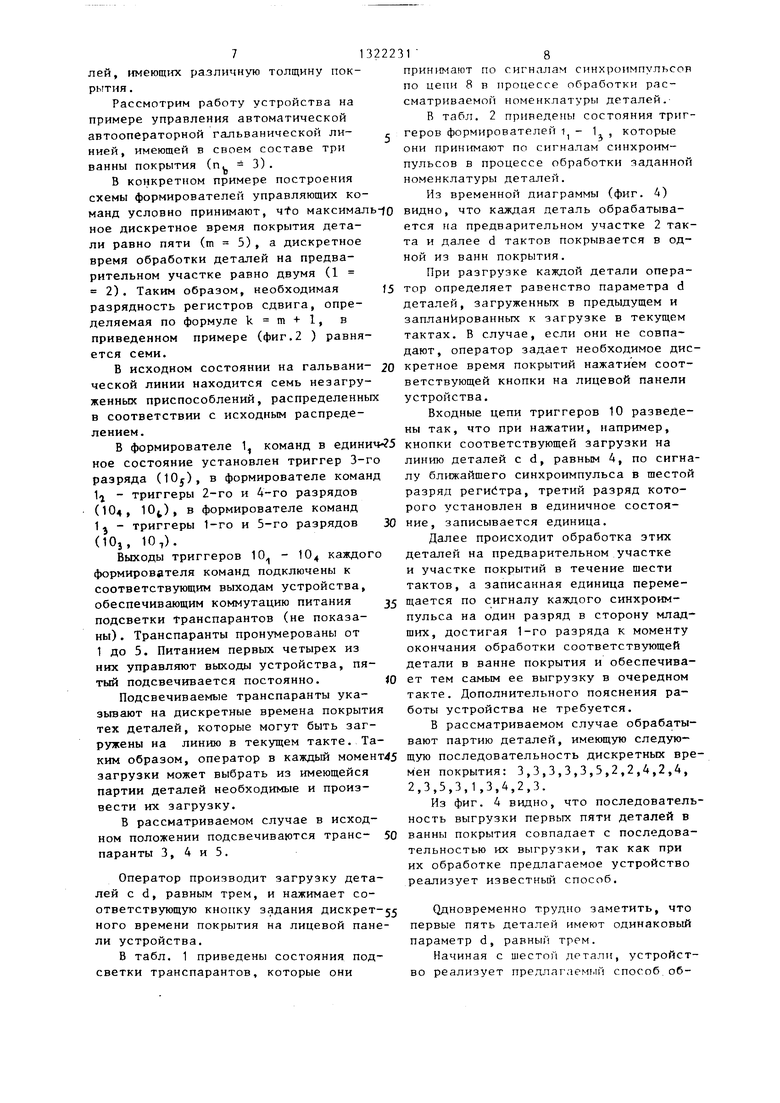
Рассмотрим работу устройства на примере управления автоматической автооператорной гальванической линией, имеющей в своем составе три ванны покрытия (п 3).
В конкретном примере построения схемы формирователей управляющих ко
манд условно принимают, 4to максималь-io видно, что каждая деталь обрабатываное дискретное время покрытия детали равно пяти (т 5), а дискретное время обработки деталей на предварительном участке равно двумя (1 2). Таким образом, необходимая разрядность регистров сдвига, определяемая по формуле k m -t- 1, в приведенном примере (фиг,2 ) равняется семи.
В исходном состоянии на гальвани- 20кретное время покрытий нажатием соотческой линии находится семь неэагру-ветствующей кнопки на лицевой панели
женных приспособлений, распределенныхустройства,
в соответствии с исходным распреде- Входные цепи триггеров 10 развейелением,ны так, что при нажатии, например,
В формирователе 1, команд в единич- 5кнопки соответствующей загрузки на
нов состояние установлен триггер 3-голинию деталей с d, равным 4, по сигнаразряда (10j), в формирователе команд Ц триггеры 2-го и 4-го разрядов (104, 10), в формирователе команд Ц - триггеры 1-го и 5-го разрядов (lOj, 10,).
