(54) ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
1
Изобретение относится к области литейного производства, в частности к литью под давлением.
Известна пресс-форма, содержащая неподвижную и пот ъижную плиту, в которой установлены плита пуансона, плита выталкивателей с ножами для о/брезки литников и устройство для удаления литника, содержащее ползун, размещенный в плите пуансона, и взаимодействующую с ним наклонную колонку. В плите вуансона находится неподвижная вставка, выполненная с питателем литниковой системы. Для обеспечения удаления литника из ползуна и вставки в ползуне выполнена выемка под литниковый остаток, а наклонная колонка установлена в плите выталкивателей (1. При раскрытии пресс-формы происходит выталкивание готовой отливки из формы и одновременно ножи режущей отливки кромкой отрезают литннки от отливок.
Недостатком данной пресс-формы является сложность устройства извлечения литника из неподвижной вставки.
Известна также пресс-форма, содержащая неподвижную полуформу и подвижную, в которой установлены плита пуансона, промежуточная плита, плита выталкивателей с ножами и выталкивателями для обрезки и удаления литников и вставка,
неподвижно закрепленная в плите пуансона и имеющая канал для питателя литниковой системы 2.
Эта пресс-форма является наиболее 5 близкой к изобретению по техн-ической сущности и достигаемому результату.
Основным недостат|ком ее является сложность устройства для отделения литника, которое, кроме неподвижной вставки, включает в себя знак, закрепленный в промежуточной плите, и усложнение прессформы из-за наличия пружин перемещения плиты пуансона и подпружиненных фиксаторов.
Целью изобретения является упрощение конструкции.
Пель достигается тем, что в предлагаемой пресс-форме для литья под давлением, содержащей неподвижную полуформу и подвижную, в которой установлены плита пуансона, плита выталкивателей с ножами и выталкивателями для обрезки и удаления литнш ов и вставка, неподвижно закрепленная в плите пуансона и имеющая канал для питателя литниковой системы, поверхность канала для питателя во вставке со стороны выталкивателя литника выполнена по радиусу, :центр которого находится на линии пересечения внутренней поверхности канала для питателя, расположенной напротив выталкивателей литника, с наружной поверхностью вставки, располол енной со стороны выталкивателя литника, а величина радиуса определяется соотношением
,
где г - радиус закругления канала для
питателя;
h - толщина канала для питателя; b - толщина вставки.
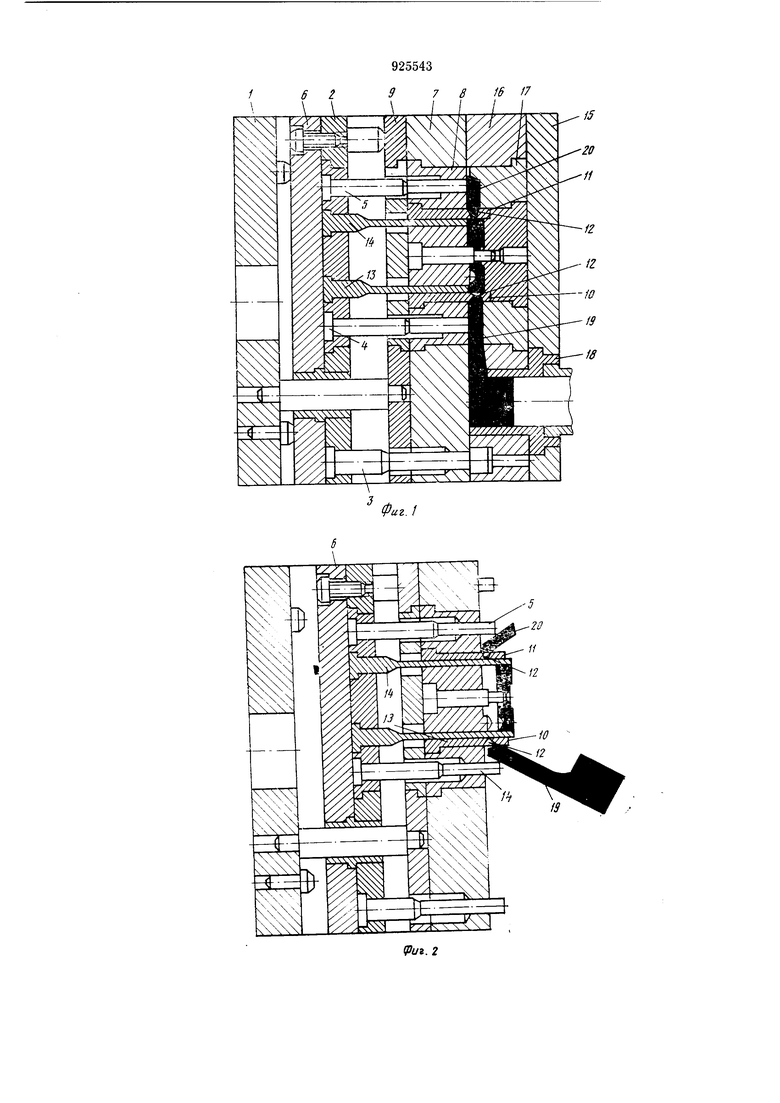
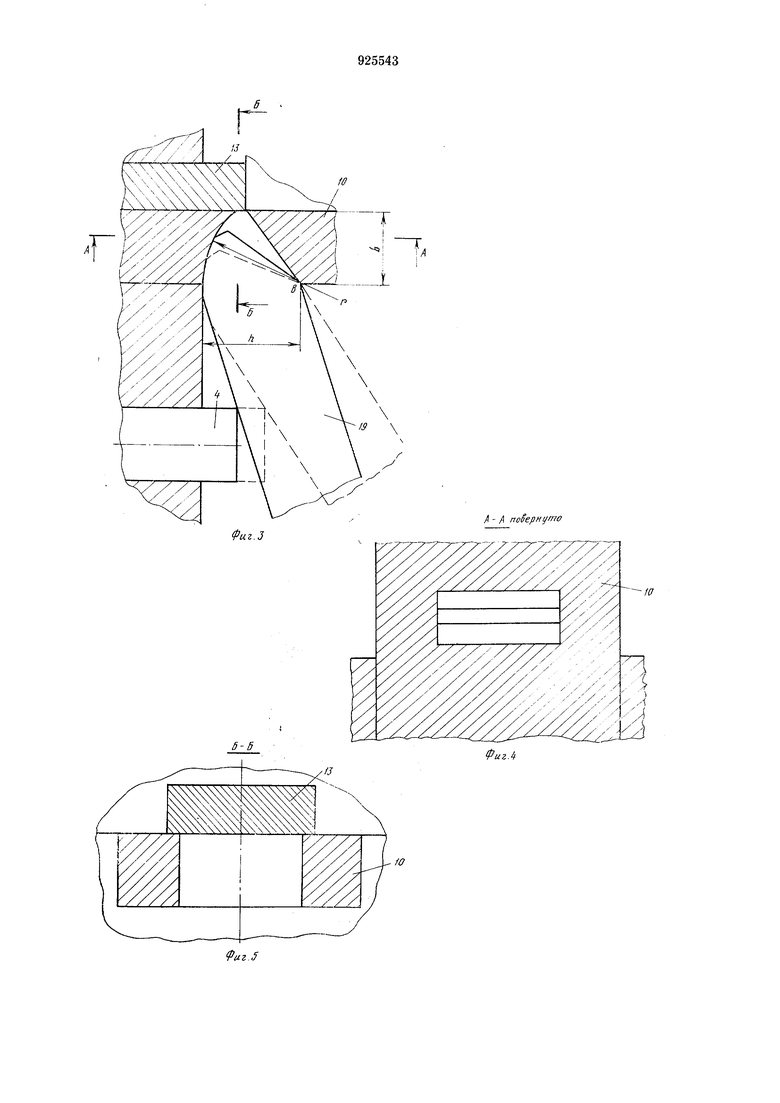
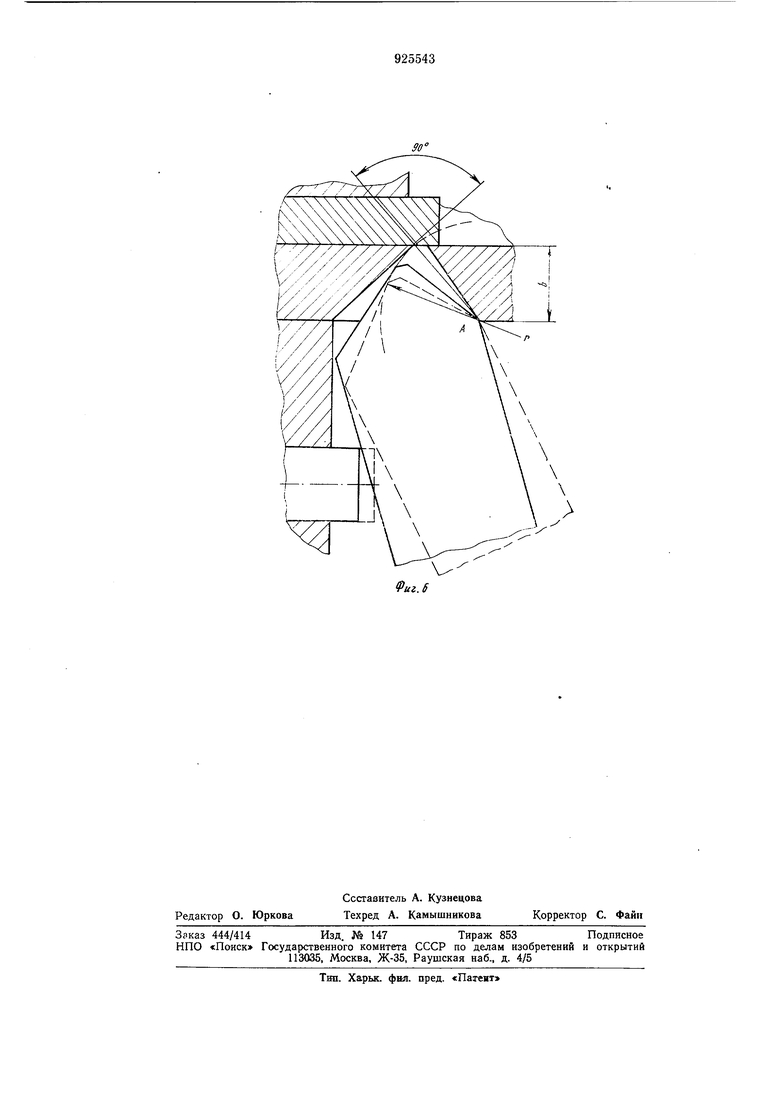
На фиг. i изображена предлагаемая пресс-форма, момент запрессовки, разрез; на фиг. 2 - то же, момент удаления отливки, литника и промывника; на фиг. 3- схема удаления литиика при выполнении поверхности канала вставки по радиусу; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3; на фнг. 6- схема удаления литника при выполнении поверхности канала вставки но касательной к радиусу.
