Изобретение относится к обработке металлов давлением и может быть использовано при производстве гофрированных панелей, применяемых в различных областях машиностроения.
Цель изобретения - повышение точности изделий за счет устранения пружинения.
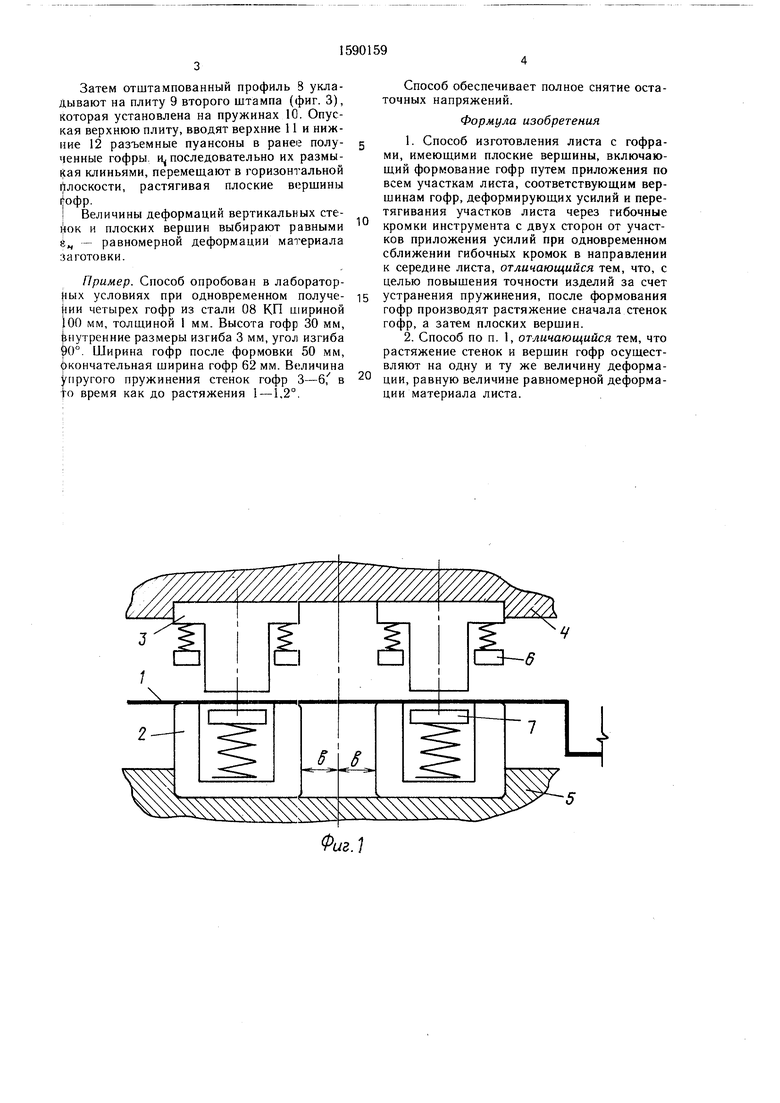
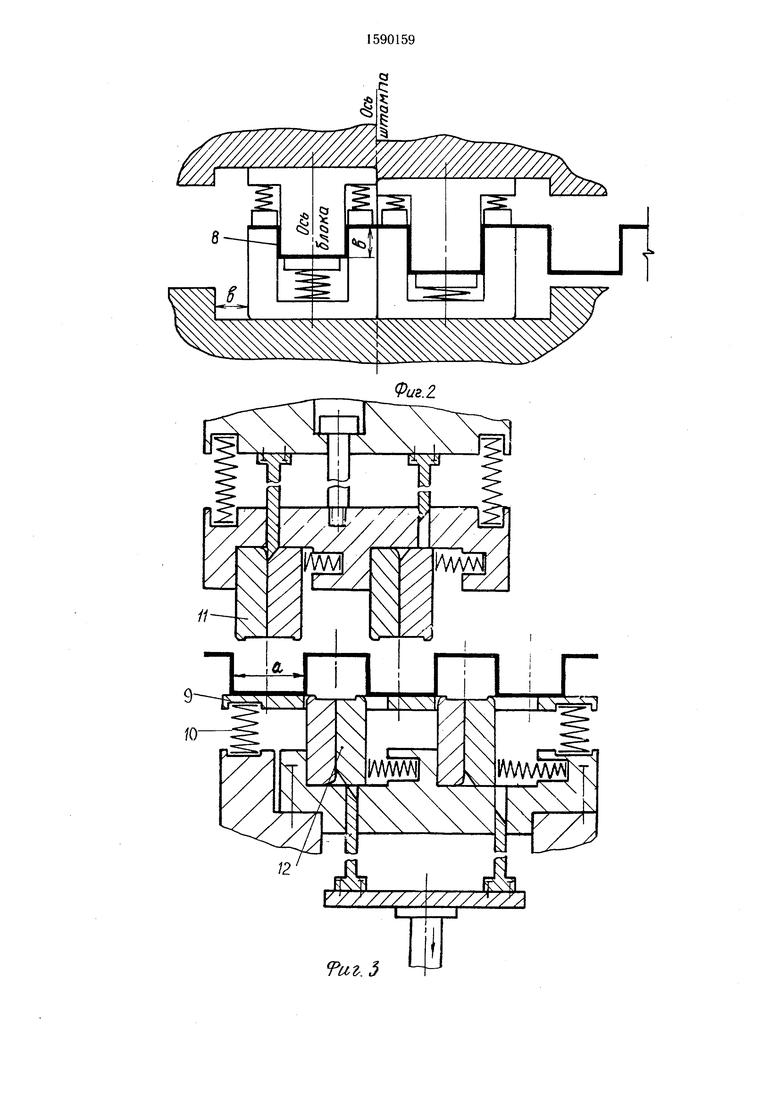
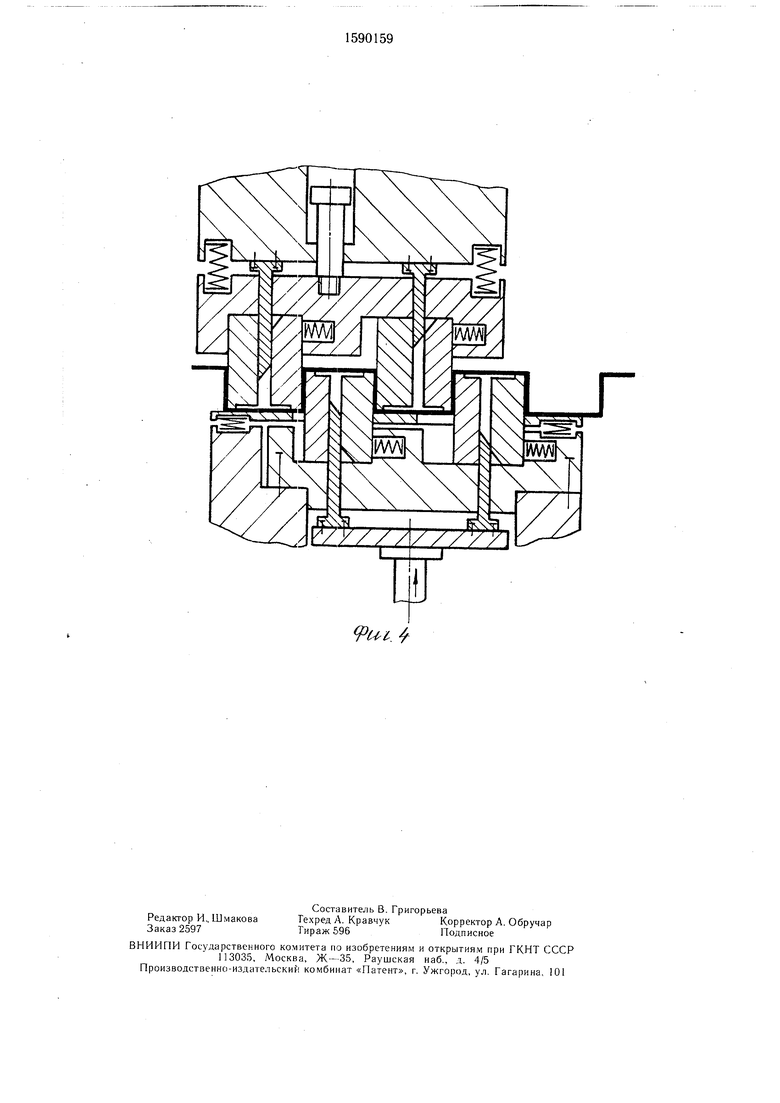
На фиг. I показано исходное положение инструмента для первого перехода штамповки и заготовка с частью ранее отштампованного профиля; на фиг. 2 - в левой части положение инструмента и форма изделия в конце формовки, в правой - положение инструмента и изделие в конце первой стадии растяжения; на- фиг. 3 - изделие перед второй стадией растяжения; на фиг. 4 - то же, в конце второй стадии растяжения.
Формообразование листа с гофрами на первом переходе штамповки заключается в следующем.
Листовая заготовка 1 укладывается на матрицы 2, которые совместно с пуансонами 3 в исходном состоянии разводят от оси штампа на расстояние меньше развертки формуемого гофра
(-lJ,
где Я - высота профиля в конце первого
перехода штамповки; величина равномерной деформации в момент начала образования шейки при растяжении.
Путем опускания верхней плиты 4 пуансоны 3 втягивают заготовку в полости матриц 2, которые установлены на нижней плите 5. Втягивание заготовки в полости матриц сопровождается равным ему горизонтальным перемещением инструмента на величину Ь.
После захода пуансонов в матрицы на величину b начинается первая стадия растяжения, при которой горизонтальные участки гофр прижимами 6 прижимаются к плоскостям матриц и растягиваются вертикальные стенки гофр. В конце процесса, при ходе ползуна пресса вверх, выталкиватели 7 удаляют отштампованный профиль 8 из матриц. Заготовка подается в штамп на следующий щаг, и цикл повторяется.
сд
со
сд
со
Затем отштампованный профиль 8 укладывают на плиту 9 второго штампа (фиг. 3), которая установлена на пружинах 10. Опуская верхнюю плиту, вводят верхние 11 и нижние 12 разъемные пуансоны в ранее полученные гофры, и последовательно их размыкая клиньями, перемещают в горизонтальной Плоскости, растягивая плоские вершины |офр.
i Величины деформаций вертикальных сте- фок и плоских вершин выбирают равными ё - равномерной деформации материала : аготовки.
Пример. Способ опробован в лаборатор- |1ых условиях при одновременном получе- (iHH четырех гофр из стали 08 КП шириной |00 мм, толщиной 1 мм. Высота гофр 30 мм, Ьяутренние размеры изгиба 3 мм, угол изгиба 0°. Ширина гофр после формовки 50 мм, (Ькончательная ширина гофр 62 мм. Величина упругого пружинения стенок гофр 3-6, в to время как до растяжения 1 -1,2°.
5
0
Способ обеспечивает полное снятие остаточных напряжений.
Формула изобретения
1.Способ изготовления листа с гофрами, имеющими плоские вершины, включающий формование гофр путем приложения по всем участкам листа, соответствующим вершинам гофр, деформирующих усилий и перетягивания участков листа через гибочные кромки инструмента с двух сторон от участков приложения усилий при одновременном сближении гибочных кромок в направлении к середине листа, отличающийся тем, что, с целью повыщения точности изделий за счет устранения пружинения, после формования гофр производят растяжение сначала стенок гофр, а затем плоских верщин.
2.Способ по п. 1, отличающийся тем, что растяжение стенок и вершин гофр осуществляют на одну и ту же величину деформации, равную величине равномерной деформации материала листа.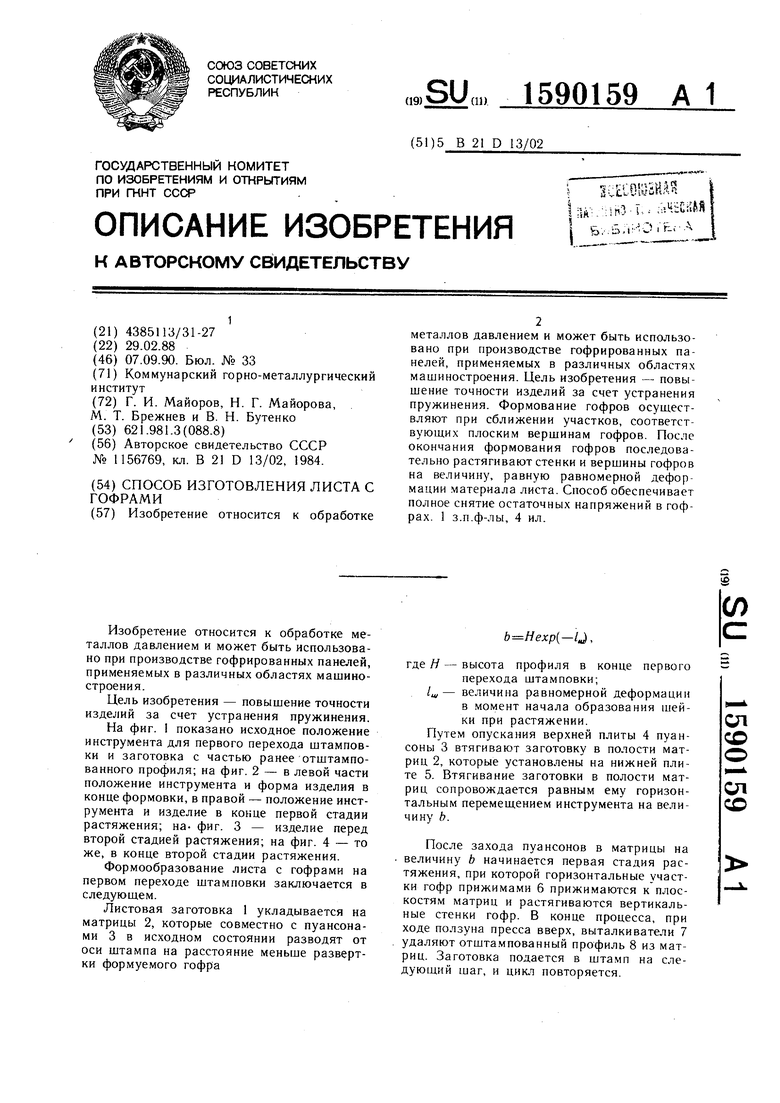
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листа с гофрами | 1989 |
|
SU1704883A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА РАСТЯЖЕНИЕ, ИЗГИБ И ПРУЖИНЕНИЕ (ВАРИАНТЫ) | 2005 |
|
RU2344404C2 |
| Штамп для гофрирования полосового материала | 1987 |
|
SU1445837A1 |
| Способ изготовления деталей с гофрами из листовой заготовки | 1985 |
|
SU1324715A1 |
| СПОСОБ ПРОИЗВОДСТВА ШТАМПОВАННЫХ ЭЛЕМЕНТОВ И ШТАМПОВОЧНОЕ УСТРОЙСТВО | 2014 |
|
RU2627833C2 |
| Способ штамповки тонкостенных осесимметричных изделий | 1989 |
|
SU1748905A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве гофрированных панелей, применяемых в различных областях машиностроения. Цель изобретения - повышение точности изделий за счет устранения пружинения. Формование гофров осуществляют при сближении участков, соответствующих плоским вершинам гофров. После окончания формования гофров последовательно растягивают стенки и вершины гофров на величину, равную равномерной деформации материала листа. Способ обеспечивает полное снятие остаточных напряжений в гофрах. 1 з.п.ф-лы, 4 ил.
Фиг. 1
Таг. 5
9иг..
| Способ изготовления листа с гофрами | 1984 |
|
SU1156769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
