Изобретепне относится к обработке ме- та. к юв давлением и может быть использовано IIр-и-производстве гофрированных панелей с криволинейной формой гофров в плоскости листа, а также для одновременной штамповки двух криволинейных нолупатруб- ков, имеющих прямоугольное, трапециевидное или нолукруглое сечение.
Целью изобретения является расширение техноло1 ических возможностей за счет обеспечения изготовления деталей с криволинейными продольными осями гофров.
На фиг. 1 показано положение заготовки и инструмента (слева - исходное; справа - в конце процесса гофрирования); на фиг. 2 - заготовка после отгибки краевых участков; на фиг. 3 - готовая деталь.
Способ включает формообразование симметричных выступов с перетягиванием деформируемых участков через гибочные кро.мки инструмента и дополнительны.м растяжением заготовки путем отгибки ее краевых участков в сторону образования вернлин гофров и перетягивании отогнутых участков через гиб(5чные кромки инструмента до их полного распрямления в п юскости листа.
Листовую заготовку I укладывают на матрицы 2, которые перед укладкой заготовки разводят совместно с нуансона.ми 3 в горизонтальной нлоскости на расстояние, равное развертке образующей формуемого гофра. При опускании верхней плиты 4 с 1 ибочными нуансонами 5 нроисходит изгиб концов листа по наружным гибочным кромкам матриц, после чего прикладывают деформирующие усилия на участках, соответствующих верщинам гофров.
По мере опускания участков, соответствующих верщина.м гофров, под действием пуансонов 3 происходит перетягивание крайних участков листа через наружные гибочные кромки матриц с одновременным образованием боковых сторон | офров, прп этом матрицы и пуансоны смещают к сере- дине заготовки. Процесс формообразования гофров заканчивается при выходе концов листа на горизонтальные участки матриц.
0
5
5 0
0
С целью снижения трения при перемещении инструмента в горизонтальной нлоскости к 1литам 4 кренятся бронзографито- вые подк:1адные плиты 6.
Перетягивапие участков заготовки через наружные гибочные кро.мки матриц приводит к созданию донолнительных растягивающих напряжений на краях листа, что исключает возможность складкообразования.
Пример. Способ опробован в лабораторных условиях при одновременном получении двух полунатрубков прямоугольного сечения из стали 08 КП шириной 80 мм и толщиной 1 мм нри установлении штампа на универсальную исньггательную машину. Ширина формуемых гофров 35 мм, высота 50 мм, радиус центров гофров 85 мм, радиусы | н- бочных кромок пуансонов и матриц для гофрирования соответственно 3 и 5 мм, радиусы наружных гибочных кромок матриц и пуансонов 5 мм. Величина горизонтального не- ремещения каждой пары инструмента 50 мм, перемещение осун1,ествлялось при помощи рычагов.
Предлагаемый способ позволяет получить изогнутые в нлоскости лиспа гофры, а также повысить качество изделий.
Формула изобретения
Снособ изготовления деталей с гофрами из листовой заготовки путем формообразования си.мметричных выступов с перетягиванием деформируе.мых участков через гибочные кромки инструмента, отличающийся тем, что, с целью расщирения те.чнологичес- ких возможностей за счет обеспечения изготовления деталей с криволинейными продольными ося.ми гофров, фор.мообразование осуществляют с дополнительным растяжением заготовки путем отгибки ее краевых участков в сторону образования вершин гофров и перетягивания отогнутых участков через гибочные кромки инструмента до их полного распрямления в плоскости листа.
