113
i ; 4 i;-L i4:iij-ie относится К .плстовой ,, г ;|.мло1-;:хе и может быть использовано ;.:i;i : зГ .. гон.чения глубоких конических изломи:.
) изобретения - повышение ка- 4t. j;i при изготовлении конических из,1К ./ии путем исключения растягиваю- ;;лИ-: наг:)яжений в опасном сечении.
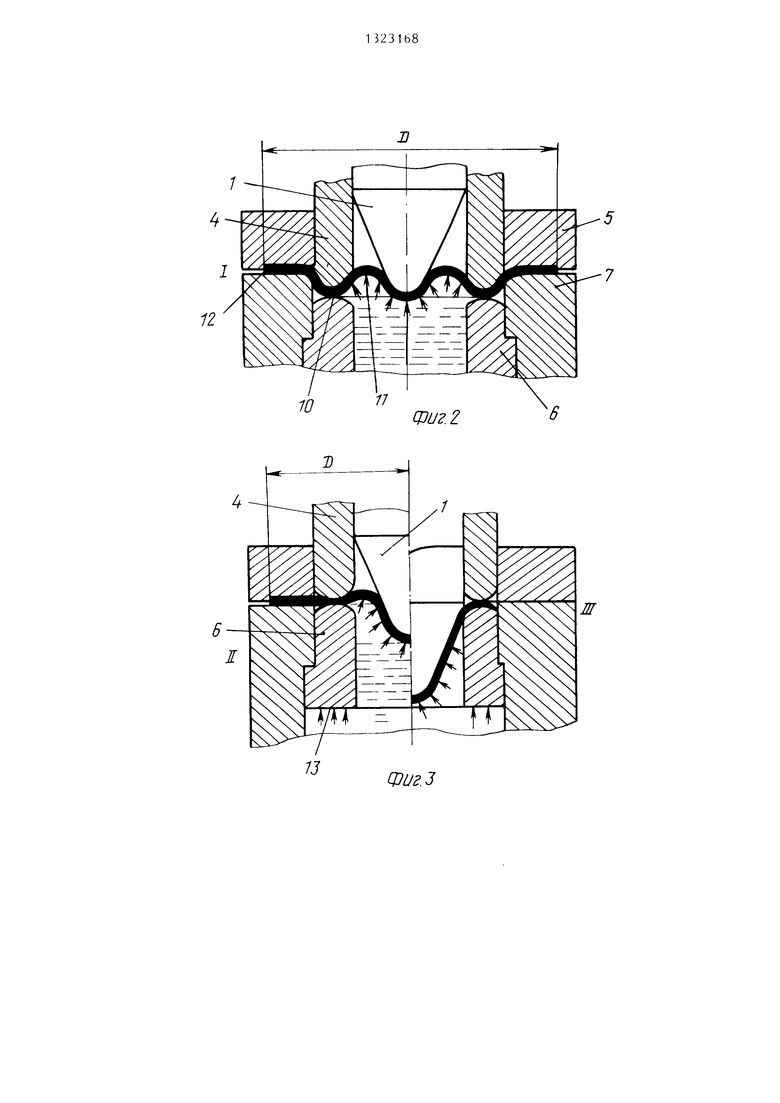
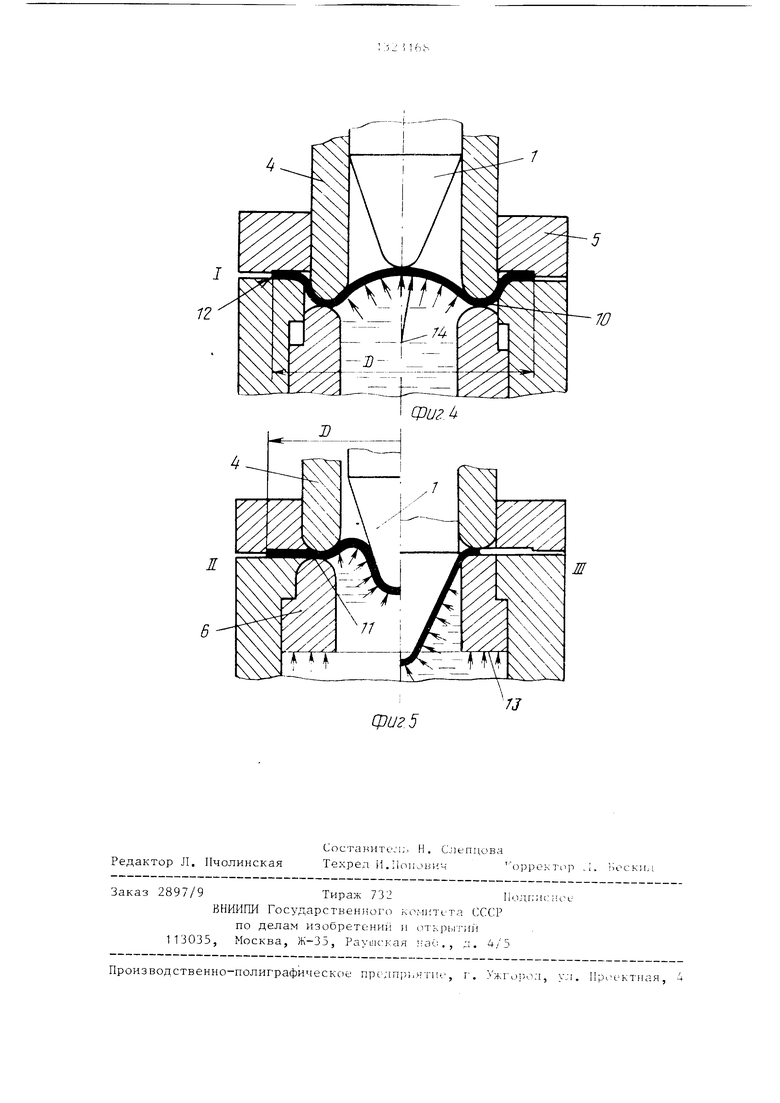
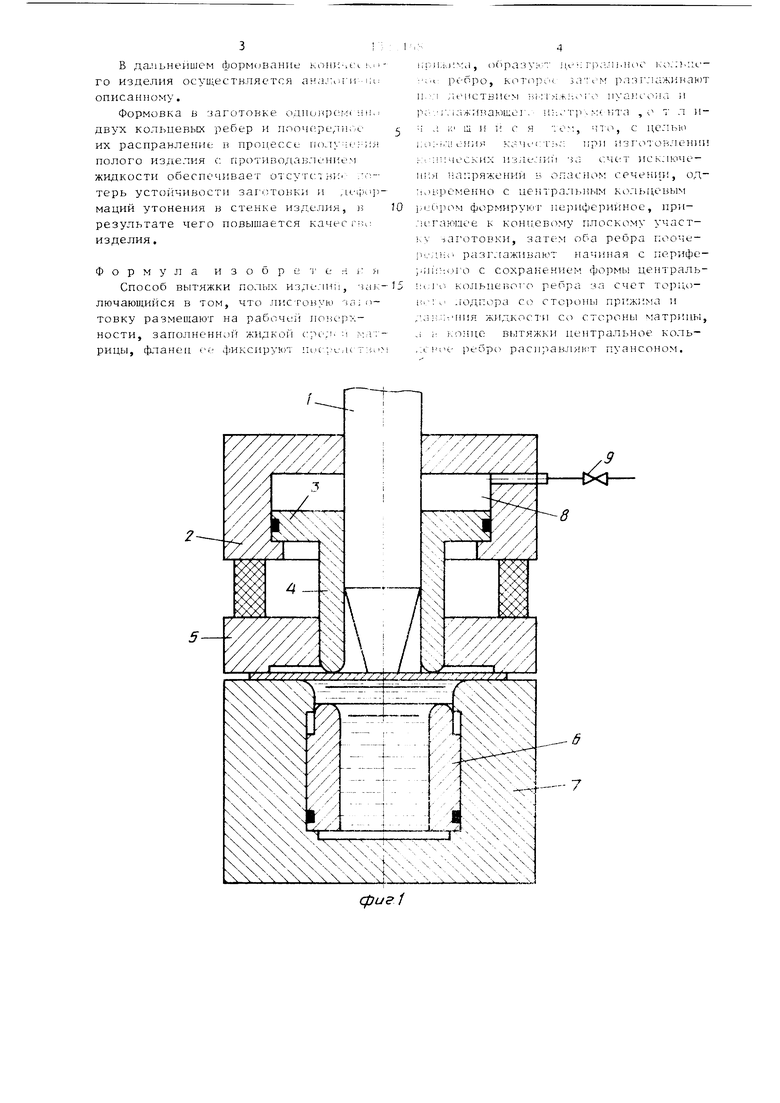
lia itnir, 1 показан штамп для осу- uK CTiir/C HHH с;пособа, разрез; на фиг, 2 :4jn аюрмонки кольцевых ребер; на Ьиг, ) - этапы II и III расправле- -ИЯ кольцевых ребер и окончательно ::1лгил;-л;; на фиг. 4 - этап формовки кольпд- иого ребра и сферического ку- .; п)и ;фугой последовательности . у.л- . нЛ1. ния cnocot vi; ка фиг. 5 - 1 и JL распранления ко.льпе- i - ( -fM - и окончат ел.Ч(Л иытяжки.
Ill iMi; лля осуи,(;ст нлeiiHH способа , ,,-, nvancoH t, И;;ро1и1.1И1лдр 2,
;. I.. M- iM nOpUICHb 3 СВЯ -Т; iieiiOABHM(iiij i шл;1-раль):ым Г1риж мом A, исполь;.4 ;.;hj. 1 KanecTise разгллж1 ;5ающего iiic I ,;умс лта , :1ерифе))ий111,1и иpижи 5, laiu ;,чя по ерхность кч1Торого вьшол- lii iia ступенчатой, цент ральную матри- iiv (, за по.лпенную жидкостью, и пери- , : I ll, :ii: . J иатрицу 7, В гидроцилиндре им.Ч Тгу; Mo. iocTb 8, (лшзанная с
;ччг 1Л1/М ,
I, ii i oo осуыестр.ляется следующим
, i po SOM.
i.,.iMu DibiM 11р1-1Ж1- м,- М 5 прижимают ).ii; i iii. v к понерхности периферийной м;; .rpiiiiiii 7, Одновременным внедренение |у,гпч гг1 1 и enтpaлfл olo прюкима 4 ( sari ToiiKoii li матрицу 7, заполненну ;Hf, j,K4C i4.K). в заготовке фг рмуют одно- iii f Mi iijt; :i за кольцевых ребра: перифе- :)i ;i;;, C К1:льц1л5ос ребро 10 и централь;,-( KO:l; nfeiX J)e6pO li (фи Г . 2), Онгралы1ое кольцевое ребро 11 ;. Ч)--| - е ген н результате противодав- j; ,jbi:r :i лд|.ч ти со сторошп матрицы 7. Ь мог-н :; касания периферийного коль- IU :н Г. ра 10 к рабочей поверхности Л1-1гграл i,n;ii Iaтpицы 6 (фиг. 2) пери- ф. Г).ч.:, част(, полуфабриката замыка- г(т I Tv.ifiibh.i 12 рабоче поверхности ,4 i; i ;v,i,i,i:: о прижима 5, длавление -;кид,к стг: ,-, полости 8 (фиг. 1) снима- I v.t in.iLae 1 Ся) BeHTnjieM 9, пере- it4L e;iHu центрального прижима 4 закан- чивае тя и начинается церемещение
п.л Т}:алi Hoii матрицы 6 в нацравлении, ;i;i44 i в .чюложном перемеи ению пуансона I . I 1)11 .- мсшении цс птрал1,ной матрицы fj noii демс твием давления жидкос682
ти на торцовую поверхность 13 периферийное кольцевое ребро 10 расправляется без изменения диаметра фланца D а цод действием торцового подпора со стороны периферийного прижима 5 и давления жидкости со стороны матрицы 7 втягивается в зазор, образованный между центральным прижимом 4 и пуансоном 1. Причем при расправлении периферийного кольцевого ребра 10 центральньй прижим 4 перемещается вверх, а пуансон 1 втягивает центральную часть полуфабриката в отверстие центральной матрицы 6 (фиг. 3, этап II).
