Изобретение относится к сварочному производству и может быть использовано для дуговой сварки плавящимся электродом, подаваемым в зону сварки по длинному направляющему шлангу.
Целью изобретения является повышение надежности зажигания дуги при подаче электродной проволоки по длинному шлангу путем отрыва конца прово-fO pa 2 через дроссель 8 в атмосферу.
локи от изделия и удаления капли электродного металла при гашении дуги.
На фиг. I схематически изображено устройство для зажигания дуги в положении, когда сжатый воздух не подан в пневмоцилиндр и поршень находится в нижнем положении; на фиг. 2 - то же, при подаче воздуха и верхнем расположении поршня.
На сварочной горелке 1 установлен пневмоцилиндр 2 с полым поршнем 3. В исходном положении поршень удер- живается пружиной А. К поршню соосДросселирование воздуха в этом направлении приводит к медленному опусканию поршня 3 под действием пружины 4 в исходное положение со скоростью
15 (Vnop Vjjij ). Абсолютная скорость сварочной проволоки 10 в горелке 1 в этом случае равна 4i.fip Vnop и значительно превышает ,„,, Это не Вызывает нарушения горения дуги, а
20 даже способствует лучшему провару начала шва.
При гашении дуги (фиг. 2) останав- ливается сварочная проволока ( м и отключается сварочное напряжение
но подсоединен направляющий шланг 5, (). Блок 9 управления вырабаты- служащий для подачи сварочной прово- вает сигнал на включение пневмоклапа- локи от подающего механизма 6 в зону на 7. Поршень 3 перемещается вверх горения дуги через горелку I к изде- под действием сжатого воздуха, свободно проходящего через дроссель 8. Аб- 30 солютная скорость перемещения проволоки в этом случае равна скорости подъема поршня 3, „0 «Происхо- дит резкое изменение направления движения электродной проволоки, что 35 вызывает сброс остаточной капли рас-: плавленного металла,обычно образуюлию. К пневмоцилиндру 2 подсоединен пневмоклапан 7 с дросселем 8. Работой пневмоклапана управляет блок 9 с датчиками тока и напряжения дуги.
Устройство работает следующим образом.
Сварочная проволока 10 подающим механизмом 6 перемещается со скоростью YH „р по шлангу 5 через полый поршень 3 и горелку 1 до касания с изделием 11. При этом к горелке 1 и изделию 11 подведено .сварочное напряжение. Момент касания определяется по сигналу с блока 9 управления (напряжение дуги ,,сварочный ток Ij.. Блок управления включает пнев- дуги.
моклапан 7. Воздух наполняет ци- Использование предлагаемого уст3
тдейся на конце проволоки. Через Некоторое время, отсчитываемое блоком 9 управления, отключается пневмокла- 40 пан, воздух стравливается в атмосферу, поршень занимает исходное (нижнее) положение. Заостренный конец электродной проволоки (после сброса капли) облегчает последующее зажигалиндр 2 и перемещает поршень 3 со скоростью Vp5p , сжимая пружину 4, в верхнее крайнее положение. В направлении к пневмоцилиндру через дроссель проходит свсзбодно. Скорость У„ несколько больше скорости V „ . В этом случае абсолютная скорость перемещения конца проволоки в горелке 1, которая складывается из двух взаимно противоположных относительных скоростей Vj,j, н V , равна абс nof Vn.ip и направлена от изделия. За время хода поршня 3 из нижройства обеспечивает более надежное зажигание дуги при подаче проволоки по длинному шлангу, так как установ)0 ленный в непосредственной близости от дуги пневмоцилиндр значительно повьш1ает быстродействие устройства., в отношении отрыва электрода от изде., ЛИЯ и последующего реверсирования его
55 движения с рабочей скоростью.
Формула изобретения Устройство для зажигания дуги при сварке плавящимся электродом, содернего в верхнее крайнее положение (фиг, 2), конец электродной проволоки отрывается от изделия и со скоростью aSc перемещается вверх на расстояние, соответствующее длине дугового промежутка. Происходит зажигание дуги, регистрируемое блоком 9 управления (, 0) .Пневмоклапан 9 стравливает воздух из пневмоцилиндДросселирование воздуха в этом направлении приводит к медленному опусканию поршня 3 под действием пружины 4 в исходное положение со скоростью
(Vnop Vjjij ). Абсолютная скорость сварочной проволоки 10 в горелке 1 в этом случае равна 4i.fip Vnop и значительно превышает ,„,, Это не Вызывает нарушения горения дуги, а
даже способствует лучшему провару начала шва.
При гашении дуги (фиг. 2) останав- ливается сварочная проволока ( м и отключается сварочное напряжение
дуги.
тдейся на конце проволоки. Через Некоторое время, отсчитываемое блоком 9 управления, отключается пневмокла- пан, воздух стравливается в атмосферу, поршень занимает исходное (нижнее) положение. Заостренный конец электродной проволоки (после сброса капли) облегчает последующее зажигаройства обеспечивает более надежное зажигание дуги при подаче проволоки по длинному шлангу, так как установленный в непосредственной близости от дуги пневмоцилиндр значительно повьш1ает быстродействие устройства., в отношении отрыва электрода от изде., ЛИЯ и последующего реверсирования его
движения с рабочей скоростью.
Формула изобретения Устройство для зажигания дуги при сварке плавящимся электродом, содержащее сварочную горелку, механизм подачи проволоки с направляющим шлангом к блок управления, о тличаю- щ е е с я тем, что, с целью повышения надежности зажигания дуги при j подаче электродной проволоки по ДЛИНУ иому шлаигу путем о трыва конца проволоки от изделия и удаления остаточной капли электродного металла при
Составитель Г. Тютченкова Редактор Э. Слиган Техред И.Попович Корректор С. Шекмар
Заказ 2907/15 . Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предп11иятие, г. Ужгород, ул. Проектная,, .
j32874