Выходы триггеров 10 - 104 каждого формирователя команд подключены к соответствующим выходам устройства, обеспечивающим коммутацию питания подсветки tpaHcnapaHTOB (не показаны) . Транспаранты пронумерованы от 1 до 5. Питанием первых четырех из них управляют выходы устройства, пятый подсвечивается постоянно.
Подсвечиваемые транспаранты ука- зьгаают на дискретные времена покрытия тех деталей, которые могут быть загружены на линию в текущем такте. Талу ближайшего синхроимпульса в шестой разряд регистра, третий разряд которого установлен в единичное состоя- 30 ние, записывается единица.
Далее происходит обработка этих деталей на предварительном участке и участке покрытий в течение шести тактов, а записанная единица переме- 35 щается по сигналу каждого синхроимпульса на один разряд в сторону младших, достигая 1-го разряда к моменту окончания обработки соответствующей детали в ванне покрытия и обеспечивало ет тем самым ее выгрузку в очередном такте. Дополнительного пояснения работы устройства не требуется,
В рассматриваемом случае обрабатывают партию деталей, имеющую следую-
КИМ образом, оператор в каждый момент45 щую последовательность дискретных вре- загрузки может выбрать из имеющейся мен покрытия: 3,3,3,3,3,5,2,2,4,2,4, партии деталей необходимые и произвести их загрузку.
2,3,5,3,1 ,3,4,2,3.
Из фиг. 4 видно, что последовательность выгрузки первых пяти деталей в
В рассматриваемом случае в исходном положении подсвечиваются транс- 50 ванны покрытия совпадает с последова- паранты 3, 4 и 5.тельностью их выгрузки, так как при
их обработке предлагаемое устройство реализует известный способ.
Оператор производит загрузку деталей с d, равным трем, и нажимает соответствующую кнопку задания дискрет-55 ного времени покрытия на лицевой панели устройства.
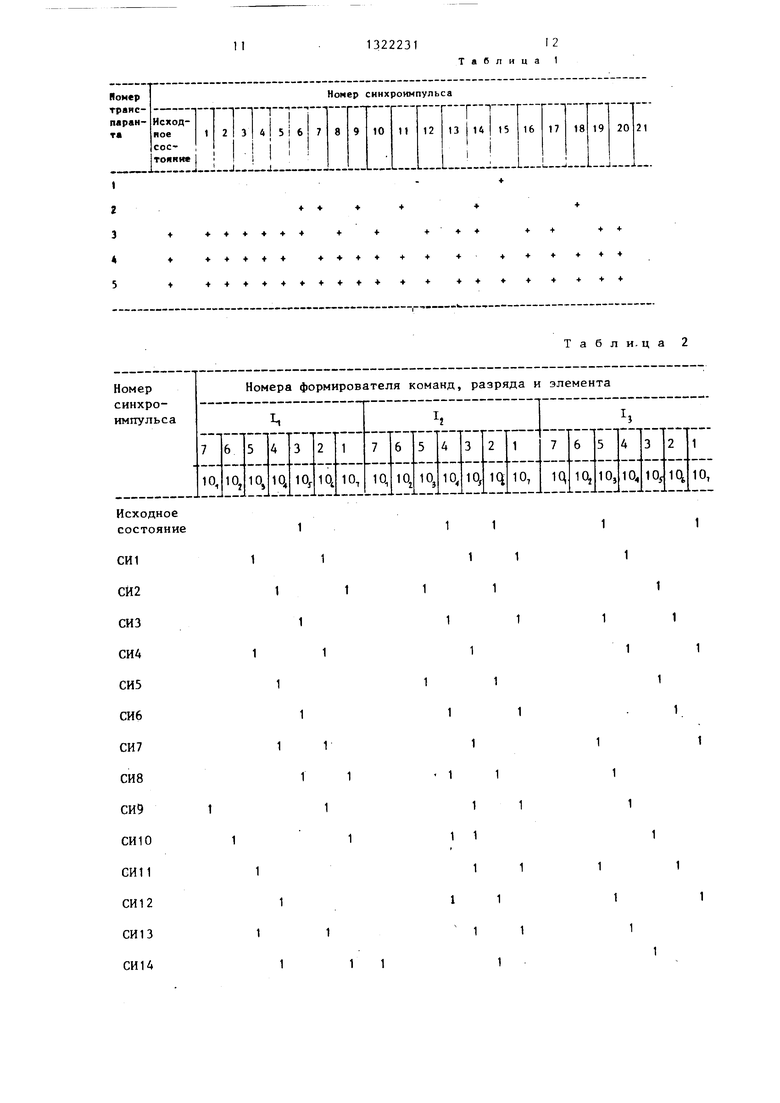
В табл. 1 приведены состояния подсветки транспарантов, которые они
Одновременно трудно заметить, что первые пять деталей имеют одинаковый параметр d, равный трем.