Лресс-форма включает неподвижную и подвижную полуформы. Подвижная нолуформа содержит плиту 1 крепления, плипу 2 выталкивателей с контртолкателямя 3 и выталкивателями 4 и 5 соответственно литников и промывников, упорную плиту 6, плиту 7 пуансона, вкладыш 8, подкладную плиту 9. Во вкладыше 8 неподвижно установлены вставки 10 и 11, оформляющие вместе с вкладыщем 8 рабочую полость пресс-формы. Во вставках выполнены каналы 12, соединенные с питателем и промывником литниковой системы, повер,хности которых со стороны выталкивателей литника и промывника выполнены по радиусу или по касательной к нему.
В плите 2 закреплены ножи 13 и 14 для обрезки литников и выталкивания отлив1ки.
Неподвижная полуформа содержит плиту 15 крепления, плиту 16 матриды с вкладышем 17 и литниковую втулк1у 18.
Пресс-форма для литья под давлением работает следующим образом.
После запрессовки металла и выдержки его осуществляют раскрытие пресс-формы. Отливка, литник 19 и промывидк 20 перемещаются вместе с подвижной полуформой. Гидравлический толкатель машины (не показан), жестко скрепленный с упорной плитой 6 и плитой 2 выталкивателей, перемещает эти плиты вправо. При этом ножи 13 и 14 осуществляют выталкивание отливки и срез литника и промывника, которые фиксируются вставками Ю и 11.
Одновременно с выталкиванием отлнвкн выталкиватели 4 и б производят удаление литника и промывника из вставок 10 и И. Возможность удаления литника и промывннка из внутренние каналов вставок обеспечивается тем, что поверхности юаналов вставок изготовлены со стороны выталкивателей литника и промывника по радиусу или касательной, как показано на фиг. 3 и 6. Радиус, величина которого равна или больше толщины вставки, делает возможным поворот литников относительно точки В, тем самым позволяя выталкивателям 4 и 5 удалять их из каналов вставок. В случае изготовления по касательной происходит то же самое (см. фиг. 6). Под действием собственного веса литники и промывники падают вниз в поддон машины. При обратном ходе гидравлического толкателя мащины выталкиваЮ|Щая система пресс-.формы перемещается влево и занимает исходное
положение. При этом происходит отрыв выталкивателей от отливки вследствие того, что движению отллвки влево препятствуют знаки и неподвижные вставки 10 и И. Отливка падает вниз в поддон мащины.
Предлагаемая пресс-форма имеет более простую конструкцию устройства для удаления отливки, что повышает надежность ее в работе и снижает стоимость изготовления. Кроме того, наличие промывника
обеспечивает получение более качественных отливок.
Формула изобретения
1.Пресс-форма для литья под давлением, содержащая неподвижную полуформу и подвижную, в которой установлены плита пуансона, плита выталкивателей с ножами и выталкивателями для обрезки и удаления литников и вставка, неподвижно закрепленная в плите пуансона и имеющая канал для питателя литниковой системы, отличающаяся тем, что, с целью упрощения конструкции, поверхность канала для питателя во вставке со стороны выталкивателя литника выполнена по радиусу, центр которого находится на линии пересечения внутренней поверхности канала для
питателя, расположенной напротив выталкивателей литника, с нарул :ной поверхностью вставки, расположенной со стороны выталкивателя литника.
2.Пресс-форма по п. 1, отличающаяся тем, что величина радиуса определяется соотношением
,
где г - радиус закругления канала для
питателя;
h - толщина канала для питателя; b - толщина вставки.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство СССР № 583870, кл. В 22 D 17/22, 1977.
2.Авторское свидетельство СССР № 659280, кл. В 22 D 17/22, 1979.
8 16 17
Фиг.
f( - / noSepHi/mo
Фиг.З
6-6
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1234043A2 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |