MOM поштучной подачи неметаллических втулок (и) и выполнения механизма заправки в виде фланца (Ф) 6, способ- Hoi o перемещаться относительно полого корпуса 2, центрировать В и раздвигать ее внутреннюю поверхность посредством шарнирно установленных в нем лепестков (Л) 9. Механизмы поштучной подачи перемещают собираемые детали на позицию сборки. Включается привод толкателя 4, последний перемещает деталь 13;, которая, взаи1
Изобретение относится к механосборочному производству, в частности к устройствам для сборки запрессовкой деталей типа вала и неметаллических втулок.
Целью изобретения является повышение -производительности и качества сборки за счет сокращения времени вспомогательных операций и повыщения точности центрирования собираемых де Тсшей,
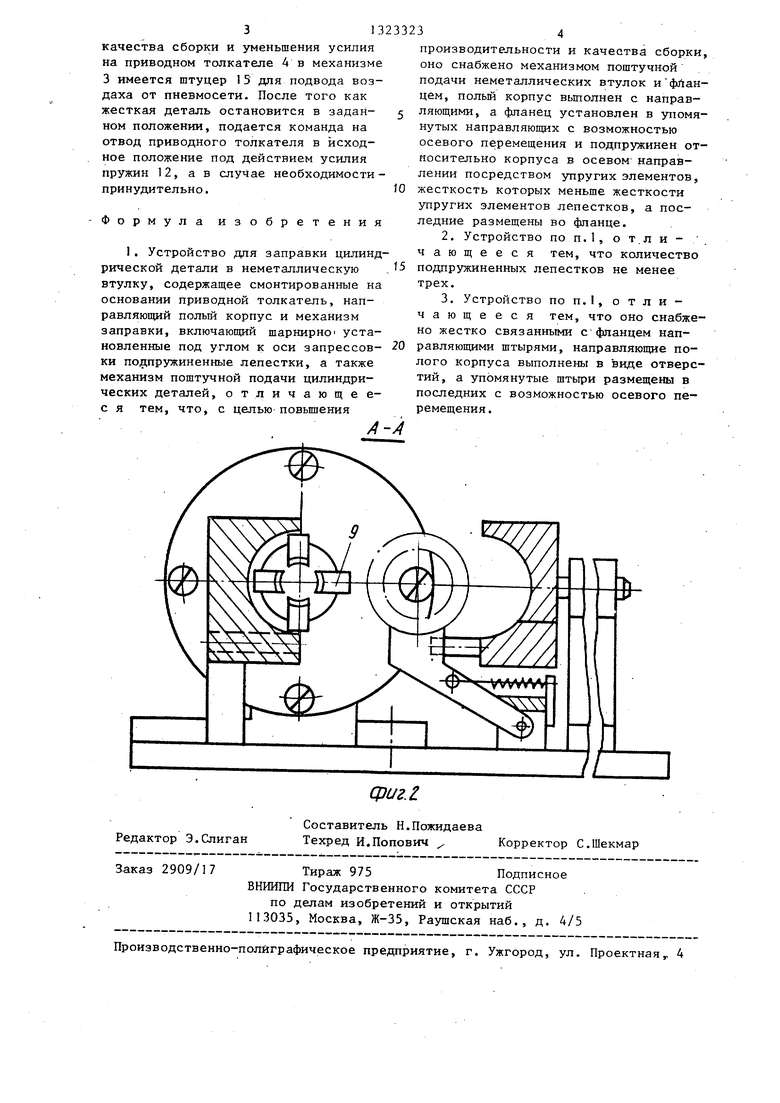
На фиг.1 схематически изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит основание 1, на котором смонтированы полый корпус 2 с механизмом поштучной подачи цилиндрических деталей типа вала, механизм 3 поштучной подачи неметаллических втулок и приводной толкатель 4, установленный в полом корпусе 2, Механизм 5 заправки установлен на полом корпусе 2 и содержит фланец 6 и крышку 7, закрепленные между собой винтами 8. В пазах фланца имеются пазы, в которые установлены лепестки 9, обладающие пружинными свойствами и имеющие возможность поворота в них они удерживаются в исходном положении пружинами 10, и их наруж ные концы образуют конус с наружным диаметром меньше внутреннего отверстия неметаллической втулки. Количество лепестков должно быть не меньше трех. .Длина конуса, образуемого наружными кон.цами лепестков, опр еделяется конструктивными особенностями собирае- мь1х деталей. В крышке 7 запрессованы направляющие штыри 1 1 , которые вхомодействуя с Л 9, жесткость упругих элементов которых больше жесткости упругих элементов 12 Ф 6, пер.емеща- ет последний до упора Л во В 14, которая при этом центрируется. После этого деталь 13, перемещаемая толкателем, раздвигает Л, облегчающие заправку, и запрессовывается до заданного положения. После отвода толкателя Ф 6 механизм заправки возвращается под действием пружин 12 в .исходное положение. 2з.п. ф-лы,2 ил.
0
5
0
0
5
дят в отверстия полого корпуса 2. Для удержание механизма 5 заправки в исходном положении установлены пружины 12. Для обеспечения качества сборки жесткой детали 13 с неметаллической втулкой 14 механизм 3 снабжен штуцером 15 для подвода воздуха от пневмосети.
Устройство работает следующим образом.
Из загрузоч1Л)1х бункеров детали попадают в рабочее положение механизмов 3 и 5. Подается команда на включение приводного толкателя 4, который захватывает одну цилиндрическую жесткую деталь 13, которая при движении входит во внутренний конус ле- . пестков 9 механизма 5 заправки и перемещает его до контакта лепесткового конуса с внутренним отверстием неметаллической втулки 14, например, оболочки из твердой -резины.
До контакта лепесткового конуса с внутренним отверстием твердой немг- таллической оболочки жесткая деталь 13 не может раздвинуть лепестковьй конус, так как усилие пружин 10 и жесткость лепестков 9 больше усилия пружин 12 и трения от скольжения нап- равляюшкх штырей в.отверстиях, по которым перемещается средств.о 5 для заправки..
После контакта лeпecткoвoVo конуса с внутренним отверстием неметаллической втулки 14 механизм 5 заправки останавливается, а жесткая деталь 13 под действием усилия приводного толкателя 4 начинает перемещаться по лепестковому конусу. Для обеспечения
качества сборки и уменьшения усилия на приводном толкателе 4 в механизме 3 имеется штуцер 15 для подвода воз- даха от пневмосети. После того как жесткая деталь остановится в заданном положении, подается команда на отвод приводного толкателя в исходное положение под действием усилия пружин 12, а в случае необходимости- принудительно.
Формул а
изобретения
1. Устройство для заправки цилиндрической детали в неметаллическую втулку, содержащее смонтированные на основании приводной толкатель, направляющий полый корпус и механизм заправки, включающий шарнирноi установленные под углом к оси запрессовки портружиненные лепестки, а также механизм поштучной подачи цилиндрических деталей, отличающее- с я тем, что, с целью повышения
производительности и качества сборки, оно снабжено механизмом поштучной подачи неметаллических втулок и фЛан- цем, польш корпус вьтолнен с направляющими, а фланец установлен в упомянутых направляющих с возможностью осевого перемещения и подпружинен относительно корпуса в осевом направлении посредством упругих элементов,
жесткость которых меньше жесткости упругих элементов лепестков, а последние размещены во фпанце.
2.Устройство по п.1, о т.л и - . чающееся тем, что количество
подпружиненных лепестков не менее трех.
3,Устройство по п.I, отличающееся тем, что оно снабжено жестко связанными с фланцем каправляюшлми штырями, направляющие полого корпуса выполнены в виде отверстий, а упомянутые штыри размещены в последних с возможностью осевого перемещения.