Центральное кольцевое ребро 11 расправляется пуансоном при окончательной вытяжке полуфабриката в коническое изделие с противодавлением жидкости.
(Способ может быть осуществлен, например, в другой последовательности .
После прижатия заготовки пряжимом 5 к матрице 7 путем внедрения центрального прижима с заготовкой в полость периферийной матрицы 7, заполненную жидкостью, в заготовке формуют одновременно периферийное кольцевое ребро 10 и сферический купол 14 (фиг. 4).
В момент касания кольцевого ребра 10 к рабочей поверхности центральной матрицы 6 периферийная часть полуфабриката замыкается ступенью 12 рабочей поверхности периферийного прижима 5, давление жидкости в полости 8 (фиг. 1) снимается вентилем 9, перемещение центрального прижима 4 заканчивается и одновременно в двух противоположных направлениях начинается перемещение пуансона 1 пoлзyнo пресса и центральной матрицы 6 длавле нием жидкости на торцовую поверхность 13с Под действием центральной матрицы 6 периферийное кольцевое ребро 10 расправляется без изменения диаметра фланца U, а под действием торцового цодпора со стороны периферийного прижима 5 и давления жидкости со стороны матрицы 7 вытягивается в зазор между пуансоном 1 и центральным прижимом 4. Одновременно с этим цри воздействии пуансона 1 на выпуклую часть сферического купола последний выворачивается и между пуансоном 1 и центральной матрицей 6 образуется центральное кольцевое ребро 1 1 .
в да.пьне11шем djopMijEaniie кот; го изделия осуи:ествлястся aHa.4iii описанному.
Формовка в заготовке С)ДПи«)с-1 двух кольцевых ребер и поочо.редг их распранлеяие Б процессе пол;/: полого изделия с: противодав:1енп(: жидкости обеспечивает отсутс-; ;.-я: терь устоГгчивости загсггоькл и маций утонения в стенке изделия, результате чего повышается качес изделия.
Формула и 3 о о р е е : . i я
Способ вытяжки изделии, ча -;-15
ЛЮЧаЮЩИЙСЯ в том, что листовую ЧсТ Птовку размеошют на рабоче поверхности, заполненной жидко1 1 (. ;i л-.а-/- рицы, фланец re фиксируют пчс-.-илс т;-;;
ii,i-., ооразу; : Г; к.:и.нос ivo:;}.:), - I pt opo, котор ч затем раз1 :1аживан)т I леиствпем , iiyaiicH . j .чаживаюше , и;;., -:( нта ,i л К iii и и с я -ем, :-г,Ч еиия к чегт; ;:
и
л 11 - , что, с целью при изг отов. 1ен1 И
5
ичоских излел ; зл счс Т исключетки ряжении Б опасном сечени и, од- ременно с це}1тра:11 ным кольцевым ром формирук Т 11е}М1ферииное, при- аК цее к концевому плоскому участ- заготовки, затем оба ребра г:ооче- i; разглаживают начиная с перифе- .(.)го с сохраь ением формы централь- ; кольневогс-. ребра за счет торц)- ч лодпора ct стороны прижи а и :;;Ч1ия жидкости со стороны aтpицы, }:о:П1,е вытяжки центральное кольце pt 6po раС11;1авляи:т пуансоном.
фиг f
cpu.Z
Фиг.З
-(---
Редактор Л. Ичолинская
Составите: :, Н, Слепцова
Техред И.Поиович oppeKTi p .1. Носкил
Заказ 2897/9Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и (.ткры г-ий 113035, Москва, Ж-35, Рауи|ская ;а(:. , д, 4/5
Производственно-полиграфическс1е предпрьятио, г, Ужгчя)од, ул. Ир н ктпая, 4
фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |
| Способ штамповки днищ | 1990 |
|
SU1804933A1 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| Способ вытяжки полых изделий | 1981 |
|
SU997915A1 |
| Способ изготовления полых изделий и устройство для его осуществления | 1981 |
|
SU1003968A1 |
| Способ изготовления полого изделия | 1975 |
|
SU588042A1 |
| Способ изготовления оболочки и устройство для его осуществления | 1985 |
|
SU1609438A3 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |