Изобретение относится к обработке металлов давлением, а именно к устройствам для глубокой вытяжки изделий из , листового металла; и может быть использовано в отраслях машиностроения, , где требуется изготавливать полые детали с большой относительной глубиной.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для глубокой Q вытяжки с торцовым подпором фланца заготовки, содержащее матрицу, пуансон, кондентрично расположенные относительно него центральный прижим и периферийный пригасим в виде стакана, а также эластич- j ное кольцо 1 .
Однако процесс шгампрвки труднопефор- мируемых материалов с помоп&ю известногчэ устройства затруднен из-рза недостаточной величины поваркностного под- jn пора со стороны эластичного кольца. Кроме того, в процессе выгяжки-свертки происходит утолщение фгшнца заготовки, что также препятствует формообразованию труцнодеформируемых материалов , 25 , Цель изобретения - обеспечение возмЬжносги вытяжки из груцнодеформируемык сплавов.
Для достижения указанной дели в стройстве для глубокой вытяжки с торпо-. ым подпором фланца заготовки, содержаем матрицу, пуансон, концентрично расоложенные относительно него центральный рижим и периферийный прижим в виде -гакана, а также эластичное кольцо, ентральный прижим выполнен в виде35
ольца, установленного в полости периферийного прижима с возможностью от осительного осевого перемещения и образования полости между донной частью периферийного прижима и нерабочим торцом центрального прижима, периферийный прюким выполнен с кольцевой полостью, заполненной жищсостью под регулируемым давлением и сообщенной с полостью между центральным -и периферийным прижимами, а эластичное кольцо установлено под торцом последнего.
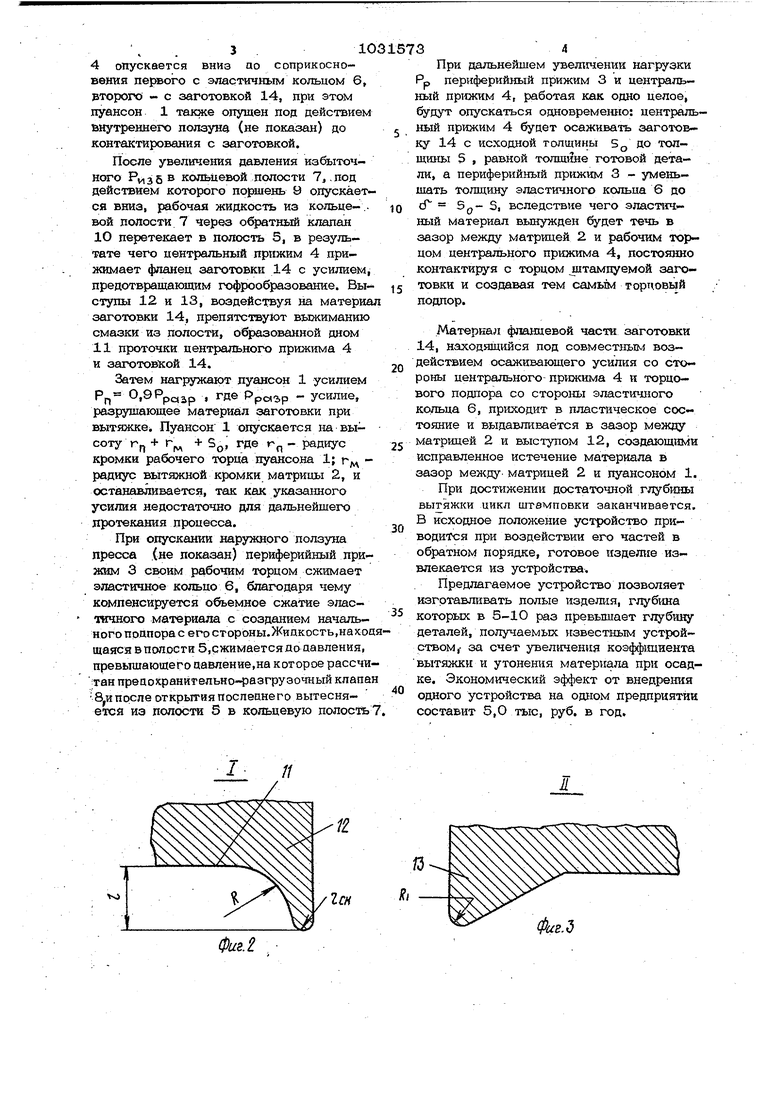
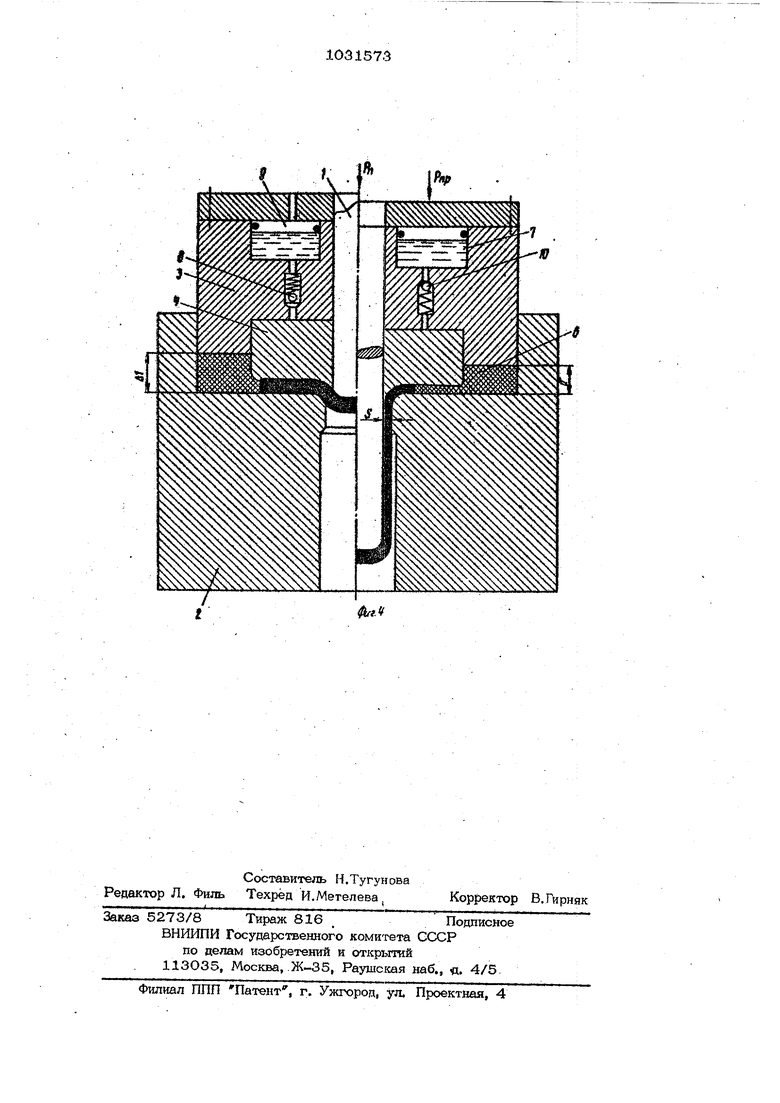
На фиг. 1 представлено устройство, продольный разрез (слева от оси симмет рии показано исходное положение, спра- 50 ва - положение устройства в момент, когда пуансон опустился на лекоторую высоту); на фиг. 2 - узел I на фиг. 1; на. фиг. 3 - узел W на фиг. 1; на фиг. 4 устройство, продольный разрез (слева 55 отоси симм етрии показано положение устройства, когда периферийный прюким опушен и эластичное кольцо предварительно сжато, cпpaвa-пpo reжyтoчный момент выгяжки, когда центральный и переферийный прижимы опускаются оановреманно),
Устройство содержит пуансон 1, матрицу 2, концентрично расположенные относительно пуансона периферийный прижим 3 в виде стакана и центральный прижим. 4, выполненный в виде кольца, установленного в полости периферийного прижима с возможностью относительного осевого перемещения и образования полости 5 между донной частью периферийного прижима и нерабочим торцом центрального прижима, эластичное кольцо 6, установленное под торцом периферийного прижима, имеющее толщину, превышающую исходную толщину штампуемой заготовки S, . Периферийный приж;им 3 на нерабочем торце вьтолнен с кольцевой полостью 7, заполненной жидкостью под регулируемым давлением, сообщенной посредством предохранительно-разгрузочного клапана 8 с полостью 5 и содержащей плавающий поршень 9, при этом кольцевая полость 7 соединена с полостью 5 при помощи обратного клапана 10. На нерабочем торце центрального прижима вьшoлнejfIa кольцевая проточка глубиной Е ,ано 11 которой сопрягается с рабочим торцом в центральной части по радиусу R , превышающему вытяжной радиус матрицы 2г на величину зазора между цилиндрическими поверхностями матрицы и пуансона, т. е. , на толщину стенки готового изделия, благодаря чему в центральной части образу - етхзя выступ 12, вершина которого имеет радиус j. равный 0,1-0,3 мм (для по-вьпиения стойкости). Выступ 13, образованный в периферийной части центрального прижима 4, сопрягается с дном 11 проточки по конической поверхности с углом об, равным 1О-15° . Сопряжение выступа 13с боковой поверхностью центральHoro прижима 4 выполнено по радиусу R .
