Изобретение относится к оборудованию для обработки внутренних поверхностей труб снятием поверхностного слоя.
Цель изобретения - повьшение качества труб путем улучшения чистоты их внутренней поверхности скальпированием с охлаждением рабочей жидкостью и равномерным перемещением скаль- 10 скальпируемой трубы 6 и цилиндричеспирующего инструмента.
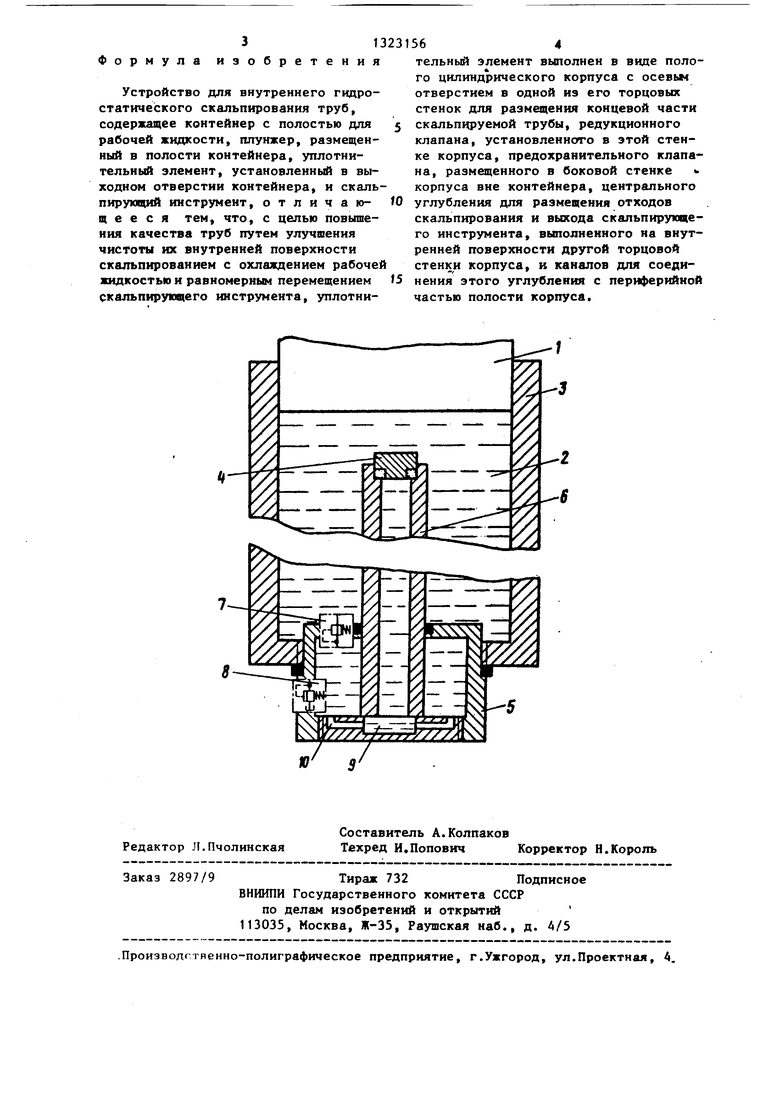
На чертеже изображено устройство для внутреннего гидростатического скальпирования труб, продольный раз- оез.
Устройство содержит контейнер 1 с полостью 2 для рабочей жидкости,плунжер 3, размещенный в полости контейнера 1, уплотнительный элемент, ус- 20 тановленный в выходном отверстии контейнера, и скальпирующий инструмент 4. Уплотнительный элемент выполнен в виде полого цилиндрического корпуса 5 с осевым отверстием в одной из 25 его торцовых стенок для размещения концевой части скальпируемой трубы 6, редукционного клапана 7, установленного в этой стенке корпуса, предохранительного клапана 8, размещенно-JQ го в боковой стенке корпуса вне контейнера, центрального углубления 9 для размещения отходов скальпирования и выхода скальпирующего инструмента 4, выполненного на внутренней поверхности другой торцовой стенки корпуса, и каналов 10 для соединения этого углубления с периферийной частью полости корпуса 5.
полость скальпируемой трубы 6 и цилиндрического корпуса 5, поддерживая постоянное давление, не зависящее от давления в контейнере 1. Плунжер 3 продолжает сжимать рабочую жидкость в полости контейнера 1 до тех пор, пока перепад давлений не достигнет значения, необходимого для перемещения скальпирующего инструмента 4 вдоль трубы 6 и скальпирования ее внутренней поверхности. По ходу скальпирования объем полости скальпируемой трубы б перед подвижным скальпирующим инструментом 4 уменьщается, а давление в скальпируемой трубе 6 и цилиндрическом корпусе 5 поддерживается постоян- ньм в результате срабатывания предохранительного клапана 8.
После завершения скальпирования скальпирующий инструмент 4 частично
35 выходит из скальпируемой трубы 6 в углубление 9. При этом обеспечивается, с одной стороны, полная обработ- ка трубы, а с другой - плавная, без
,гидравлического удара, остановка
Скальпируемую трубу 6 устанавлива- . Затем плунжер 3 отводится ют в отверстии корпуса 5 до соприкосновения с дном. Затем цилиндрический корпус 5 вместе со скальпируемой трубой 6 располагают в выходном отверсв исходное положение, редукционньй . клапан 7 открывается, происходит сброс давления в полости контейнера 1. скальпируемой трубы 6 и цилиндритии контейнера, после чего в полость ческого корпуса 5. После этого устконтейнера заливают рабочую жидкость.
Через открытый редукционный клапан
7 рабочая жидкость поступает в полость
цилиндрического корпуса 6, а. датем
ройство разбирают для удаления обработанной трубы 6. После удаления трубы 6 и извлечения продуктов скаль.п . п пирования устройство вновь подготав- через канал 10 и углубление 9 - в по-
, 30 ливают для скальпирования следующей лость скальпируемой трубы 6, достигая ..
тру оы
ее верхнего края. После этого в скальпируемую трубу 6 герметично устанав- Уровень давления в скальпируемой ливают скальпирующий инструмент 4. трубе и, следовательно давление ре Герметизация конца трубы 6 под скаль- дукционного клапана зависит от режима пирующий инструмент 4 осуществляется скальпирования, материала и размеров соответствующей подготовкой, а гер- обрабатываемой трубы, метизация цилиндрического корпуса 3 При необходимости предохранитель- в отверстии контейнера 1 и со скаль- ный клапан 8 снабжают фильтром.
пируемой трубой 6 - с помощью резиновых колец.
Ходом плунжера 3 сжимается рабочая жидкость в контейнере 1, цилиндрическом корпусе 5 и полости скальпируемой трубы 6. Скальпирующий инструмент 4 остается неподвижные из-за отсутствия перепада давлений. После достижения заданного давления в полости
0 5 Q
ком корпусе 5, которое является выходным давлением для редукционного клапана 7, последний срабатывает, разъединяет полость контейнера 1 и
полость скальпируемой трубы 6 и цилиндрического корпуса 5, поддерживая постоянное давление, не зависящее от давления в контейнере 1. Плунжер 3 продолжает сжимать рабочую жидкость в полости контейнера 1 до тех пор, пока перепад давлений не достигнет значения, необходимого для перемещения скальпирующего инструмента 4 вдоль трубы 6 и скальпирования ее внутренней поверхности. По ходу скальпирования объем полости скальпируемой трубы б перед подвижным скальпирующим инструментом 4 уменьщается, а давление в скальпируемой трубе 6 и цилиндрическом корпусе 5 поддерживается постоян- ньм в результате срабатывания предохранительного клапана 8.
После завершения скальпирования скальпирующий инструмент 4 частично
5 выходит из скальпируемой трубы 6 в углубление 9. При этом обеспечивается, с одной стороны, полная обработ- ка трубы, а с другой - плавная, без
31323
Формула изобретения
Устройство для внутреннего гидростатического скальпирования труб, содержащее контейнер с полостью для 5 рабочей жидкости, плунжер, размещенный в полости контейнера, уплотни- тельный элемент, установленный в выходном отверстии контейнера, и скальпирующий инструмент, отличаю- fO щ е е с я тем, что, с целью повышения качества труб путем улучшения чистоты их внутренней поверхности скальпированием с охлаждением рабочей жидкостью и равномерным перемещением f 5 скальпирующего инструмента, уплотни64
тельный элемент выполнен в виде полого цилиндрического корпуса с осевьм отверстием в одной из его торцовых стенок для размещения концевой части скальпируемой трубы, редукционного клапана, установленного в этой стенке корпуса, предохранительного клапана, размещенного в боковой стенке корпуса вне контейнера, центрального углубления для размещения отходов скальпирования и выхода скальпирующего инструмента, выполненного на внутренней поверхности другой торцовой стенки корпуса, и каналов для соединения этого углубления с периферийной частью полости корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для внутреннего гидростатического скальпирования труб | 1988 |
|
SU1607990A1 |
| Устройство для скальпирования заготовок | 1988 |
|
SU1562054A1 |
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| Способ получения биметаллических заготовок | 1983 |
|
SU1186435A1 |
| Устройство для скальпирования заготовок | 1983 |
|
SU1162515A1 |
| СПОСОБ КАЛИБРОВКИ ТОЛСТОСТЕННЫХ ТРУБ С МАЛЫМ ВНУТРЕННИМ КАНАЛОМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2020010C1 |
| Устройство для скальпирования заготовок | 1984 |
|
SU1268263A1 |
| Гидравлическая рудничная стойка | 1990 |
|
SU1838622A3 |
| Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления | 1987 |
|
SU1574308A1 |
| РЕГУЛЯТОР ПОТОКА | 2005 |
|
RU2310104C2 |
Изобретение относится к оборудованию для гидростатического скальпирования внутренней поверхности труб и позволяет повысить качество скальпирования. Для этого в устройстве для выполнения этой операции предусмотрены средства для перемещения скальпирующего инструмента под двусторонним давлением жидкости. Это обеспечивает охлазвдение труб и плавное перемещение инструмента, что обусловливает повышение чистоты обработанной поверхности труб. 1 ил. § 1(Л
Редактор Л.Пчолинская
Составитель А.Колпаков
Техред И.Попович Корректор Н.Король
Заказ 2897/9
Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производггненно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4.
| Колпашников А.И | |||
| и др | |||
| Горячее гидропрессование металлических материалов | |||
| М.: Машиностроение, 1971, с | |||
| Пуговица | 0 |
|
SU83A1 |