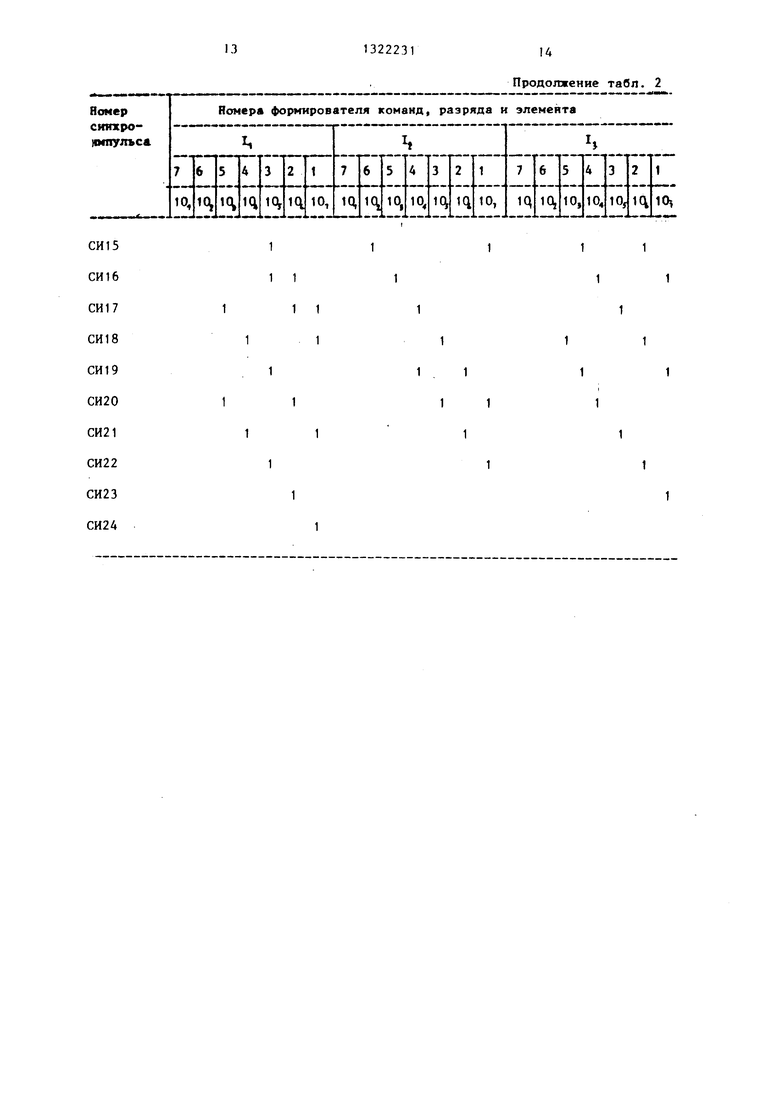
Начиная с шестой детали, устройство реализует предлагаемый способ,обпринимают по сигналам синхроимпульсов по цепи 8 в процессе обработки рассматриваемой номенклатуры деталей.В табл, 2 приведены состояния триг- геров формирователей i - 1 которые они принимают по сигналам синхроимпульсов в процессе обработки заданной номенклатуры деталей.