. Эластично е кольцо вьшолнено с TOJ-одиной, превьш1ающей толщину штампуемой заготовки (для того, чТобы компенсировать объемное сжатие эластичного материала) и равной 1,5-2,0 ,,5,
Устройстроработает следующим образом.
На матрицу 2, закрепленную на столе пресса двойного действия (не показано), устанавливают заготовку 14 толщиной S(j и диаметром lugW эластичное кольцо. од действием наружного ползуна ресса (не показан) периферийный рижим 3 с . центральным прижимом 4 опускается вниз ао соприкосновения первого с эластичным кольцом 6, второго - с заготовкой 14, при этом пуансон 1 также опущен под действием внутреннего ползуна (не показан) до контактирования с заготовкой. После увеличения давления избыточного РИЗ5 в кольцевой полости 7, .под действием которого поршень 9 опускает ся вниз, рабочая жидкость из кольце-. вой полости 7 через обратный клапан 10перетекает в полость 5, в результате чего центральный прижим 4 прижимает фланец заготовки 14 с усилием предотвращающим гофрообразование. Выступы 12 и 13, воздействуя на материа заготовки 14, препятствуют выжиманию смазки из полости, образованной дном 11проточки центрального прижима 4 и заготовкой 14. Затем нагружают пуансон 1 усилием РП OfSPpasp I где Ppoiap - усилие, разрушающее материал заготовки при вытяжке Пуансон 1 опускается ца высоту г f, + г SQ- Де г - радиус кромки рабочего торца пуансона 1; г радиус вытяжной кромки матрицы 2, и останавливается, так как указа1Шого усилия недостаточно для дальнейшего протекания процесса. При опускании наружного ползуна пресса (не показан) периферийный прижим 3 своим рабочим торцом сжимает эластичное кольцо 6, благодаря чему компенсируется объемное сжатие эластичного материала с созданием начального подпора с его стороны.Жидкость,нахо щаяся в полости 5,сжимается до давления, превышающего давление.на которое рассчи тан предохранйгельно-разгруаочный клапа 8,и после открытия последнего вытесняется из полости 5 в кольцевую полосВь 1 3 При дальнейшем увеличении Рр периферийный прижим 3 и центральный прижим 4, работая как одно целое, дут опускаться одновременно: центральный прижим 4 будет осаживать загоачэвку 14 с исходной толщины Sg до толщины 5 , равной толщине готовой детали, а периферийный прижим 3 - уменьшать толщину эластичного кольца 6 до сГ 5р- S, вследствие чего эластичный материал вынужден будет течь в зазор между матрицей 2 и рабочим торцом центрального прижима 4, постоянно контактируя с торцом нтампуемой заготовки и создавая тем самьгм гориовь й подпор. .Материал фланцевой части заготовки 14, находящийся под совместным воздействием осаживающего усилия со стороны центрального- пррокима 4 и торцового подпора со стороны эласти -шого кольца 6, приходит в пластическое состояние и выдавливается в зазор между матрицей 2 и выступом 12, создающими исправленное истечение материала в зазор между- матрицей 2 и пуансоном 1. При достижении достаточной глубины вытяжки цикл штамповки заканчивается. В исходное положение устройство приводится при воздействии его частей в обратном порядке, готовое изделие извлекается из устройства. Предлагаемое устройство позволяет изготавливать полые изделия, глубина которых в 5-1О раз превышает глубину деталей, получаемых известньли устройством,- за счет увеличения коэфс{)ициента вытяжки и утонения материала при осадке. Экономический эффект от внедрения одного устройства на одном предприятии составит 5,0 тыс, руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Устройство для глубокой вытяжки полых деталей | 1978 |
|
SU776713A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для вытяжки ступенчатыхдЕТАлЕй | 1979 |
|
SU841713A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU937080A1 |
| Устройство для вытяжки | 1982 |
|
SU1098615A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ с торцовым подпором флшша заготовки, содержащее матрицу, пуансон, концентрично расположенные относительно него центральный прижим и периферийный прижим в виде стакана, а также эластичное кольцо, от ли чающееся тем,. что, с целью обеспечения возможности вытяжки из труднодеформируецых сплавов, центральный прижим выполнен в виде кольца, установленного в полости периферийного прижима с возможностью относительного осевого перемещения и образования полости между донной частью периферийного прижима и нерабочим торцом центрального пр1етсима, периферийный прижим выполнен с кольцевой полостью, заполненной жидкостью под регулируемым давлением и сооба енной с полостью межпу центральным и периферийным прижи- мами, а эластичное .кольцо установлено под торцом последнего. (Л to ел v| со Фа.}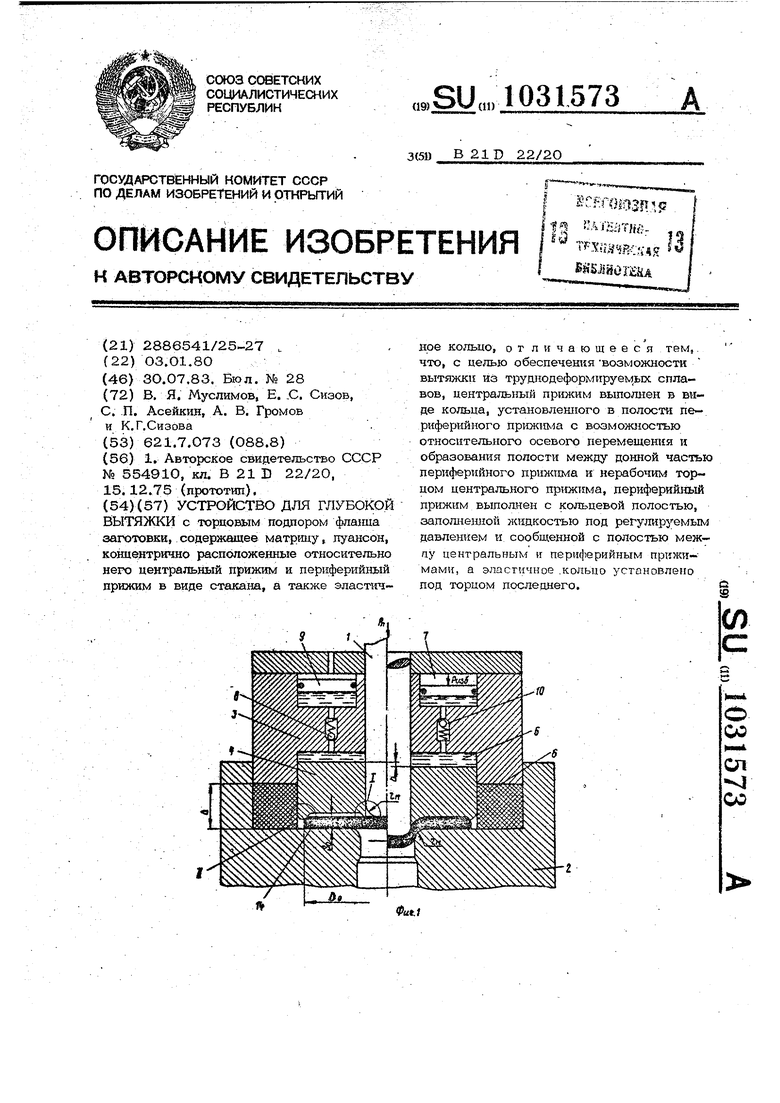
/f
VO
Фиг. 2
Я
да
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для глубокой вытяжки изделий из листовых заготовок | 1975 |
|
SU554910A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