гашении дуги, устройство снабжено установленным на корпусе горелки пневмоцилиндром с полым подпружиненным поршнем, соединенным с одной стороны со шлангом для подачи проволоки, а с другой - через пневмоклапаи с дросселем, при этом пневмоклапан соединен с блоком управления.
фи&.2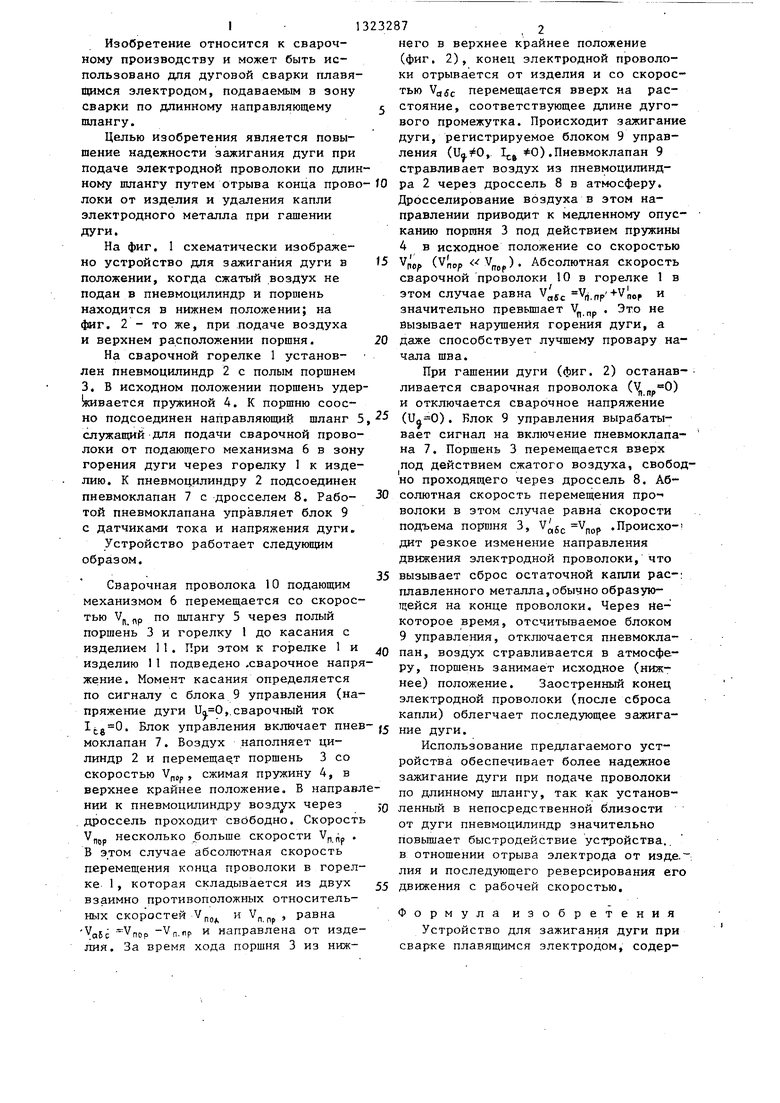
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки плавящимся электродом | 1990 |
|
SU1743752A1 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
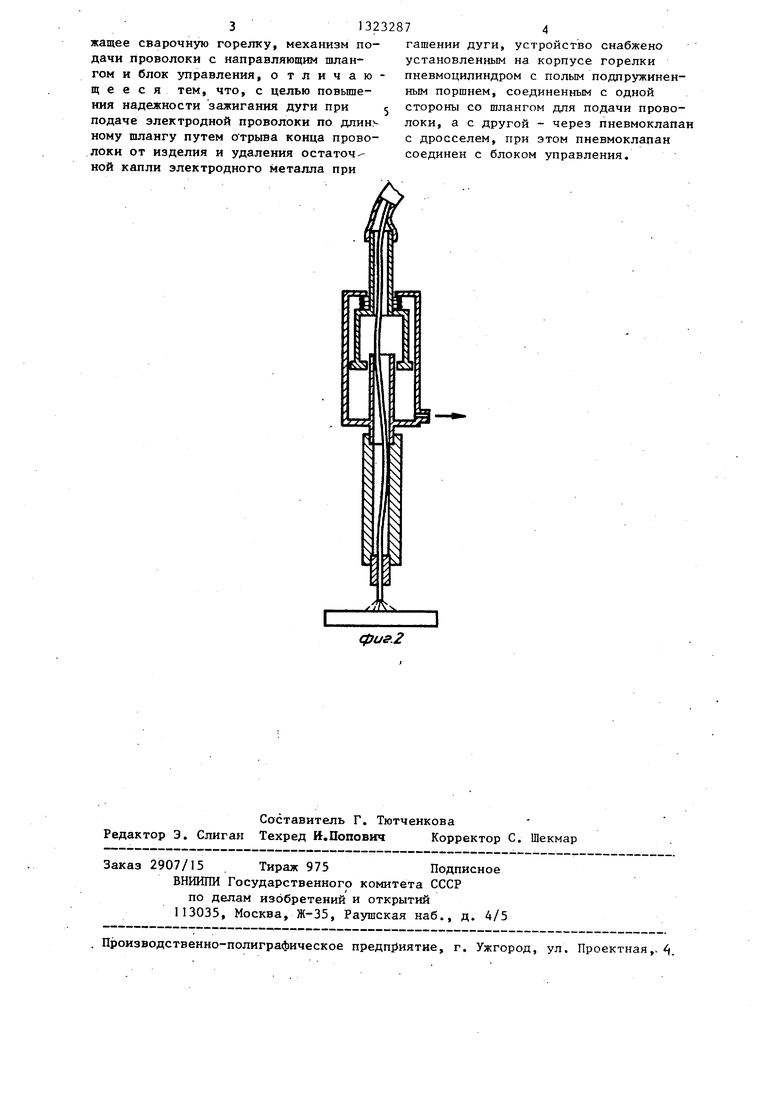
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки плавящимся злектродом, подаваемым в зону сварки по длинному направляющему шлангу. Цель изобретения - повышение надежности зажигания дуги при подаче электродной проволоки по длинному шлангу путем отрыва конца проволоки от изделия и удаления остаточной капли электродного металла при гашении дуги. Устройство содержит сварочную горелку 1, механизм 6 подачи проволоки, блок 9 управления, пневмоклапан 7 с дросселем 8 и пнёв- моцилиндр 2 с полым подпружиненным поршнем 3. Установка пневмоцилиндра, управляемого пневмоклапаном, на сварочной горелке, т.е. в непосредственной близости от зоны горения дуги, позволяет значительно повысить быстродействие устройства при отрьгое конца проволоки от изделия при зажигании дуги, а в момент гашения дуги - сбросить остаточную каплю электродного металла. 2 ил. о & W оо ГС 00 ю 00 fU9.t
| Патент ФРГ № 3151077, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