Редактор Э.Слиган
Составитель Н.Пожидаева
Техред И.Попович Корректор С.Шекмар
З.аказ 2909/17
Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,, 4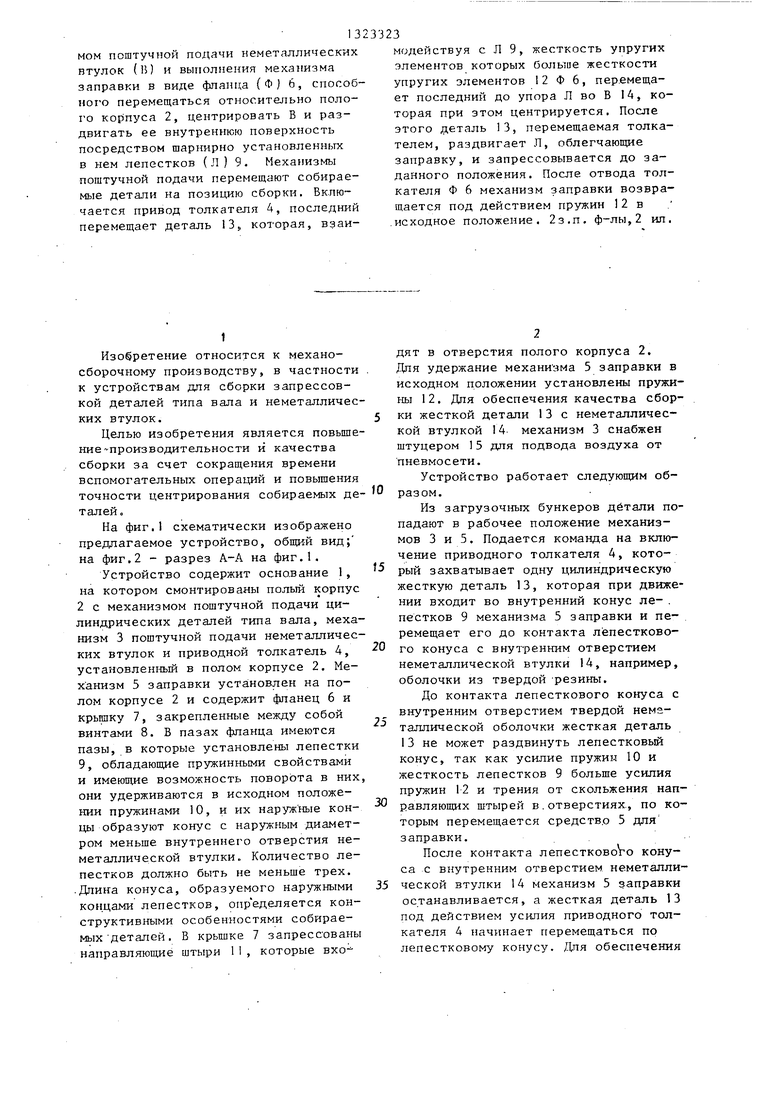
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки трубчатых теплообменников | 1987 |
|
SU1473935A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Многоконтактное подключающее устройство | 1984 |
|
SU1226696A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| Устройство для запрессовки втулок с боковым отверстием в поворотные кулаки автомобилей | 1987 |
|
SU1532271A1 |
| Устройство для сборки деталей | 1982 |
|
SU1049229A2 |
| Устройство для крепления бобин | 1987 |
|
SU1481172A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2002 |
|
RU2244355C2 |
Изобретение относится к механосборочному производству, в частности к устройствам для заправки цилиндрической детали в неметаллическую втулку. Изобретение позволяет повысить производительность и качество сборки путем снабжения устройства механиз лИИЧ САЭ 05 ОЭ 5 САЭ
| Способ получения серы из сернистых руд | 1934 |
|
SU42987A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