Фиг. 2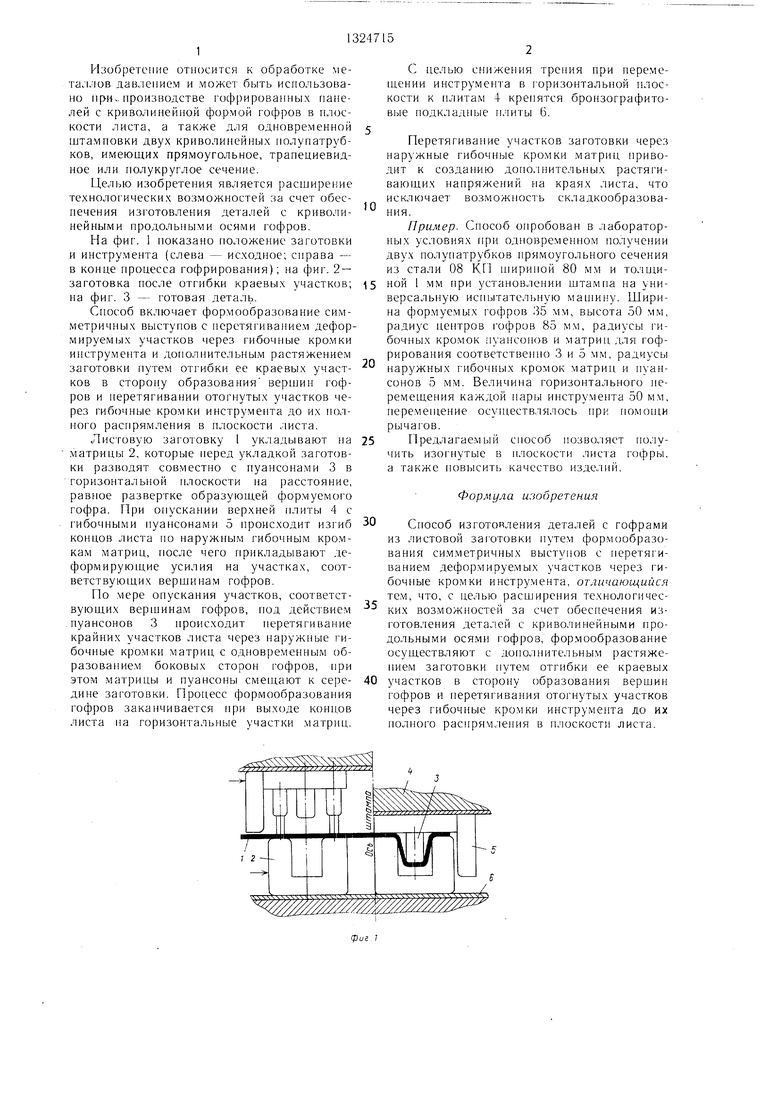
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листа с гофрами | 1989 |
|
SU1704883A1 |
| Способ изготовления листа с гофрами | 1984 |
|
SU1156769A1 |
| Способ изготовления листа с гофрами | 1988 |
|
SU1590159A1 |
| Способ штамповки изогнутых деталей с фланцами | 1990 |
|
SU1766558A1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ П-ОБРАЗНОГО СЕЧЕНИЯ ИЗ ЛИСТА | 1989 |
|
RU1630121C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПРЯМОЛИНЕЙНЫМИ РИФТАМИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1979 |
|
SU828505A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |

Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано при производстве гофрированных панелей с криволинейной формой гофров в плоскости листа, а также для одновременной штамповки двух криволинейных полупатрубков, имеющих прямоугольное, трапециевидное или полукруглое сечение. Изобретение позволяет расширить технологические возможности за счет обеспечения изготовления деталей с криволинейными продольными осями гофров. Это достигается тем, что в плоскости листа создают дополнительные растягивающие усилия, исключающие образование складок. На заготовке предварительно отгибают краевые участки. Деформирование осуществляют приложением усилий к верщи- нам образуемых гофров со сближением вершин. Отогнутые краевые участки, перетягиваясь через гибочные кромки матрицы, создают дополнительное растяжение материала заготовки. 3 ил. х (Л оо to 
U/
(риг.З
| Способ изготовления листа с гофрами | 1984 |
|
SU1156769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
