Изобретение относится к области переработки пластмасс в изделия и может быть использовано в различных областях промышленности, в частности радиотехнической. Известна литьевая форма для полимерных изделий, содержащая неподвижную и подвижную полуформы, выталкивающую систему с толкателями изделий и толкателями литников, и литниковый канал. На подвижной или неподвижной плитах установлена заслонка, выполненная в виде штифта, открывающего и закрывающего литниковый впуск соединенный с оформляющей полостью. Штифт соединен с нажимной плитой, которая имеет привод в виде гидроцилиндра 1. После окончания вп1Ж1ска непосредственно перед отверждением штифтом перекрывают литниковый впуск и тем самым разобщают оформляющую полость и литниковый каНсШ. Эта литьевая форма имеет сложную конструкцию, так как она должна быть дополнительно снабжена гидроцилиндром и устройством для управления им вследствие того, что в момент впрыска, полуформы находятся без движения, а отделение литников от изделия может осуществляться только. когда полимер находится не в застывшем состоянии. Кроме того, наличие гидроцилиндра и нажимной плиты существенно уменьшает используемую величину хода выталкивающей системы, так как высота устанавливаемой формы ограничена литьевой машиной. Наиболее близкой к описываемойпо технической сущности и достигаемому эффекту является литьевая форма для полимерных изделий, содержащая подвижную и неподвижную плиты, плиту с установленными в ней выталкиватеЛЯШ1 изделий и литников, и литниковую систему, включающую впускной канал, соединяющий центральный канал с формукячей полостью, и клапан, выполненный в виде пружинящей пластины, размещенный в литниковом впускном канале 2. В известной форме клапан расположен вдоль впускного канала, поэтому при перекрытии впускного канала между формующей полостью и каналом остается облой, который удлиняется вместе с изделием. Целью изобретения является получедие безоблойного изделия. Поставленная цель достигается тем, что в литьевой форме для полимерных
изделий, содержащей подвижную и неподвижную плиты, плиту с установленными в ней выталкивателями изделий и литников, литниковую систему, включающую литниковый впускной канал, соединяющий центральный канал с формующей полостью, и канал выполнен- . ный в виде пружинящей пластины, клапан расположен поперек впускного каHaJja на границе формующей полости и шарнирно закреплен между выталкивателями изделия и литников..
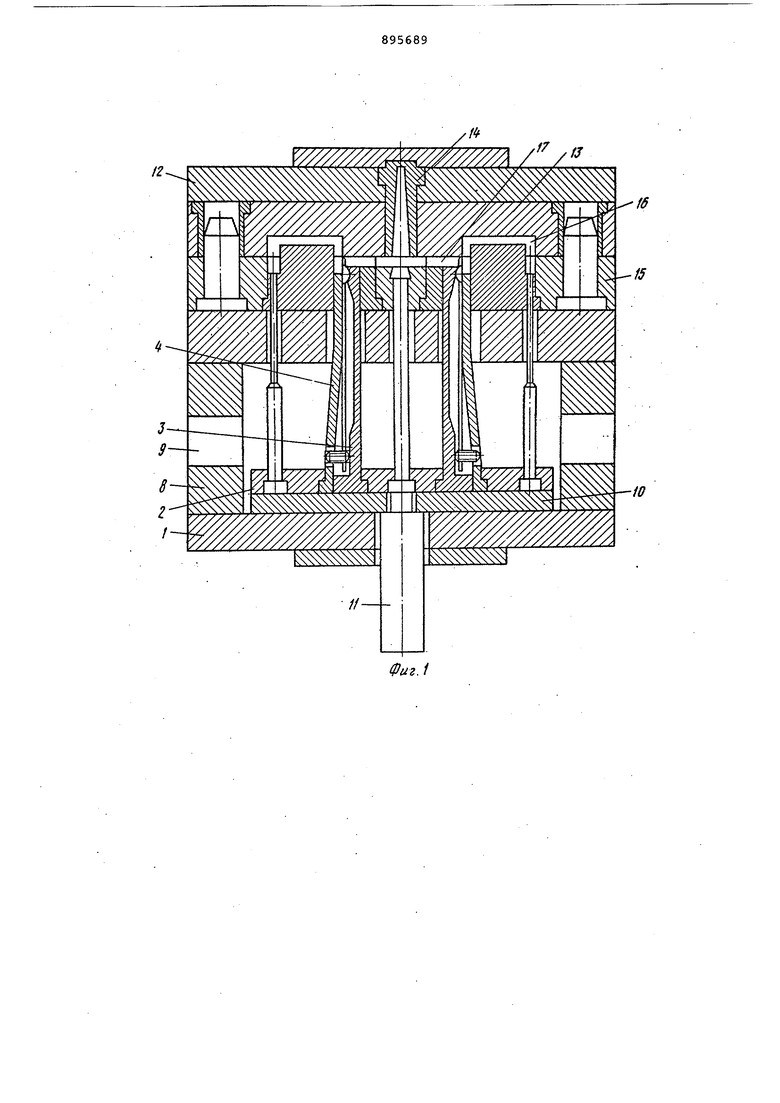
На фиг. 1 схематически показана форма, продольный разрез; на фиг.2 клапан и его крепление в форме; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 клапан в момент его поворота при заливке расплава в формующую полость.
