сд
со to to
Изобретение относится к механосборочному производству, в частности к оборудованию для сборки деталей типа разрезных втулок с другими деталями, например с поворотным кулаком автомобиля «КАМАЗ.
Целью изобретения является повышение надежности работы и качества сборки за счет обеспечения предварительной ориентации поворотного кулака, повышения точности ориентирования запрессовываемых втулок и исключения перепрессовки втулок.
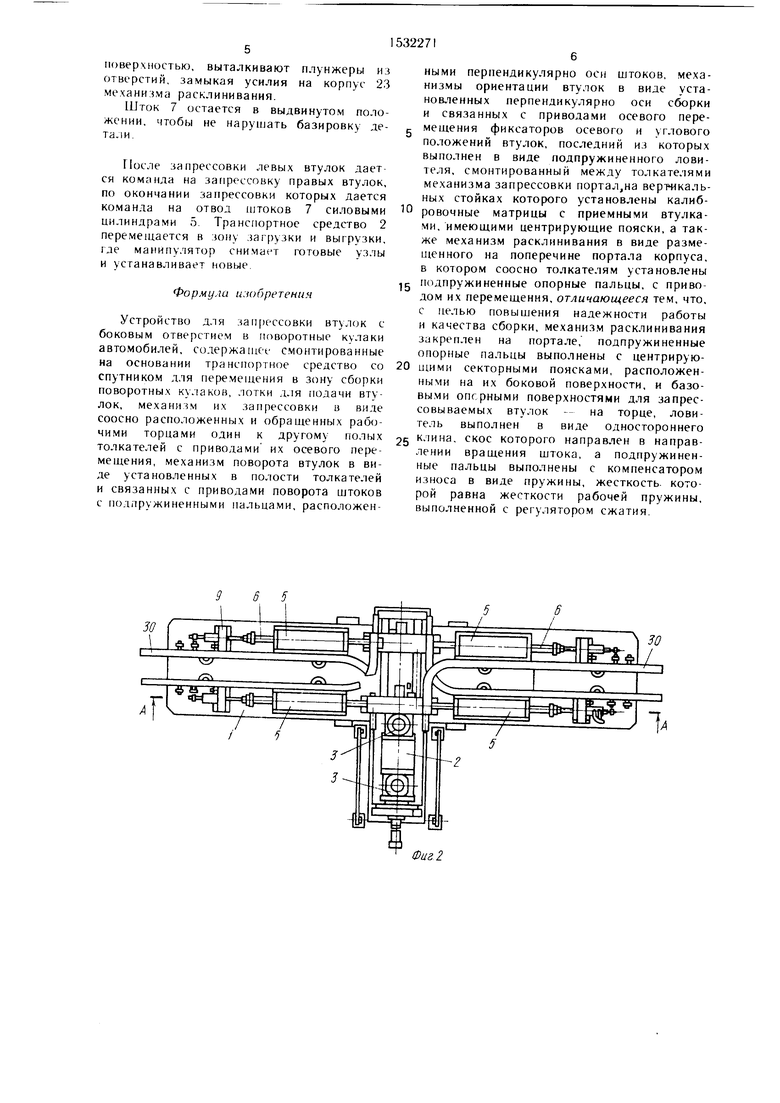
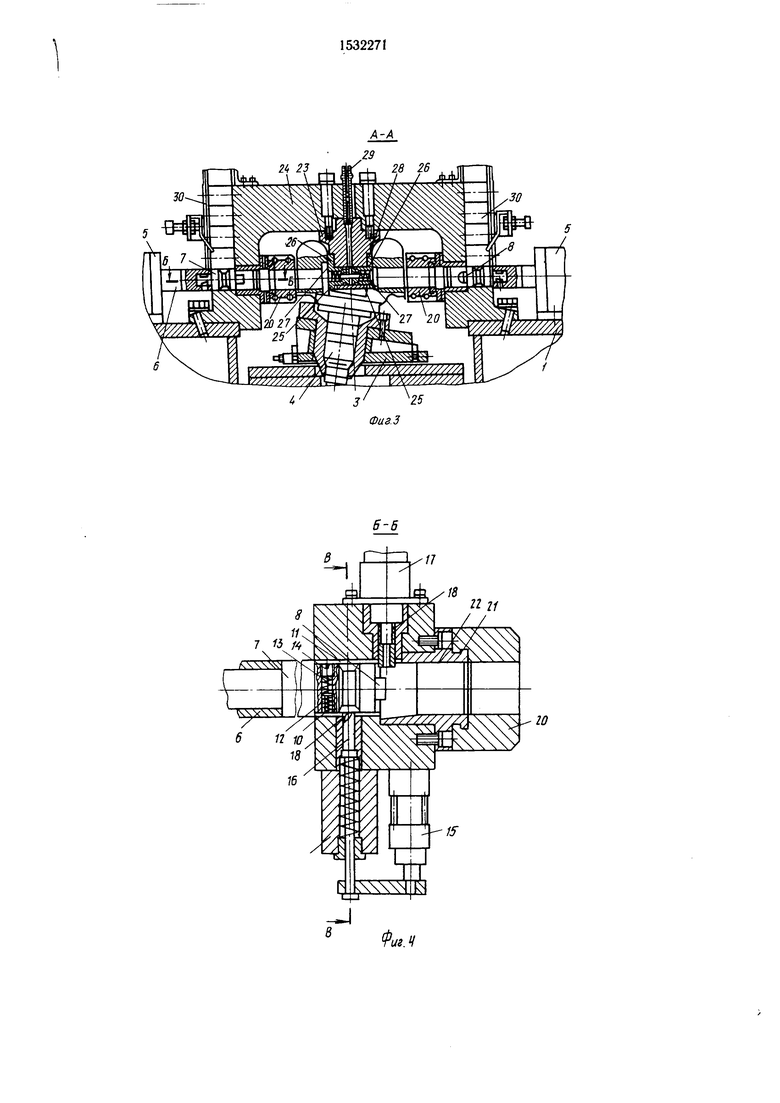
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же. вид в плане; на фиг. 3 - разрез А - А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 разрез В-В на фиг. 4.
Устройство для запессовки втулок с боковым отверстием в поворотные кулаки автомобилей содержит основание 1 с установленными на нем транспортным средством 2 со спутником 3 для перемещения поворотного кулака 4, а также механизм запрессовки в виде двух силовых цилиндров 5 с полыми толкателями 6, внутри которых размещены штоки 7 с кулачками 8, связанные через редукторы 9 с приводом вращения. Штоки 7 оснащены подпружиненными пальцами 10 для вращения запрессовываемых втулок 11.
Для увеличения срока службы пальцев 10 предназначены компенсаторы износа в виде пружины 12, жесткость которой равна жесткости рабочей пружины 13, выполненной с регулятором сжатия в виде внпта 14.
Устройство оснащено механизмом ориентации втулок И, выполненным в виде установленного перпендикулярно оси сборки и связанного с силовым цилиндром 15 фиксатора углового положения втулок в виде подпружиненного ловителя 16 и соединенного с силовым цилиндром 17 фиксатора 18 осевого положения втулки. иПо- витель 16 выполнен в виде одностороннего клина, скос 19 которого направлен в направлении вращения штоков 7.
Для калибровки втулок предназначены калибровочные матрицы 20, выполненные разрядными для ускорения процесса разборки при заклинивании втулки. Калибровочная матрица установлена на приемной втулке 21, имеющей центрирующий поясок 22.
Устройство включает механизм расклинивания в виде корпуса 23, закрепленного на портале 24, установленном на основании 1, и подпружиненных опорных пальцев, выполненных в виде плунжеров 25 с центрирующими секторными поясками 26, обеспечивающими точное центрирование поворотного кулака 4.
Центрирующие секторные пояски 26 кон- центричны оси плунжеров 25, а их тор10
цы 27 являются базовыми поверхностями при запрессовке втулок.
Механизм расклинивания предназначен для предварительной ориентации поворотного кулака 4 с погрешностью 0,5 мм для восприятия осевых нагрузок фланцами 28 и торцами 27 секторных поясков 26 и снабжен собственным гидроприводом 29, что позволяет создать необходимые усилия при введении секторов в проушину кулака 4
Для подачи втулок в зону сборки предназначены лотки 30.
Устройство работает следующим образом.
Лотки 30 загружают втулками 11, портальным манипулятором устанавливают 5 в гнездо спутника 3 два поворотных кулака 4, которые затем транспортным средством 2 подаются к силовым цилиндрам 5.
Во время подачи поворотного кулака 4 с помощью .механизма расклинивания проис- 0 ходит его предварительная ориентация с пог- рещностью 0,5 мм. Транспортное средство 2 при подаче поворотного кулака 4 обеспечивает приблизительную ориентацию осей отверстий под запрессовываемые втулки 5 11 относительно осей отверстий калибровочных матриц 20. Дается команда механизму расклинивания, срабатывает гидропривод 29, плунжеры 25 выдвигаются и своими секторными поясками 26 входят в отверстия поворотного кулака 4, проис- 0 ходит точное базирование отверстий под запрессовываемые втулки 1 I относительно осей отверстий калибровочных матриц 20.
Одновременно силовыми цилиндрами 5 перемещаются штоки 7, которые захватывают втулку 11 из лотков 30 и перемещают до фиксатора 18 осевого положения втулки. Силовой цилиндр 15 освобождает ловитель 16, который упирается во втулку 1 1. Одновременно включаются редукторы 9 и вращают штоки 7, которые с помощью подпружиненного пальца 10 захватывают втулку Т1 и вращают ее до тех пор, пока подпружиненный ловитель 16 не западает в боковое отверстие запрессовываемой втулки 11. Благодаря одностороннему клину ловителя 16, направленному по ходу вращения втулки 11, ловитель западает за один оборот втулки 11.
Редукторы 9 останавливаются. Срабатывают силовые цилиндры 17 и 15 и ловители 16 и фиксаторы 18 освобождают втулки 11.
Включается левый силовой цилиндр 5, давление в гидроприводе 29 снимается. Шток 7 перемещает втулку 11 в приемную, втулку 21, где она смыкается по линии разреза, затем проталкивается через калибрующую матрицу 20 и запрессовывается в отверстие поворотного кулака 4.
При этом кулачки 8 воздействуют на торец 27 плунжера, являющийся базовой
5
0
5
0
5
поверхностью, выталкивают плунжеры из отверстий, замыкая усилия иа корпус 23 ме. расклинивания.
Шток 7 остается в выдвинутом положении, чтобы не нарушать базировку детали.
После запрессовки левых втулок дает ся команда на запрессовку правых втулок, по окончании запрессовки которых дается команда на отвод штоков 7 силовыми цилиндрами 5. Транспортное средство 2 перемещается в зону загрузки и выгрузки, где манипулятор снимает готовые узлы и устанавливает новые
Формула и:()бретения
Устройство для запрессовки втулок с боковым отверстием в поворотные кулаки автомобилей, содержащее смонтированные на основании транспортное средство со спутником для перемещения в зону сборки поворотных кулаков, лотки для подачи втулок, механизм их запрессовки в Bibie соосно расположенных и обращенных рабочими торцами один к другому полых толкателей с приводами их осевого перемещения, механизм поворота втулок в виде установленных в полости толкателей и связанных с приводами поворота штоков с подпружиненными пальцами, расположен
0
5
ными перпендикулярно оси щтоков, механизмы ориентации втулок в виде установленных перпендикулярно оси сборки и связанных с приводами осевого перемещения фиксаторов осевого и углового положений втулок, последний из которых выполнен в виде подпружиненного ловителя, смонтированный между толкателями механизма запрессовки портал,на вертикальных стойках которого установлены калибровочные матрицы с приемными втулками, имеющими центрирующие пояски, а также механизм расклинивания в виде размещенного на поперечине портала корпуса, в котором соосно толкателям установлены подпружиненные опорные пальцы, с приводом их перемещения, отличающееся тем, что, с целью повыщения надежности работы и качества сборки, механизм расклинивания закреплен на портале, подпружиненные опорные пальцы выполнены с центрирующими секторными поясками, расположенными на их боковой поверхности, и базовыми оперными поверхностями для запрессовываемых втулок - на торце, ловитель выполнен в виде одностороннего клина, скос которого направлен в направлении вращения щтока, а подпружиненные пальцы выполнены с компенсатором износа в виде пружины, жесткость, которой равна жесткости рабочей пружины, выполненной с регулятором сжатия.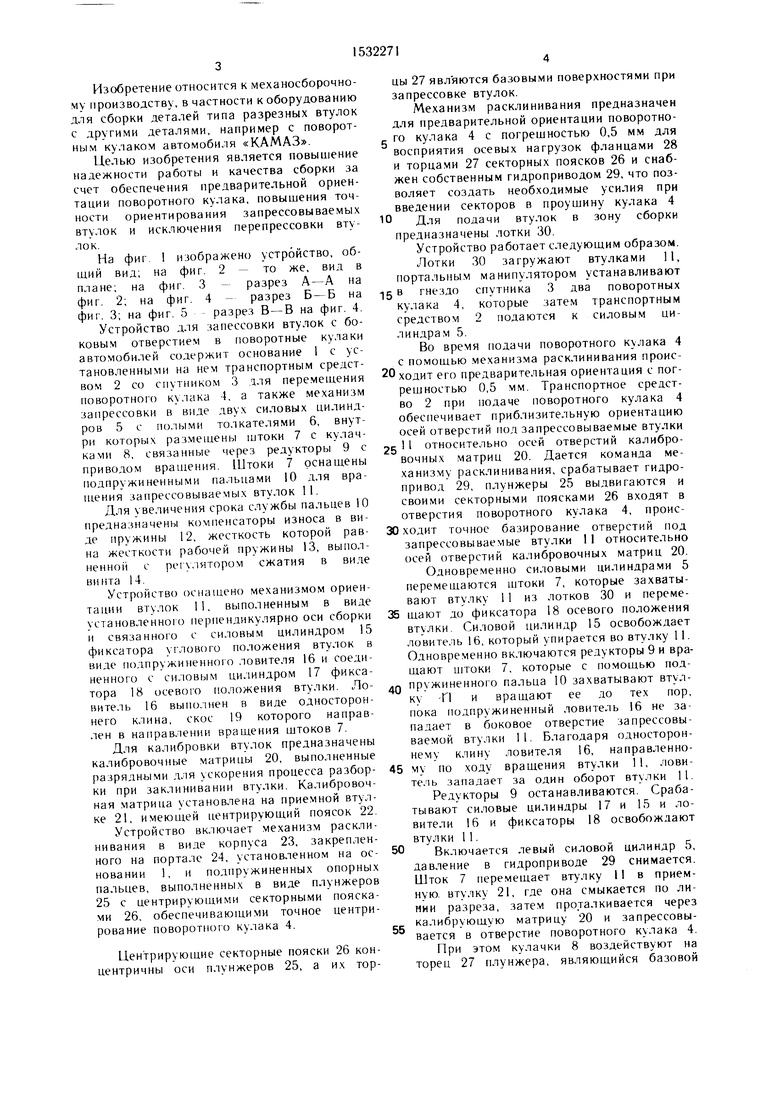
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки втулки с корпусом | 1982 |
|
SU1049166A1 |
| Устройство для запрессовки втулок | 1984 |
|
SU1183344A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки деталей типа вал-втулка | 1976 |
|
SU625898A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |
| Устройство для сборки запрессовкой охватываемой и охватывающей детелей | 1988 |
|
SU1668087A1 |
| Устройство для сборки гусеничных цепей | 1988 |
|
SU1602657A1 |
| Устройство для сборки запрессовкой деталей типа втулок | 1986 |
|
SU1344572A1 |
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| УСТРОЙСТВО для ЗАПРЕССОВКИ ВТУЛОК в ОТВЕРСТИЕКОРПУСА | 1972 |
|
SU351667A1 |
Изобретение относится к механосборочному производству, в частности к устройствам для запрессовки втулок с боковым отверстием в поворотные кулаки автомобилей. Цель изобретения - повышение надежности в работе и качества сборки. Для этого устройство содержит установленные на основании 1 транспортное средство 2 со спутником 3 для перемещения поворотного кулака 4 и два силовых цилиндра 5 с полыми толкателями, внутри которых размещены штоки, связанные с приводами вращения, обеспечивающими вращение запрессовываемых втулок. Ориентация втулок осуществляется посредством механизма ориентации в виде фиксаторов осевого и углового положения. Фиксатор углового положения выполнен в виде приводного ловителя с односторонним клином, скос которого направлен в направлении вращения штока. Между механизмами запрессовки расположен портал, несущий механизм расклинивания и калибровочные матрицы. Механизм расклинивания включает плунжеры с центрирующими секторными поясками на боковой поверхности и базовыми опорными поверхностями на торце. Запрессовка втулок производится с двух сторон поочередно, при этом обеспечивается точное ориентирование собираемых деталей. 5 ил.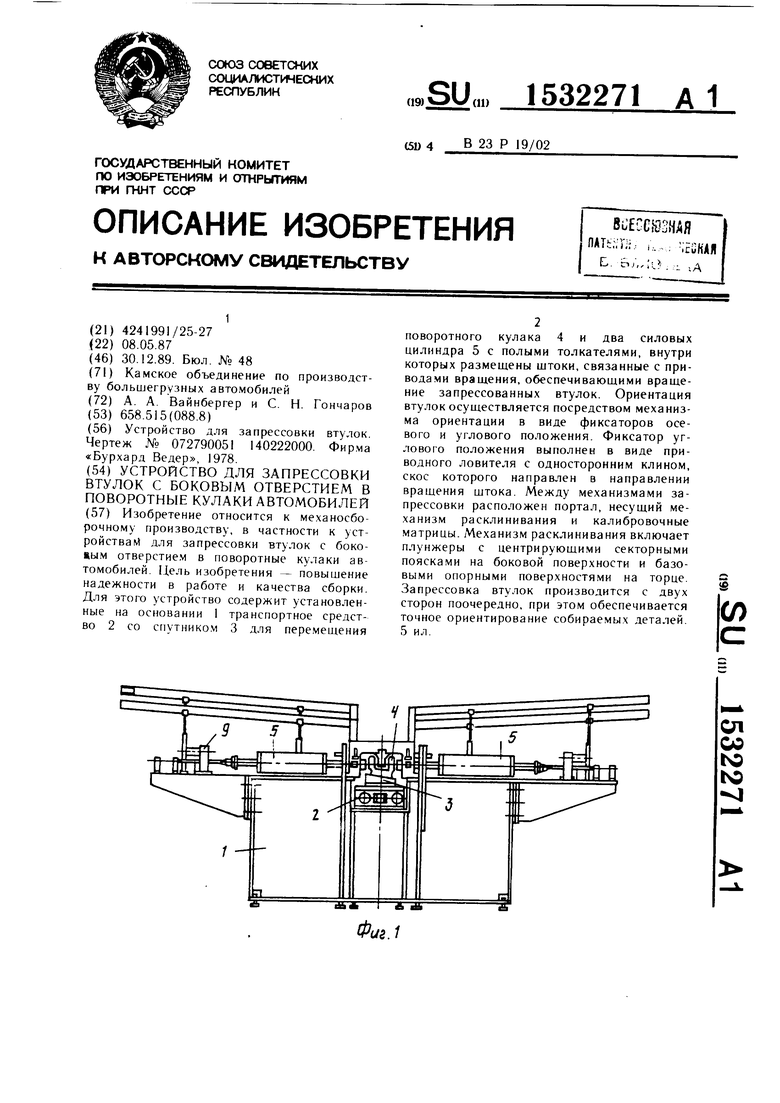
6 5
Фиг 2
//
9ui.5
| Устройство для запрессовки втулок | |||
| Чертеж № 072790051 140222000 | |||
| Фирма «Бурхард Ведер, 1978. |
