Изобретение относится к способам обработки труб давлением и предназначено преимущественно для изготовления аппаратов энергетического машиностроения с целью получения соединений,j обладающих одновременно высоким сцеплением и плотностью.
Цель изобретения - повышение качества соединения.
На фиг, 1 схематично показано сое- ю трубе диаметром lAx-1,2 из стали динение трубной решетки и трубы до 1Х18Н10Т с шагом 1,2 мм и на внутрен- проведения раздачи, разрез; на фиг,2- ней поверхности элемента трубной ре- то же, после проведения раздачи.
На внутренней поверхности отверстия трубной решетки 1 и на внешней no-is сования на глубину 55 мм, однако ее верхности трубы 2 выполняют кольцевые можно выполнять любым иным известным канавки. Канавки могут быть нанесены способом, любым известным способом, например Сравнительный анализ показал, что
100%-ная герметичность соединения 20 достигается при давлении раздачи 2500 атм, тогда как образцы без канавок текут в 20% случаев при раздаче давлением 3000 атм и в 6,5% случаев при давлении 3500 атм, 25 Предлагаемый способ можно использовать также для неразъемного крепле- 1 7ния любых трубчатых изделий в отверсвому. При частичном совпадении вершин и впадин прочность соединения несколько уменьшается, но увеличивается его герметичность,
В лабораторных условиях проведена экспериментальная раздача труб в труб ных решетках с использованием кольцевых канавок с различными шагами.
Пример, Канавки выполняли на
шетки с шагом 1 мм на глубину 30 мм, Раздачу трубы проводили методом преснакаткой. Шаги канавок на трубе и в отверстии трубной решетки должны от- личать ;я друг от друга, при этом взаиморасположение большего и меньшего шагов на трубе или в отверстии не имеет значения. Шаги канавок должны удовлетворять соотношению
;t(hj- h)
h,- h
где h. - меньший шаг; hj - больший шаг; I - глубина соединения.
Разница в значениях шагов предполагает цикличность их соединения (фиг, 2), Приведенная формула отображает условия выполнения одного цикла
При совместной сборке и последующей деформации вне зависимости от взаиморасположения трубы и решетки происходит полное взаимовхождение нескольких выступов и впадин, частичное взаимовхождение для большего числа выступов и совпадение нескольких выступов своими вершинами,
В случае совпадения выступов своими вершинами происходит максимальная деформация, В месте совпадения выступов с углублениями происходит соединение, обеспечивающее максимальное усилие удержания, эквивалентное резьботрубе диаметром lAx-1,2 из стали 1Х18Н10Т с шагом 1,2 мм и на внутрен- ней поверхности элемента трубной ре-
вому. При частичном совпадении вершин и впадин прочность соединения несколько уменьшается, но увеличивается его герметичность,
В лабораторных условиях проведена экспериментальная раздача труб в трубных решетках с использованием кольцевых канавок с различными шагами.
Пример, Канавки выполняли на
трубе диаметром lAx-1,2 из стали 1Х18Н10Т с шагом 1,2 мм и на внутрен- ней поверхности элемента трубной ре-
сования на глубину 55 мм, однако ее можно выполнять любым иным известным способом, Сравнительный анализ показал, что
шетки с шагом 1 мм на глубину 30 мм, Раздачу трубы проводили методом прес30
тиях, например крепления их фланцев на патрубках.
Формула изобретения
Способ соединения трубы с трубной решеткой, заключающийся в том, что
на контактирующих поверхностях трубы и решетки изготавливают канавки с различными шагами, устанавливают трубу в отверстие трубной решетки, а затем совместно их раздают, о т л и чающийся тем, что, с целью повышения качества соединения, канавки выполняют кольцевыми, а их шаги удовлетворяют соотношению:
45
Khj- h)
h . h, ,
где h - меньший шаг; hj - больший шаг; - глубина соединения.
Составитель И. Капитонов Редактор Л. Пчолгинская Техред А.Кравчук
Подписное
Заказ 2898/10 . Тираж 732
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 1
фиг.г
Корректор Л. Пилипенко
Подписное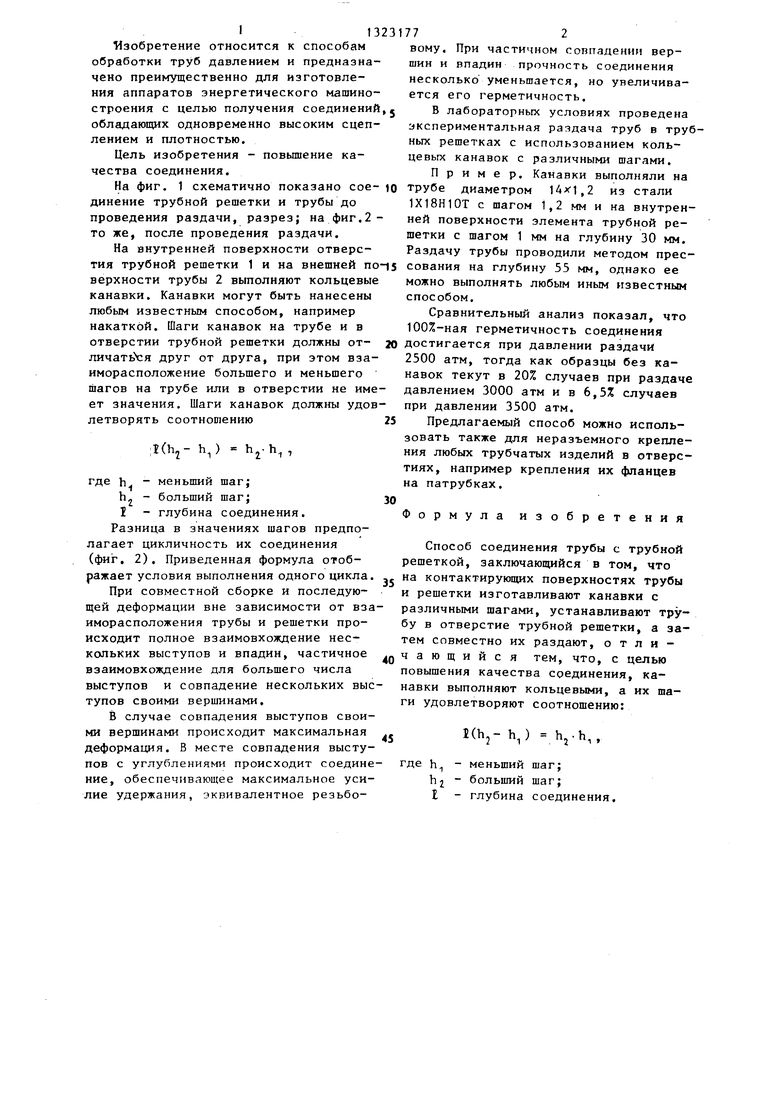
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2190492C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2170635C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2238165C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159689C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2162023C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2160647C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
Изобретение относится к области обработки труб давлением и предназначено преимущественно для изготовления аппаратов энергетического машиностроения, где необходимо получать соединения, обладающие одновременно высоким сцеплением и плотностью. Цель изобретения - повышение качества соединения. Для этого на внутренней поверхности трубной решетки 1 и на наружной поверхности трубы 2, устанавливаемой в решетку 1, выполняют канавки с разным шагом, а затем трубу 2 и трубную решетку 1 раздают совместно. Размеры шагов и глубина раздачи связаны приведенным соотношением. 2 ил. (Л СО ю оо ы сриг.1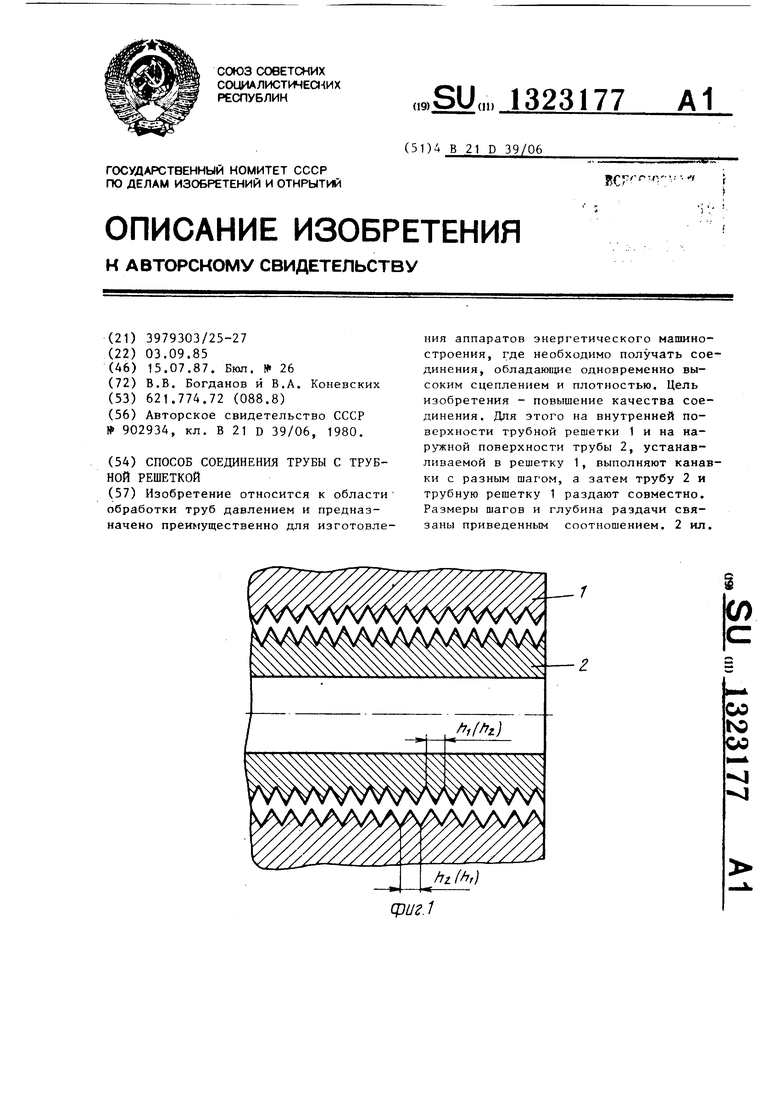
| Способ изготовления трубчатого соединения | 1980 |
|
SU902934A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