Из временной диаграммы (фиг. 4)
ется F{a предварительном участке 2 такта и далее d тактов покрывается в одной из ванн покрытия.
При разгрузке каждой детали опера- тор определяет равенство параметра d деталей, загруженных в предыдущем и запланированных к загрузке в текущем тактах, В случае, если они не совпадают, оператор задает необходимое дислу ближайшего синхроимпульса в шестой разряд регистра, третий разряд которого установлен в единичное состоя- ние, записывается единица.
Далее происходит обработка этих деталей на предварительном участке и участке покрытий в течение шести тактов, а записанная единица переме- щается по сигналу каждого синхроимпульса на один разряд в сторону младших, достигая 1-го разряда к моменту окончания обработки соответствующей детали в ванне покрытия и обеспечивает тем самым ее выгрузку в очередном такте. Дополнительного пояснения работы устройства не требуется,
В рассматриваемом случае обрабатывают партию деталей, имеющую следую-
щую последовательность дискретных вре- мен покрытия: 3,3,3,3,3,5,2,2,4,2,4,
2,3,5,3,1 ,3,4,2,3.
Из фиг. 4 видно, что последовательность выгрузки первых пяти деталей в
Одновременно трудно заметить, что первые пять деталей имеют одинаковый параметр d, равный трем.
Начиная с шестой детали, устройство реализует предлагаемый способ,об91322231
работки деталей, так как последовательность их загрузки и выгрузки с участка покрытий не совпадает.
При этом параметр d у этих деталей колеблется 1-5.
Как видно из фиг, 4 и табл. 2, запись кода параметра d, поступающего с входа устройства, в один из формирователей 1. , осуществляется только Формула изобретения при наличии высокого уровня на выходеfO Устройство для управления обработ- 3-го разряда (триггеры 10. всех фор- кой деталей на гальванических линиях, мирователей 1).
Имеющийся на лицевой панели устройства ряд транспарантов обеспечивает
15
10
Внедрение предлагаемого устройства позволяет использовать производительность линий, работающий по жесткой циклограмме, придав им достаточную с гибкость, необходимую в условиях мелкосерийного многономенклатурного производства.
содержащее по числу ванн покрытия N формирователей команд, подключенных синхронизирующими входами к синхро- входу устройства, элемент И, соединенный первым входом с первым выходом блока задания программ, а первым и вторым выходом - с разрешающими входами соответственно блоков гориционными входами соответственно с вторым и третьим выходами блока задания программ, подключенного управля- 5 ющим входом к выходу блока переключения команд, а четвертым выходом - к первому входу блока переключения команд, связанного вторым входом с первым выходом блока вертикального переиндикацию тех значений параметра d, которые соответствуют значениям эле- - ментов невыбранных столбцов, принад- лежа1цих строке, которая должна быть выбрана в текущем шаге. Каждый синхроимпульс производит сдвиг кодов, хра-20 зонтального перемещения и вертикаль- нящихся на триггерах 10, и обеспечи- ного перемещения, связанных информа- вает тем самым вывод на индикацию на транспаранты очередной строки матрицы с указанием (подсветкой) элементов, лежащих на пересечении с невыбранными столбцами.
Таким образом выбор деталей, загружаемых на линию в каждом такте, осуществляется с использованием специальной матрицы, реализованной аппа-30 мещения, подключенного вторым выходом ратно в описанном устройстве, в каж- к управляющему входу блока гориэон- дом такте на участок покрытий загру- тального перемещения, отличаю- жается одно приспособление с деталя- щ е е с я тем, что, с целью повыше- ми, в каждом такте с участка покры- ния производительности обработки де- тий выгружается одно приспособление 35 на гальванической линии, формирователи команд выполнены в виде регистров сдвига разрядностью k (где , 1- целое число, равное времени предварительной обработки деталей, m - максимальное время покрытия детали), причем вторые входы элемента И подключены к выходам младших разрядов регистров сдвига всех формирователей команд, выходы остальных 45 разрядов регистров сдвига формиройате- . лей команд соединены с выходами устройства, а входы формирователей команд - с входами задание длительности покрытия устройства.
с деталями. В начальный момент времени простой ванн покрытия минимален, а в дальнейшем он отсутствует. При выборе деталей для загрузки оператор пользуется информацией, высвеченной на транспарантах, при этом номенклатура деталей, которые могут быть загружены в очередном такте, достаточно широкая.
При использовании предлагаемого устройства в условиях мелкосерийного многономенклатурного производства обеспечивается производительность, присущая крупносерийному производству
40
Формула изобретения Устройство для управления обработ- кой деталей на гальванических линиях,
10
Внедрение предлагаемого устройства позволяет использовать производительность линий, работающий по жесткой циклограмме, придав им достаточную гибкость, необходимую в условиях мелкосерийного многономенклатурного производства.
Формула изобретения Устройство для управления обработ кой деталей на гальванических линиях
содержащее по числу ванн покрытия N формирователей команд, подключенных синхронизирующими входами к синхро- входу устройства, элемент И, соединенный первым входом с первым выходом блока задания программ, а первым и вторым выходом - с разрешающими входами соответственно блоков горизонтального перемещения и вертикаль- ного перемещения, связанных информа-
ционными входами соответственно с вторым и третьим выходами блока задания программ, подключенного управля- 5 ющим входом к выходу блока переключения команд, а четвертым выходом - к первому входу блока переключения команд, связанного вторым входом с первым выходом блока вертикального пере-0 зонтального перемещения и вертикаль- ного перемещения, связанных информа-
0 мещения, подключенного вторым выходом к управляющему входу блока гориэон- тального перемещения, отличаю- щ е е с я тем, что, с целью повыше- ния производительности обработки де- 5 на гальванической линии, формирователи команд выполнены в виде регистров сдвига разрядностью k (где , 1- целое число, равное времени предварительной обработки деталей, m - максимальное время покрытия детали), причем вторые входы элемента И подключены к выходам младших разрядов регистров сдвига всех формирователей команд, выходы остальных 5 разрядов регистров сдвига формиройате- . лей команд соединены с выходами устройства, а входы формирователей команд - с входами задание длительности покрытия устройства.
+«
+ + + + ++4+ + + + + +++
+ +
+
ое ние
1
1 1 1 1
1
Таблица 1
++ +
++
+ +
+++++Ч- +
+ + + ++ +
Табли.ца 2
1
1 1
1 1 1 1 1 1
1
1 1 1 1
1 1 1
1 1 1 1
1 1 1 1 1 1 1
11
1
1
1 1 1 1 1
1
11
1 1
1
1 1 1 1
1 1
Продолжение табл. 2
1
1 1
1
1 1 1 1 1 1
1 1 1 1
1
1 1 1 1 1 1 1 1
990 О
(j 9 О О
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления автома-ТичЕСКиМи лиНияМи | 1979 |
|
SU840804A1 |
| Устройство для управления автоматическими линиями | 1980 |
|
SU954939A2 |
| Устройство контроля микропроцессорных блоков | 1986 |
|
SU1332320A2 |
| Устройство для ввода дискретных сигналов в электронную вычислительную машину | 1990 |
|
SU1791808A1 |
| ОПТИЧЕСКИЙ СТРАНИЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ ФУРЬЕ ДЛЯ ОПТОЭЛЕКТРОННОГО ЗАПОМИНАЮЩЕГО УСТРОЙСТВА | 1985 |
|
SU1258221A1 |
| ОПТОЭЛЕКТРОННЫЙ СТРАНИЧНЫЙ ФУРЬЕ-ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ОПТИЧЕСКОГО ЗАПОМИНАЮЩЕГО УСТРОЙСТВА | 1985 |
|
SU1274509A1 |
| УСТРОЙСТВО ДЛЯ ОПТИЧЕСКОЙ АССОЦИАТИВНОЙ ВЫБОРКИ ИНФОРМАЦИИ ИЗ ЗАПОМИНАЮЩЕГО УСТРОЙСТВА | 1987 |
|
SU1466555A1 |
| Оптикоэлектронное устройство для вычисления двоичных логических функций многих переменных | 1979 |
|
SU805815A1 |
| УСТРОЙСТВО ДЛЯ ВВОДА СИГНАЛОВ КОМАНДНОЙ МАТРИЦЫ | 2011 |
|
RU2487393C1 |
| Устройство для программного управления | 1982 |
|
SU1067470A1 |
Изобретение относится к комплек- .сной автоматизации производственных процессов с применением автоматических линий, в частности процессов гальванопокрытий. Цель изобретения - повышение производительности обработки деталей на гальванической линии. Изобретение позволяет эксплуатировать 9, 9г 9т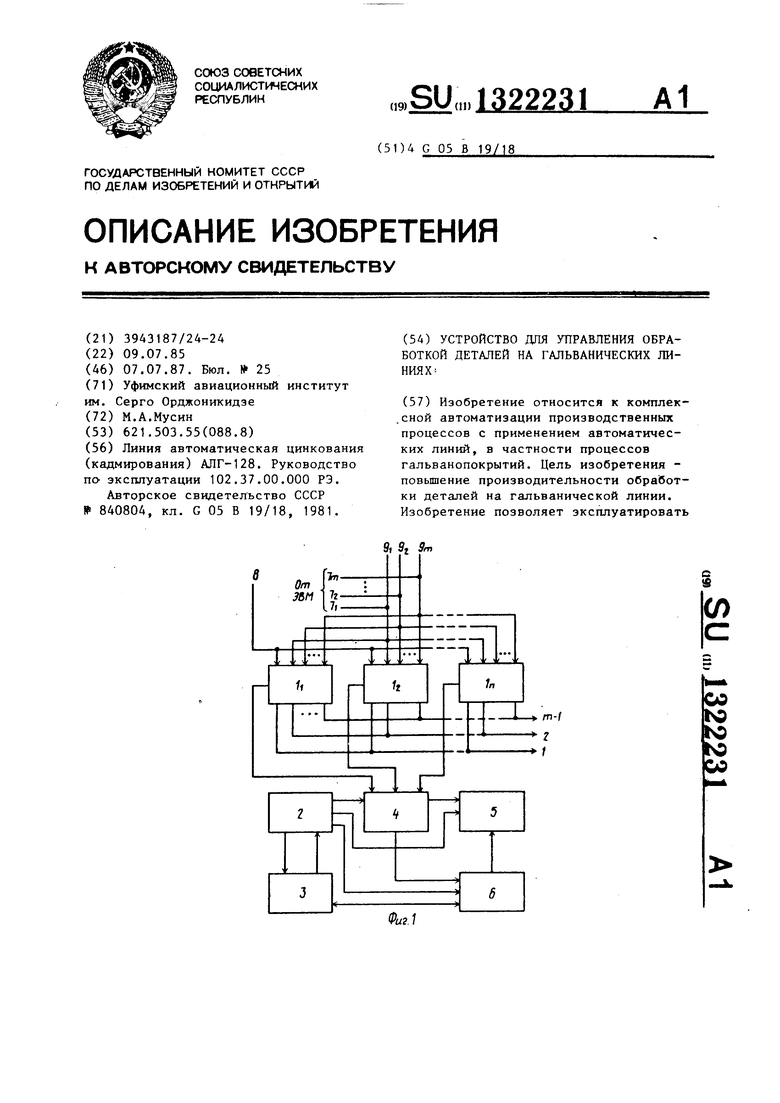
Редактор Н.Гунько
Составитель Н.Горбунова
Техред Л.Олийнык Корректор М.Демчик
Заказ 2863/43Тираж 863 Подписное
ВНИИГШ Государственного комутета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная , Д,
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Устройство для управления автома-ТичЕСКиМи лиНияМи | 1979 |
|
SU840804A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
