)0
Изобретение относится к обработке металлов резанием, может быть использовано при определении оптимальных скоростей резания для изделий с повышенными требованиями к износостойкости обработанных поверхностей.
Целью изобретения являетсд повышение износостойкости обработанных поверхностей путем оптимизации скоростей резания с одновременным сокращением трудоемкости процесса.
На чертеже представлен график осуществления способа Кр f(V),, где V - текущее значение скорости резания; Кр - отношение исходной плотности дислокаций материала заготовки -к поверхностной плотности дислокаций после обработки.
Способ осуществляют следующим образом.
Определяют исходную плотность дислокаций поверхности заготовки и производят ее обработку резанием на двух заведомо низких и двух высоких скоростях резания при неизменных зна- 25 обеспечивает оптимизацию значений чениях глубины резания и. подачи.Затем скоростей резания, повышающих изно15
20
строят в логарифмической системе ко ординат два графика функциональной зависимости Кр f(V) для низких и высоких значений скоростей резания соответственно и в качестве оптимал ной назначают скорость, соответствующую точке пересечения графиков (для данного образца по предложенно му способу Vj,nr 0,65 м/с; по спосо бу, изложенному в прототипе, V 0,8 м/с).
Сопоставление предложенного способа определения скорости резания с традиционными показывает сокращение времени проведения процесса и повьшгение износостойкости обработанной на установленной скорости резания поверхности в 1,5 раза (скорость износа обработанной поверхности по предложенному способу ли 2,5х1СГ м/ч; по прототипу &} 3,5x10 м/ч).
Применение предложенного способа
определяют плотности дислокаций обработанных поверхностей, строят в логарифмической системе координат график функциональной зависимости Кр f(V), где V - текущее значение скорости резания; К р- отношение исходной . плотности дислокаций материала заготовки к поверхностной плотности дислокаций после обработки.
Для низких и высоких значений скоростей резания и в качестве оптимальной наз.начают скорость, соответствующую точке пересечения графиков. Пример. Образец из легиро- ванной стали с исходной плотностью дислокаций рксх- 0,Дх10 см обрабатывают на токарном станке на двух заведомо низких скоростях резания (V, 0,15 м/с; Vj 0,28 м/с) и двух высоких скоростях (Vj.1,22 м/с; V 1,56 м/с) при неизменных значениях глубины резания 1: 1,0 мм и подаче S 0,15 мм/об.,
Затем на рентгеновском дифракто- метре определяют значения поверхностной плотности дислокаций после об
,-2
повышения износостойкости обработ ных поверхностей путем оптимизаци скоростей резания с одновременным сокращением трудоемкости процесса производят резание на низких и вы ких скоростях для двух точек, соо ветствующих низким, и двух точек, соответствующих высоким скоростям резания, определяют отношение (К исходной плотности дислокаций мат ала заготовки к поверхностной пло ности дислокаций после обработки, строят в логарифмической системе координат два графика Кр f(V), где V - текущее значение скорост
работки для каждой из скоростей V 0,15 м/с; р 0,6x10 см
V О 28 м/с 9x10 °см 2; 55 Резания, и в качестве оптимальной -- - - 1 л л -, . назначают скорость, соответствующую точке пересечения графиков.
V, 1,22 м/с; fj 0,8x10 см V4 1,56 м/с; f 1, см0
5 обеспечивает оптимизацию значений скоростей резания, повышающих изно15
0
строят в логарифмической системе координат два графика функциональной зависимости Кр f(V) для низких и высоких значений скоростей резания соответственно и в качестве оптимальной назначают скорость, соответствующую точке пересечения графиков (для данного образца по предложенному способу Vj,nr 0,65 м/с; по способу, изложенному в прототипе, V 0,8 м/с).
Сопоставление предложенного способа определения скорости резания с традиционными показывает сокращение времени проведения процесса и повьшгение износостойкости обработанной на установленной скорости резания поверхности в 1,5 раза (скорость износа обработанной поверхности по предложенному способу ли 2,5х1СГ м/ч; по прототипу &} 3,5x10 м/ч).
Применение предложенного способа
состойкость обрабатываемых поверхностей с одновременным сокращением трудоемкости процесса.
Формула изобретения
Способ определения оптимальной скорости резания, включающий по ре- зультатам стандартных испытаний установление функциональной зависимости между величиной выбранного параметра и скорости резания, отличающийся тем, что, с целью
повышения износостойкости обработанных поверхностей путем оптимизации скоростей резания с одновременным сокращением трудоемкости процесса, производят резание на низких и высо- ких скоростях для двух точек, соответствующих низким, и двух точек, соответствующих высоким скоростям резания, определяют отношение (К) исходной плотности дислокаций материала заготовки к поверхностной плотности дислокаций после обработки, строят в логарифмической системе координат два графика Кр f(V), где V - текущее значение скорости
а
U2 0.3 QM 0.5 Уолт Ю 15 У, м/с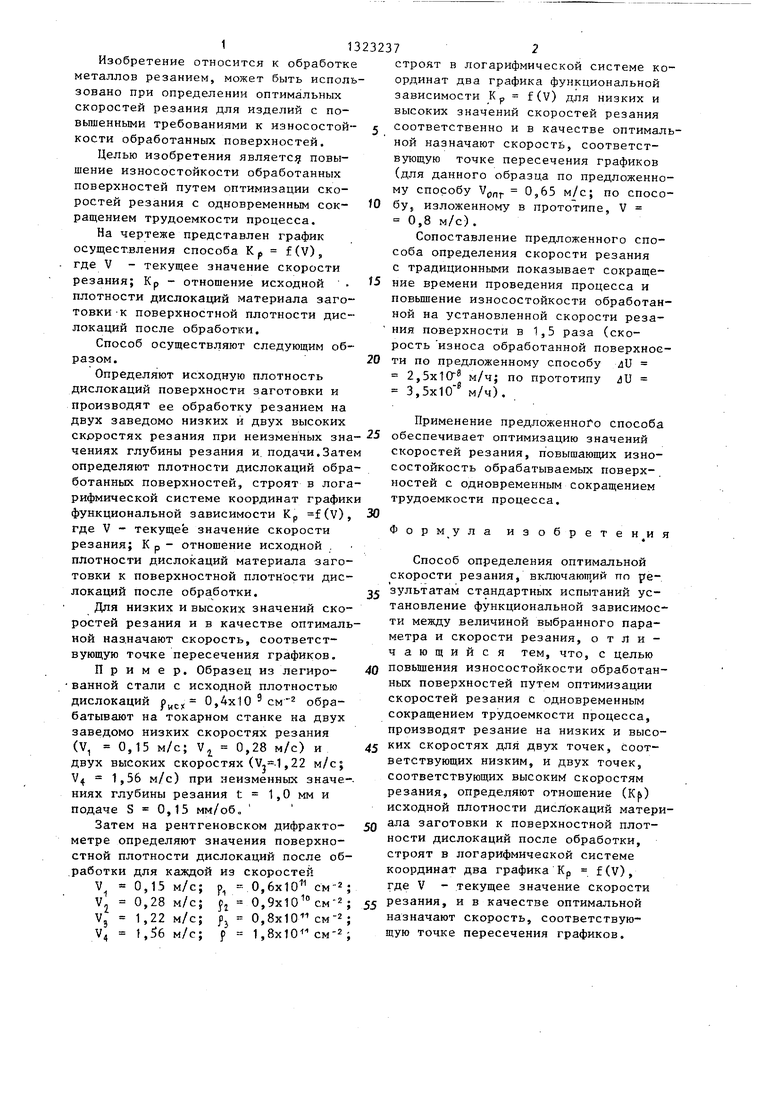
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимального значения усилия обкатки при поверхностном пластическом деформировании | 1988 |
|
SU1611712A1 |
| Способ выбора вида механической обработки деталей | 1988 |
|
SU1683867A1 |
| Способ определения допустимой подачи при токарной обработке | 1986 |
|
SU1386373A1 |
| Способ определения оптимальной скорости резания | 1990 |
|
SU1748956A1 |
| Способ управления обработкой резанием детали | 1991 |
|
SU1754331A1 |
| Способ определения обрабатываемости материалов резанием | 1983 |
|
SU1089482A1 |
| МНОГОСЛОЙНО-КОМПОЗИЦИОННОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 1998 |
|
RU2198243C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2540444C2 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2016 |
|
RU2619801C1 |
Изобретение относится к области Обработки металлов резанием и может быть использовано при определении оптимальных скоростей резания для изделий с повышенными требованиями к износостойкости обработанных поверх ностей. Целью является повьшение износостойкости обработанных поверхностей путем оптимизации скоростей резания с одновременным сокращением трудоемкости процесса. Установление оптимальной скорости производят путем определения исходной плотности дислокаций поверхности заготовки и плотности дислокаций поверхностей, обработанных на двух низких и двух высоких скоростях резания при неизменных значениях глубины резания и подачи, с последукнцим построением в логарифмической системе координат двух графиков Кр - f(V) (где V - текущее значение скорости резания; Кр - отношение исходной плотности дислокаций материала заготовки к поверхностной плотности дислокаций после обработки) для низких и высоких значений скоростей соответственно и назначения в качестве оптимальной скорости, соответствующей точке пересечения графиков. 1 ил. S (/)
Редактор Н. Горват
Составитель В. ЗОЛОТОЕ
Техред л. Олейник Корректор А. Ильин
Заказ 2905/13 Тираж ,975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № 7700661, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
