Изобретение относится к обработке металлов давлением, а точнее к листовой штамповке, и может быть использовано при производстве гофрированных панелей, применяемых в конструкциях железнодорожных вагонов, автомобильных и тракторных прицепов, контейнеров.
Целью изобретения является повышение качества изделий за счет снижения утонения.
На фиг. 1 в левой части показано положение заготовки и формовочных блоков в исходном состоянии, в правой части - в конце, процесса гофрирования при получении на заготовке четного числа гофров; на фиг. 2 - часть изделия, полученного предлагаемым способом.
Листовую заготовку укладывают на матрицы 1, которые перед укладкой заготовки разводят на расстояние, равное развертке формуемого гофра, (в-Ь). где в - полушаг гофров, а - высота гофров, а - угол наклона стороны гофра. Затем прикладывают путем опускания верхней плиты 2 с пуансонами 3 деформирующие усилие на участках, соответствующих вершинам гофров, а также усилие подпора со стороны прижима 4, меньщее, чем деформирующее усилие. Участки, соответствующие верщинам гофров, опускаются.
Одновременно происходит перетягивание участков, свободных от деформирующих усилий, через гибочные кромки матриц 1 с образованием боковых сторон гофров, при этом все матрицы 1 вместе с пуансонами 3, следовательно, с участками заготонки, на которые воздействуют деформирующие усилия и усилия подпора, принудительно смещают к середине заготовки со скоростью, пропорциональной расстоянию матрицы от середины заготовки, чем обеспечивается оформление боковых сторон гофров без растяжения.
Данным способом изготовлены прюфили 205X70X1 и 310X70X1 c lQ°. При этом получены детали качественные, без утонения.
Предлагаемый спосоо позволяет повысить производительность процесса и устранить утонение за счет снижения растягивающих напряжений.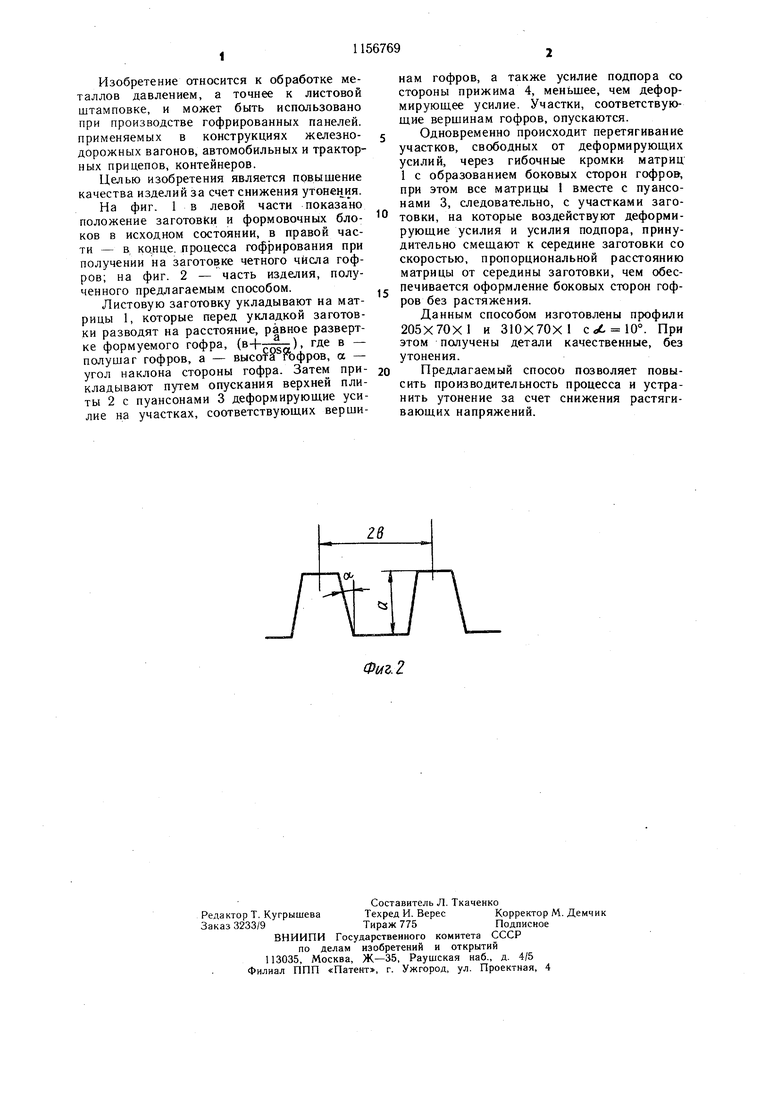
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листа с гофрами | 1989 |
|
SU1704883A1 |
| Способ изготовления деталей с гофрами из листовой заготовки | 1985 |
|
SU1324715A1 |
| Способ изготовления листа с гофрами | 1988 |
|
SU1590159A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| Способ изготовления из листа изделий типа полуобечайки с патрубком | 1982 |
|
SU1066695A1 |
| Способ изготовления гофрированных изделий из листовых заготовок и устройство для его осуществления | 1987 |
|
SU1588461A1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| РАСШИРЕННАЯ РЕГУЛИРОВКА ФОРМОВОЧНОГО ПРЕССА ТИПА JCO | 2019 |
|
RU2729480C1 |
| Способ изготовления гофрированных изделий | 1980 |
|
SU899200A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ Л ИСТА С ГОФРАМИ, имеющими плоские вершины, путем приложения к участкам листа деформирующих усилий, перпендикулярных плоскости листа, и перетягивания свободных от деформирующих усилий участков листа через гибочные кромки инструмента, отличающийся тем, что, с целью повыщения качества изделий за счет снижения утонения, деформирующие усилия прикладывают одновременно по всей щирине листа на всех участках, размещая их на расстоянии, равном развертке формуемого гофра, и одновременно прикладывая на тех же участках усилия подпора, a перетягивание участков листа через гибочные кромки инструмента осуществляют с двух сторон от участков приложения усилий при одновременном сближении последних в направлении к середине листа. 
| Штамп-автомат | 1985 |
|
SU1296266A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для изготовления гофрированных изделий | 1980 |
|
SU946726A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
