Изобретение относится к области обработки профилей, в частности к конструкции устройств для размотки прямоугольных волноводов.
Цель изобретения - повышение качества разматываемого профиля. ,
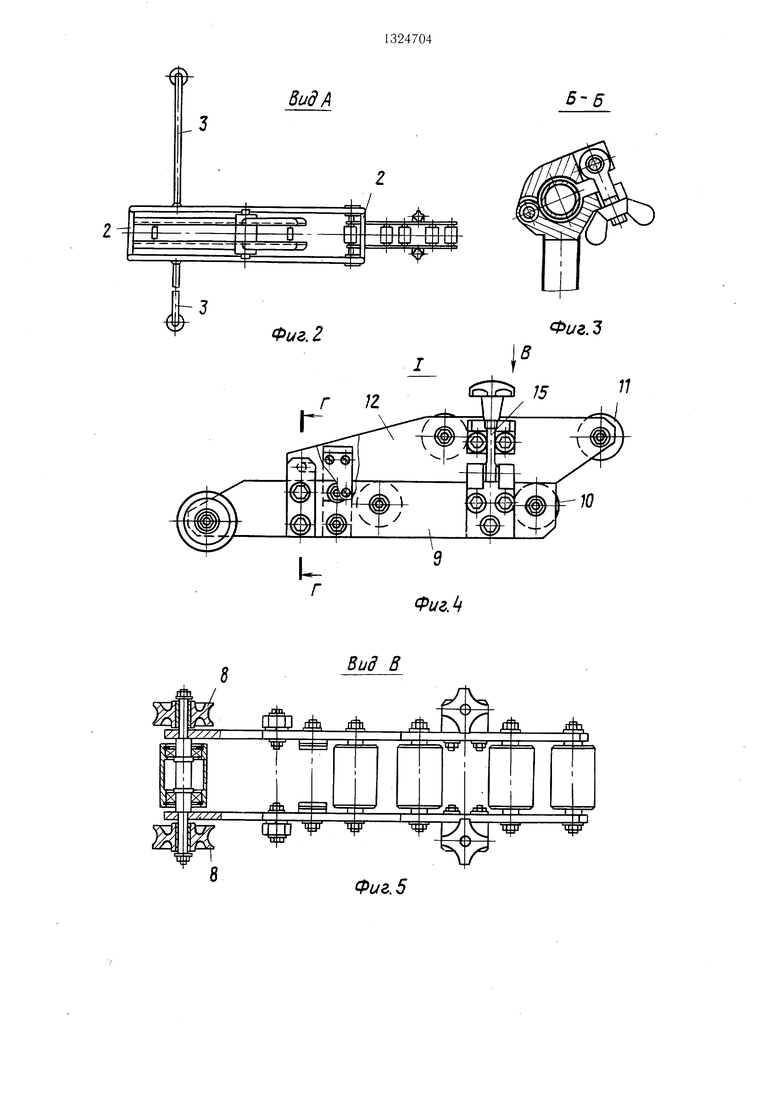
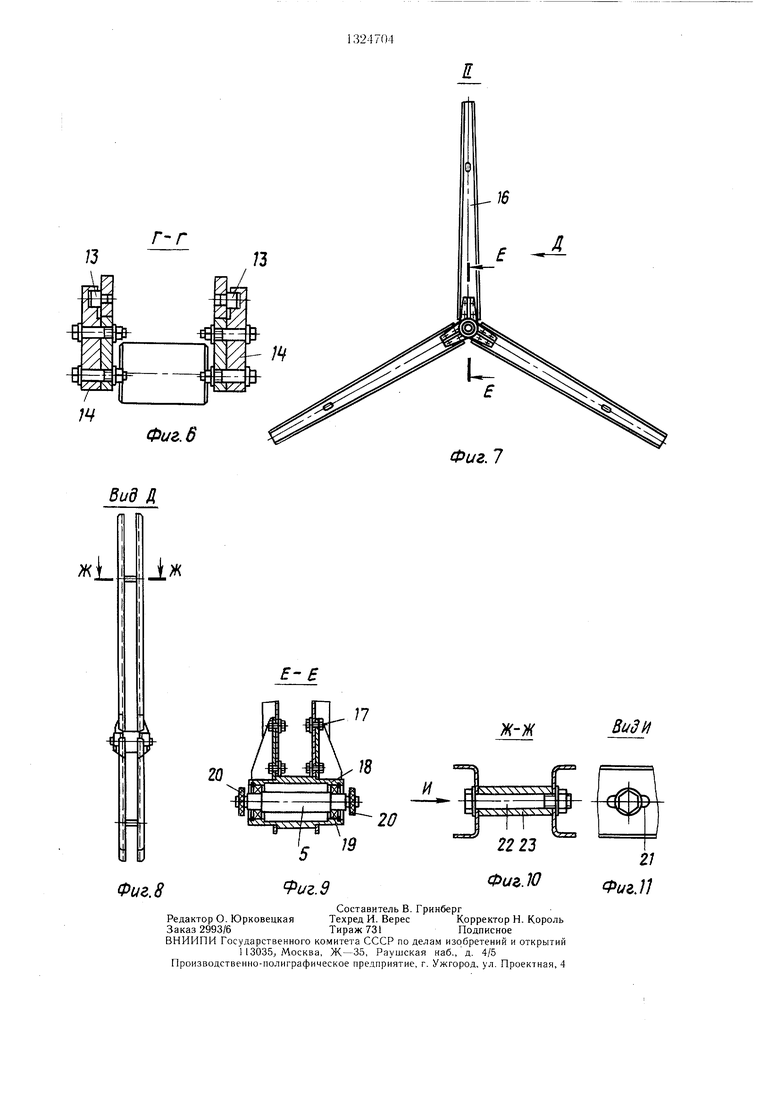
На фиг. 1 показано предлагаемое устройство, обш.ий вид; на фиг. 2 - вид А па фиг. 1; па фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I па фиг. 1; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - узел II па фиг. 1; на фиг. 8 - вид Д на фиг. 7; на фиг. 9 - разрез Е-Е па фиг. 7; на фиг. 10 - разрез Ж-Ж на-фиг. 8; на фиг. 11 - вид И на фиг. И).
Устройство состоит из рамы 1, боковины которой соединены стяжками 2. Для обес- печепия боковой жесткости рама 1 снабжена поворотными опорами 3, шарпирно сочлененными с рамой 1. На раме 1 установлено гнездо 4 под скалку 5 кассеты, а по края.м рамы 1 смонтированы направляющие 6 и 7, по которым перемещаются катки 8 (при горизоптальной или вертикальной размотке) каретки 9 правильных роликов 10 и 11.
10
направлен в сторону размотки и выступать за пределы, например, направляющих 6 рамы 1 на 200-300 мм.
Несущую каретку 9 блока правильных роликов 10 устанавливают под разматывае- . виток волновода так, чтобы катки 8 вошли в зацепление с направляющими 6.
С кареткой 9 с роликами 11 скрепляют нажимную обойму 12 так, чтобы конец 24 витка находился .между обоймой 12 и кареткой 9.
Приложив тяговое усилие к концу 24 наружного витка, производят разматывание волновода. При этом, проходя через правильные ролики 10 и 11, волновод выпрям- 15 ляется. С уменьшением радиуса бухты блок правильных роликов 10 и 11 перемещается по направляющим 6 перпендикулярно направлению размотки и при этом разворачивается в сторону тянущей силы.
При вертикальной размотке волновода бло.к правильных роликов устанавливается на направляющую 7, а кассета с бухтой разворачивается на 180°.
Остальные операции аналогичны.
С помощью предлагаемого устройства
20
Ролики 10 установлены на каретке 9, а ро- 25 можно разматывать бухту с волноводом дли35
лики 11 - на съемной нажимной обой.ме 12. Последняя скреплена с кареткой 9 при помощи установленных на ней пальцев 13, взаи.модействующих с накладками 14, смонтированными на каретке 9, и откидных болтов 15, щарпирно установленных на карет- 0 ке 9.
Кассета выполнена разборной и включает в себя спицы 16, соединенньЕе с помощью болтов 17 со ступицей 18, в которой смонтирована в подщипниках 19 скалка 5. Ступица 18 фиксируется в гнезде 4 зажимными гайками 20. На спице 16 образован паз 21, по которому в небольших пределах (для центровки бухты) перемешается болт 22 упора-стяжки 23.
Устройство работает следующим обра- 40 зом.
При горизонтальной размотке волновода несущую раму 1 устанавливают на землю и отбрасывают onopi i 3.
С одной стороны кассеты снимают спицы 16 и укладывают бухту волновода так, чтобы ее внутренний диаметр охватывал упоры-стяжки 23, а затем устанавливают снятые спицы 16 на место.
45
ной до 80 .м, что позволит сократить количество стыков и, следовательно, улучшить п а- ра.метры волноводов, а, кроме того, значительно уменьшить тяговое усилие размотки и этим исключить случаи дефор.мации волновода, т. е. повысить его качество.
Технико-экономический эффект от внедрения изобретения обес 1ечивается повьщ ени- ем качества разматываемого волновода по сравнению с базовь м объектом.
Формула изобретения
1.Устройство для размотки пря.моуголь- ного волновода, содержащее трубчатую раму и правильные ролики, отличающееся те.м, что, с целью повышения качества размотки, оно снабжено кареткой с катками, а также смонтированными на ра.ме взаимно перпендикулярными направляюпди.ми, при этом правильные ролики установлены на каретке, а послед,няя размещена с возможностью перемешения своими катка.ми па одной из направляющих.
2.Устройство по п. 1, отличающееся тем, что оно снабжено смонтированной в ра.ме перпендикулярно плоскости распатожения
2.Устройство по п. 1, отличающееся тем, что оно снабжено смонтированной в ра.ме перпендикулярно плоскости распатожения
Собранную кассету устанавливают в гнездо 4 несущей рамы 1. При этом конец 24 50 направляющих съемной скалкой и установ- наружного витка волновода должен быть ленной на последней кассетой.
0
направлен в сторону размотки и выступать за пределы, например, направляющих 6 рамы 1 на 200-300 мм.
Несущую каретку 9 блока правильных роликов 10 устанавливают под разматывае- . виток волновода так, чтобы катки 8 вошли в зацепление с направляющими 6.
С кареткой 9 с роликами 11 скрепляют нажимную обойму 12 так, чтобы конец 24 витка находился .между обоймой 12 и кареткой 9.
Приложив тяговое усилие к концу 24 наружного витка, производят разматывание волновода. При этом, проходя через правильные ролики 10 и 11, волновод выпрям- 5 ляется. С уменьшением радиуса бухты блок правильных роликов 10 и 11 перемещается по направляющим 6 перпендикулярно направлению размотки и при этом разворачивается в сторону тянущей силы.
При вертикальной размотке волновода бло.к правильных роликов устанавливается на направляющую 7, а кассета с бухтой разворачивается на 180°.
Остальные операции аналогичны.
С помощью предлагаемого устройства
0
5
0
0
5
ной до 80 .м, что позволит сократить количество стыков и, следовательно, улучшить п а- ра.метры волноводов, а, кроме того, значительно уменьшить тяговое усилие размотки и этим исключить случаи дефор.мации волновода, т. е. повысить его качество.
Технико-экономический эффект от внедрения изобретения обес 1ечивается повьщ ени- ем качества разматываемого волновода по сравнению с базовь м объектом.
Формула изобретения
1.Устройство для размотки пря.моуголь- ного волновода, содержащее трубчатую раму и правильные ролики, отличающееся те.м, что, с целью повышения качества размотки, оно снабжено кареткой с катками, а также смонтированными на ра.ме взаимно перпендикулярными направляюпди.ми, при этом правильные ролики установлены на каретке, а послед,няя размещена с возможностью перемешения своими катка.ми па одной из направляющих.
2.Устройство по п. 1, отличающееся тем, что оно снабжено смонтированной в ра.ме перпендикулярно плоскости распатожения
0 направляющих съемной скалкой и установ- ленной на последней кассетой.
-ФВид/
Б-5
±
дН
Фиг. 2
Фиг.Ъ
7/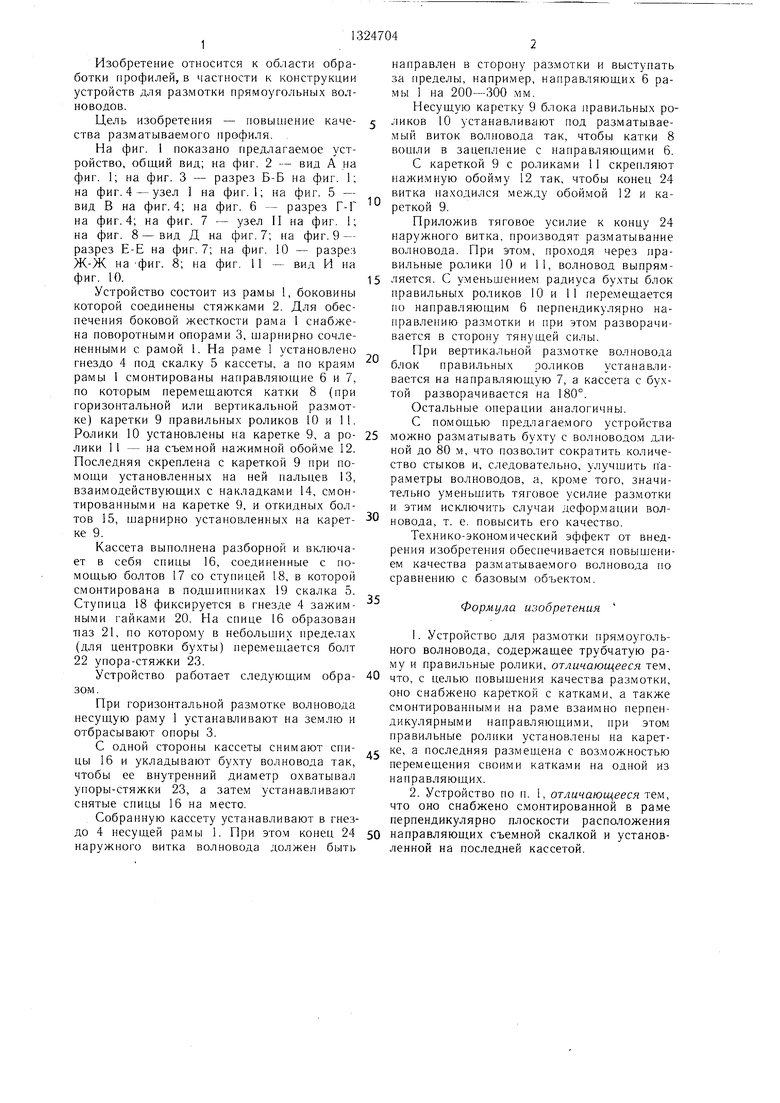
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наматывания и разматывания рулонов | 1984 |
|
SU1196063A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| СТАНОК ДЛЯ СБОРКИ ТРУБ ИЗ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 1966 |
|
SU186118A1 |
| Устройство для упаковывания концевых частей длинномерных изделий | 1989 |
|
SU1659299A1 |
| ПРИЦЕП ДЛЯ ПЕРЕМЕЩЕНИЯ И РАЗМОТКИ ПАКОВКИ НИТЕВИДНОГО МАТЕРИАЛА | 1997 |
|
RU2136519C1 |
| Устройство для размотки проволоки из бухты | 1984 |
|
SU1232320A1 |
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |
| НОЖЕВОЙ ПРИЦЕПНОЙ КАБЕЛЕУКЛАДЧЙК | 1973 |
|
SU379950A1 |
Изобретение относится к обработке профилей. Це.ть изобретения - повышение качества разматываемого профиля. На несущую раму 1 устанавливают бухту волновода. При размотке бухты волновод,проходя меж- ду правильными роликами 10 и 11, выпрямляется, а при уменьшении Диаметра бухты блок с правильны.ми роликами 10 и 11 перемещается под одной из направляющих 6 и.;1и 7, что позволяет уменьшить тяговое усилие размотки, исключить деформацию волновода, то есть повысить его качество. 1 3. п. ф-лы, 11 ил. (Л 00 to 4 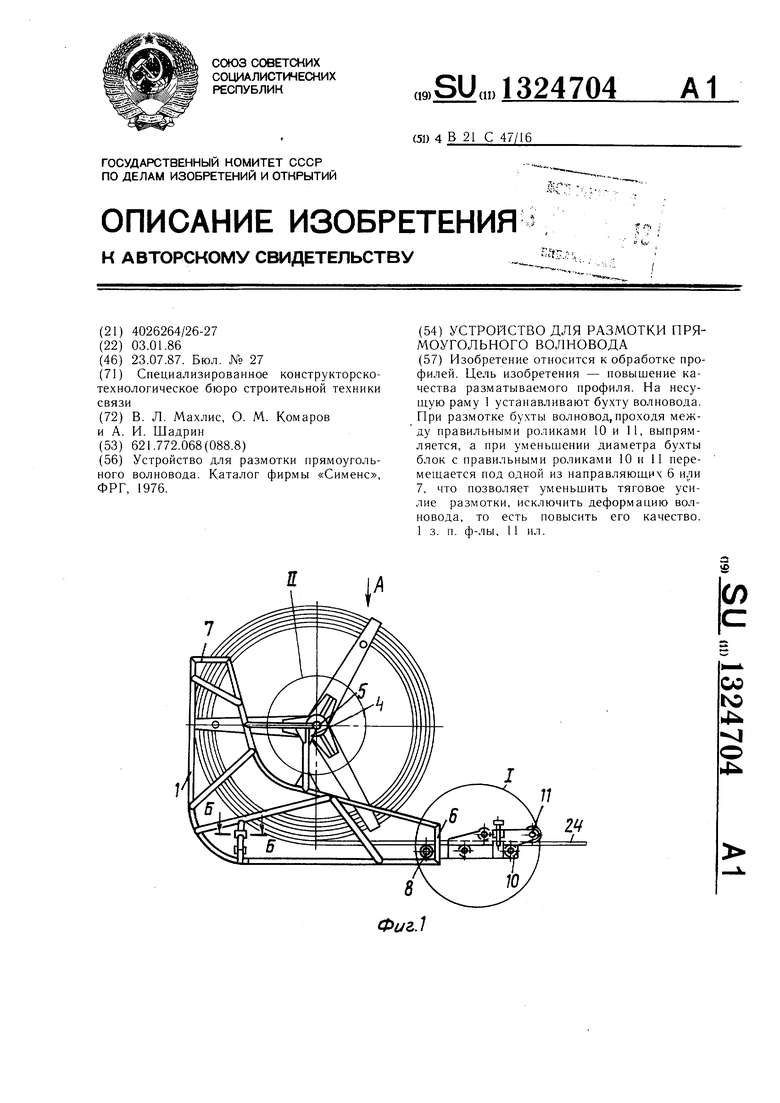
jdh&. h.
IF
jf h
ЧГ 4F
Вид В
Фиг. 5
т
Фиг. 6
Фиг. 7
Вид А
Е-
Фиг. 8
иг.9
ВидИ
Фиг.Ю
Составитель В. Гринберг
Редактор О. ЮрковецкаяТехред И. ВересКорректор Н. Король
Заказ 2993/6Тираж 731Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035; Москва, Ж-35, Раушская наб., д. 4/5 Производствеиио-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для размотки прямоугольного волновода | |||
| Каталог фирмы «Сименс, ФРГ, 1976. |
