() УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления автома-ТичЕСКиМи лиНияМи | 1979 |
|
SU840804A1 |
| Устройство для управления обработкой деталей на гальванических линиях | 1985 |
|
SU1322231A1 |
| Устройство для управления автоматическими линиями гальванопокрытий | 1983 |
|
SU1095136A1 |
| Логическое устройство | 1976 |
|
SU591858A2 |
| Устройство для сопряжения центрального процессора с группой арифметических процессоров | 1984 |
|
SU1254495A1 |
| Устройство для контроля электронных изделий | 1978 |
|
SU951323A1 |
| Цифровое устройство для автоматического управления движением шахтной подъемной машины | 1969 |
|
SU475336A1 |
| Устройство для селекции и счета объектов,расположенных беспорядочно | 1985 |
|
SU1325539A1 |
| Устройство для программного управления технологическим оборудованием | 1989 |
|
SU1714575A1 |
| Устройство для измерения пространственного распределения составляющих скоростей потока жидкости | 1985 |
|
SU1278728A1 |
Изобретение относится к комплекс ной автоматизации производственных процессов и может быть использовано в области машиностроения, в частности, в промышленности, применяющей гальваническую обработку изделий. По основному авт. св. № известно устройство для управления автоматическими линиями, которое содержит последовательно соединенные блок вертикального переме1чения, блок переключения команд, блок заданий программ, блок совпадения и блок горизонтального перемещания, вторым входом соединенный с вторым выходом блока вертикального перемещения,первый вход которого пс дключен к второму выходу блока совпадения, второй вход - к второму выходу блока задания программ, третьим выходом подключенного к третьему входу блока горизонтального перемещения, логичес .2 кий блок и в каждом канале формирователь управляющих команд, первым входом соединенный с выходом логического блока, вторым входом - с входом устройства и первым входом логического блока, а выходом - с вторыми входами блока совпадения и логического блока, а также логический блок, содержащий первый элемент задержки и последовательно соединенные шифратор, первый регистр, второй регистр, компаратор, второй элемент задержки, узел блокировки и узел деблокировки, первые выходы которого соединены с выходами логического блока, а второй выход - с вторым входом узла блокировки, третьими входами соединенного с вторыми входами логического блока. Блок формирования упра вляю1цих команд формирует сигналы разрешения обслуживания ванн основного покрыт ия.
Блок программ выполняет функции апоминания- программы и обеспечиват вьдачу одной команды на каждую перацию.
Блок горизонтального перемещения блок вертикального перемещения беспечивают соответственно перемеение автооператора и его траверсы, выходные сигналы блока вертикального перемещения регламентируют окончауие выполнения очередной операции и позволяют блоку переключения ко- манд произвести передачу управления следующей команде
Блок совпадения обеспечивает осановку автооператора на определенной рабочей позиции при одновременном появлении на входах сбответствущей схемы совпадение, сигналов из лока формирования управлякхцих коанд и конечного переключателя, ус-г ановленного на данной рабочей позиции, при подходе к ней автооператора }.
Рассмотрев работу устройства на конкретном примере управления автоматической линией АЛГ-35 М с тремя ваннами основного покрытия, можно сделать вывод, что при управлении от известного устройства максимальное время выдержки деталей в циклах в ваннах основного покрытия ограничено количеством последних.
Однако в условиях производства, при изменении номенклатуры деталей, появиться необходимость в обработке деталей, имеющих время покрытия в ваннах основного покрытия, равное трем циклам. В этом случае, при управлении от известного устройства, необходимо произвести доработку автоматической линии путем установки дополнительной (четвертой) ванны основного покрытия, что. не всегда возможно.
Цель изобретения - расширение функций управления при сохранении объема технологического оборудования.
Поставленная цель достигается тем, что в устройство для управления автоматическими линиями дополнительно введен блок задержки, первыми входами соединенный с первыми выходами логического блока, вторыми входами - с выходами блоковформирования управляющих команд и вторыми входами блока совпадения, первый выход блока задержки подключен к тре
тьему входу логического блока, второй выход - к третьим входам блока горизонтального и вертикального перемещений, при этом блок задержки
содержит последовательно соединенные формирователь сигнала задержкиj реле времени и формирователь одиночного импульса, соединенный выходом с первым выходом блока, а выход реле времени подключен к второму выхог ду блока, первые и вторые входы которого соединены с входами формирователя сигнала задержки.
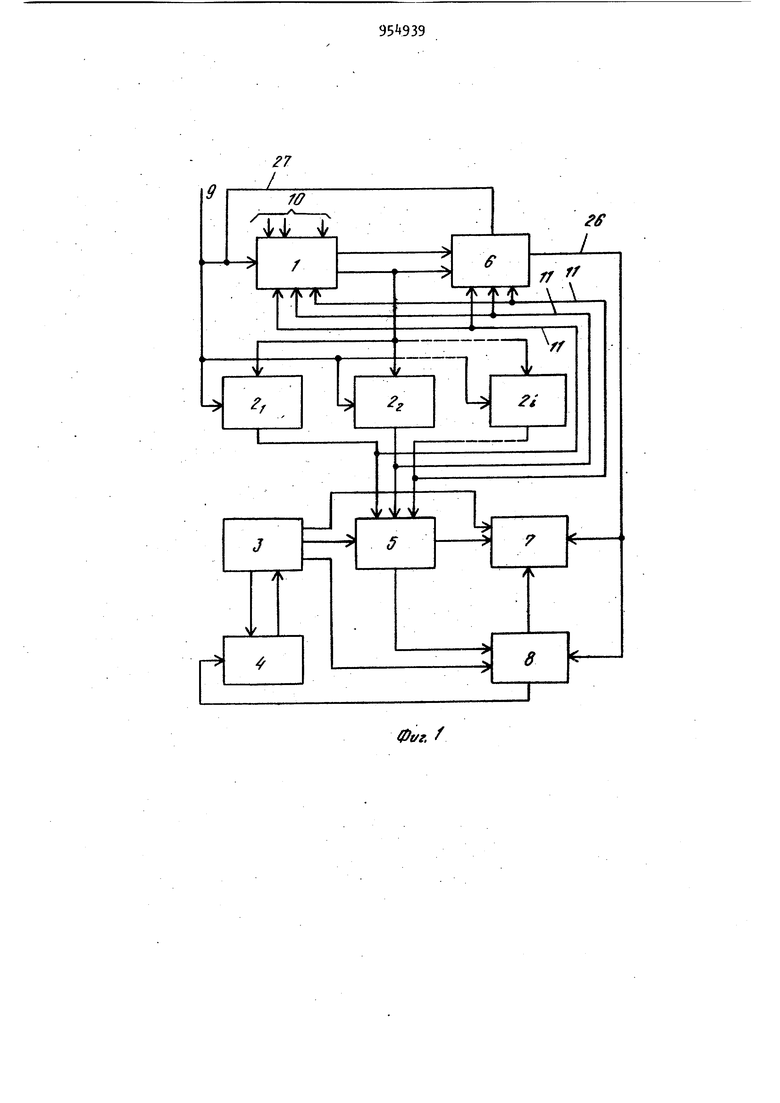
На фиг. 1 изображена структурная
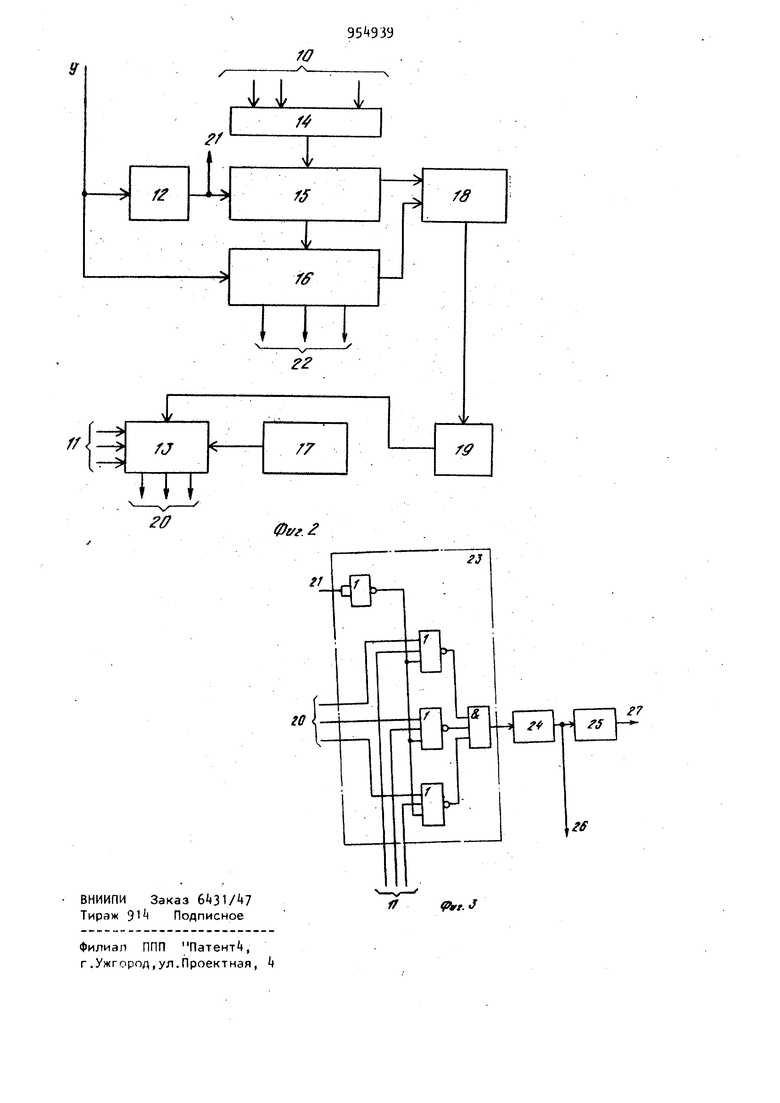
схема предлагаемого устройства, на фиг. 2 - структурная схема логического блока; на фиг. 3 - схема блока задержки.
Устройство состоит из логического блока 1, блоков. 2;|, 2, 2 формирования управляющих команд,включающих в себя инверсный счетчик и дешифратор нуля, блок 3 задания.программы, блока переключения команд,| блока 5 совпадения, блока 6 задержки, а также блоков 7 и 8 горизонтального и вертикального перемещений соответственно, входа 9 устройства,
входов 10 логического блока, выходов 11 блоков формирования.
Логический блок состоит из элементов 12 задержки, узла 13 блокировки, шифратора 14 номеров программы, предварительного регистра 15, выходного регистра 16, узла 17 деблокировки, компаратора 18, элемента 19 задержки, выходов 20 узла блокировки.
Блок задержки состоит из формирователя 23 сигнала задержки, включающего в себя k элемента ИЛИ-НЕ и элемент )1, реле 24 времени и формирователя 25 рдиночного импульса, выходов 26, 27 блока задержки.
Работу устройства можно показать
на примере управления автоматической линией АЛГ 35-м с тремя ваннами покрытия.
При загрузке ее деталями, имеющими оремя задержки в ваннах покрытия, равное одному или двум циклам, предлагаемое устройство работа.ет аналогично известному. Рассмотрим работу устройства при загрузке автоматической линии деталями, имеющими время выдержки в ваннах покрытия, равное трем циклам.
В таблице приведены десятичные значения, которые принимают двоичные коды предварительного и выходного регистров логического блока, а также инверсных счетчиков ИС1, ИС2, ИСЗ блоков формирования управляющих команд 1 , 12, 1з по сиг налам синхроимпульсов (си) 9. Необ ходимо отметить, что СИ поступают на входы регистров таким образом, чтобы обеспеч ивалась последователь ная перезапись кода из выходного регистра в один из инверсных счетчиков ИС и из предварительного реТистра в выходной регистр по каждому СИ. По сигналу первого синхроимпуль са код номера программы обработки первого приспособления с деталями, который является кодом времени выдержки деталей загруженных в первре приспособление, в ванне покрытия и равен трем циклам, с выхода шифра тора номеров программ записывается в предварительный регистр.логическо го блока. По сигналу второго синхроимпульса код номера программы обработки первого приспособления с деталями из предварительного регистра записывается в выходной регистр логического блока, а на его место в предварительный регистр записывается код номера программы обработки второго приспособления с деталями. Время, в течение которого происходит перезапись кода из шифратора в предварительный регистр, из предварительного регистра в выходной и из выходного регистра в один из инверсных счетчиков, соответствует времени обработки приспособления с деталями на предварительном участке гальванической линии. По сигналу третьего синхроимпуль са код номера программы обработки деталей, загруженных в первое приспособление, с выхода 22 выходного регистра 1б логического блока попадает в ИС1 блока формирования управ ляющих команд . Это соответствует моменту попадания первого при способления с деталями в первую ван ну покрытия. По ЭТОМУ же сигналу происходит перезапись кода номера nporpaMNW обработки второго приспособления с деталями из предваритель ного регистра в выходной, а на его место в предварительный регистр записывается код номера программы об96;работки третьего приспособления с деталями. По сигналу четвертого синхроимпульса код номера программы обработки второго приспособления с деталями с выхода выходного регистра попадает в ИС2 блока формирования команд l/j, что соответствует попаданию второго приспособления с деталями во вторую ванну, по этому же сигналу происходит перезапись кода номера программы обработки третьего приспособления с деталями из предварительного в выходной регистр, в освободившийся предварительный регистр записывается код номера программы обработки четвертого приспособления с деталями и происходит вычитание единицы из содержанного счетчика ИС1. Первое приспособление с деталям;; находится в ванне покрытия. По сиг налу пятого синхроимпульса код номера программы обработки третьего приспособления с деталями с выхода выходного регистра попадает в ИСЗ блока формирования команд 1, что соответствует попаданию третьего прИ способления с деталями в третью ванну покрытия, в освободившийся выходной регистр записывается код номера программы четвертого приспособления с деталями, а в предварительный ре-гистр записывается код номера программы пятого приспособления с деталями. По этому же сигналу происходит вычитание единицы из содержимого ИС1 и ИС2, так как ни один из счетчиков не обнулился т.е (нет сигнала на выгрузку приспособлений с деталями из ванн покрытия), то первое и второе приспособления находятся в соответствующих ваннах. По сигналу пятого синхроимпульса происходит включение блока 6 задержки и выдается сигнал на останов двигателей горизонтального перемещения на время, равное одному циклу, Автооператор с приспособлением в течение этого времени находится в одной из вспомогательных ванн (ванна промывки) . Влок задержки работает слвду1оцим образом. При отсутствии сигналов 20 блокировки с выхода логического блока 1 и отсутствии сигналов на выходах формирователей управляю1цих команд на 7. входы элементов ИЛИ-НЁ поступают сигналы низкого уровня, на третий вход элемента ИЛИ-НЕ поступает инвертированный синхроимпульс 21, тоже низкого уровня, на выходах элементов ИЛИ-НЕ появляются сигналы высокого уровня, которые поступают на входы элемента И, с выхода которого сигнал высокого уровня поступает на вход реле Zl времени. Реле времени срабатывает и выдает сигнал задержки на выход 26, отключающий на один цикл двигатели горизонтального и вертикального перемещений. По окончании времени задержки вкл чаются двигатели и на выходе формирователя одиночного импульса появляется синхроимпульс, по сигналу коПредварительный33333 регистр 3 Выходной регистр О 33333 03210 ИС1О Формула изобретения 1. Устройство для управления автоматическими линиями по авт. св. № , отли чающееся тем, что, с целью расширения функций управления при сохранении объема технологического оборудования, в него введен блок задержки, первыми входами соединенный с первыми выхода ми логического блокаi вторыми входами - с выходами блоков формирования управляющих команд и вторыми входами блока совпадения, первый выход блока задержки подключен к третьему вхо ду логического блока второй выход к третьим входам блока горизонтального и вертикального перемещений. 9 торого вычитается единица из содержимого счетчиков СИ1-СИЗ, в результате чего содержимое счетчика СИ1 становится равным нулю, а на выходе первого блока формирования команд появляется программный сигнал, который поступает на вход соответствующей схемы совпадения блока 5 совпадения и обеспечивает обслуживание автооператорол первой ванны покрытия в шестом цикле (т.е. выгрузку деталей). Таким образом, предлагаемое устройство позволяет обрабатывать детали с большим временем покрытия, при неизменном количестве :ванн основной обработки и обеспечивает более высокую производительность автоматической линии обработки деталей. 3333 3333 3210 2„ Устройство по п. 1 , отличающееся тем, что блок задержки содержит последовательно соединенные формирователь сигнала задержки, реле времени и формирователь одиночного импульса, соединенный выходом с реле времени и формирователь одиночного импульса, соединенный выходом с первым выходом блока а выход реле времени подключен к второму выхоДУ блока, первые и вторые входы которого соединены с входами формирователя сигнала задержки.. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 84080, кя. G 05 В 19/00, 1979 (прототип).
0t/g. /