Литьевая форма содержит подвижную плиту 1, плиту 2, в которой установлены выталкиватели 3 литников и выталкиватели 4 изделия,а также конттолкатели (на чертежах не показаны). Между вытешкивателями 3 и 4 встроен клапан в виде пружинящей пластины 5 которая снабжена регулируемым винтом 6 н имеет шарнир 7. Для удобства поворота винта в стойках 8 выполнено отверстие 9. Винт 6 необходим для регулировки усилия поворота пластины 5. В плиту 10 вставлен хвостовик,11. На неподвижной плите 12 закреплена плита матриц 13 и литниковая втулка 14. В плитах матриц 13 и пуансонов 15 выполнена оформляющая полость 16, и в плите пуансонов 15 выполнен литниковый канеш 17. Профиль верхней части пластины 5 выполнен по профилю литникового канала 17.
Литье-вая форма работает следующим образом.
После смыкания формы осуществляется впрыск расплава в оформляющую полость 16 через литниковую втулку 14, в литниковом канале 17 создается давление расплава, под действием которого пластина 5 поворачивается на шарнире 7, образуя впускной канал. При этом пластина 5 клапана изгибается, опираясь на регулируемый винт 6.
После заполнения расплавом оформляющей полости 16 давление в ней и в литниковом канале 17 сравнивается. Под действием усилия пружинящая пластина 5 клапана занимает свое исходное положение и отделяет литниковый канал 17 от изделия 18.
После выдержки, когда расплав в оформляющей полости 16 затвердевает, подвижная часть формы отходит от неподвижной, и хвостовик 11 встречает упор на литьевой машине (на чертежах не показан). Плита 2 останавливается, а подвижная часть формы продолжает движение. Выталкиватели 3 и 4 выталкивают изделие 18 и литник из оформляющей полости 16 и литникового канала 17.
После этого подвижная часть формы, начинает двигаться на смыкание и посредством контртолкателей плита 2 и закрепленные в ней выталкиватели 3 и 4 возвращаются в исходное положение.
Данная литьевая форма имеет простое конструктивное выполнение, позволяет отделить литник от изделия сразу же после впрыска материала в формующую полость и позволяет получать изделия с хорошим качеством поверхности, что особенно ценно в декоративных изделиях.
Формула изобретения
Литьевая форма для полимерных изделий, содержащая подвижную и неподвижную плиты, плиту с установленными в ней выталкивателями изделий и литников, литниковую систему, включающую литниковый впускной канал, соединяющий центральный канал с формующей полостью, и клапан, выполненный в виде пружинящей пластины, отличающаяся тем, что, с целью получения безоблойного изделия, клапан расположен поперек впускного канала на границе формующей полости и шарнирно закреплен между выталкивателями изделий и литников.;
Источники информации, принятые во внимание при экспертизе
1.Патент Японии № 53-5338, кл. 25/5/ С 01, опублик. 1978.
2.Патент ЧССР № 175774, кл. В 29 С-1/00, опублик. 1978 (прототип).
У//////////Д /
/«
/
/7
фиг.З
Фиг.г
//
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1500493A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |