5. Штамп попп. 1 и 2, отличающийся тем, что хвостовик штампа оснащен обоймой, охватывающей его головку, и вкладышем, рас- положенным между сферической поверхностью головки и внутренней поверхностью обоймы на наружной поверхности обоймы выполнена резьба, штамп оснащен гайкой,установленной на резьбе обоймы, а дополнительный магнит установлен на гайке со стороны подвижной плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Штамп совмещенного действия "Викост | 1985 |
|
SU1324720A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
1. Штамп для обработки листового материала, содержащий неподвижную плиту с матрицей, подвижную плиту, в которой по оси давления штампа выполнено ступенчатое -отверстие, обращенное ступенью большего диаметра к неподвижной плите, пршгам-съемш1к, жестко связанна с подвижной плитой и расположенный со стороны неподвижной шшты, пуансонодержатель с, одним по меньшей мере пуансоном, расположенный в ступени большего диаметра отверстия подвижной плиты с возможностью перемещения относительно нее вдоль оси давления оггампа и выполнеянь в виде плиты с выступом в степени меньшего диаметра отверстия, хвостовик штампа со сферической головкЫ, связанный с выступом пуансонодержа- теля, и средство создания усилия прижима материала, отличающийся тем, что, с целью повышения качества деталей путем исключения возрастания усилия прижима в процессе обработки антимагнитных материалов, средство создания усилия прижима материала выполнено в виде магнита, жестко установленного на торце ступенчатого отверстия под- вижной плиты, напротив пуансонодержателя и имеющего усилие, напйавленное от матрицы, и оснащено средством регулировки величины зазора между магнитом и пуансонодержателем. 2.Штамп по п. 1, отличающийся тем, что, с целью обеспечения постоянного по величине усилия прижатия« средство создания усилия прижима материала оснаще(Я но дополнительные магнитом, установленным на хвостовике штампа с возможностью регулировочного перемещения вдоль оси давления штампа и имекжцнм усилие, направленное к матрице. 3.Штамп по пп. 1 и 2, о т л и чающийся тем, что средство регулировки величины зазора между QD магнитом и пуансонодержателем выполi4 СЛ нено в виде установочных винтов, расположённых в подвижной плите с воз00 можностью взаимодействия своими кон цами с пуансонодержателем. 4.Штамп попп. 1и2, отличающийся тем, что средство регулировки величины зазора между магнитом и пуансонодержателем выполнено в виде установочных винтов, расположенных в пуансонодержателе с возможностью взаимодействия своими концами с подвижной плитой, а в прижиме-съемнике выполнены отверстия для доступа к головкам установочных винтов.
I
Изобретение относится к обработке металлов давлением, в частности к штампам для .обработки листового материала.
Цель изобретения - повьшение качества изготавливаемых деталей путем использования средства, обеспечивающего создание усилия прижима магнитов, исключающих, возрастание усилия прижима в процессе обработки.
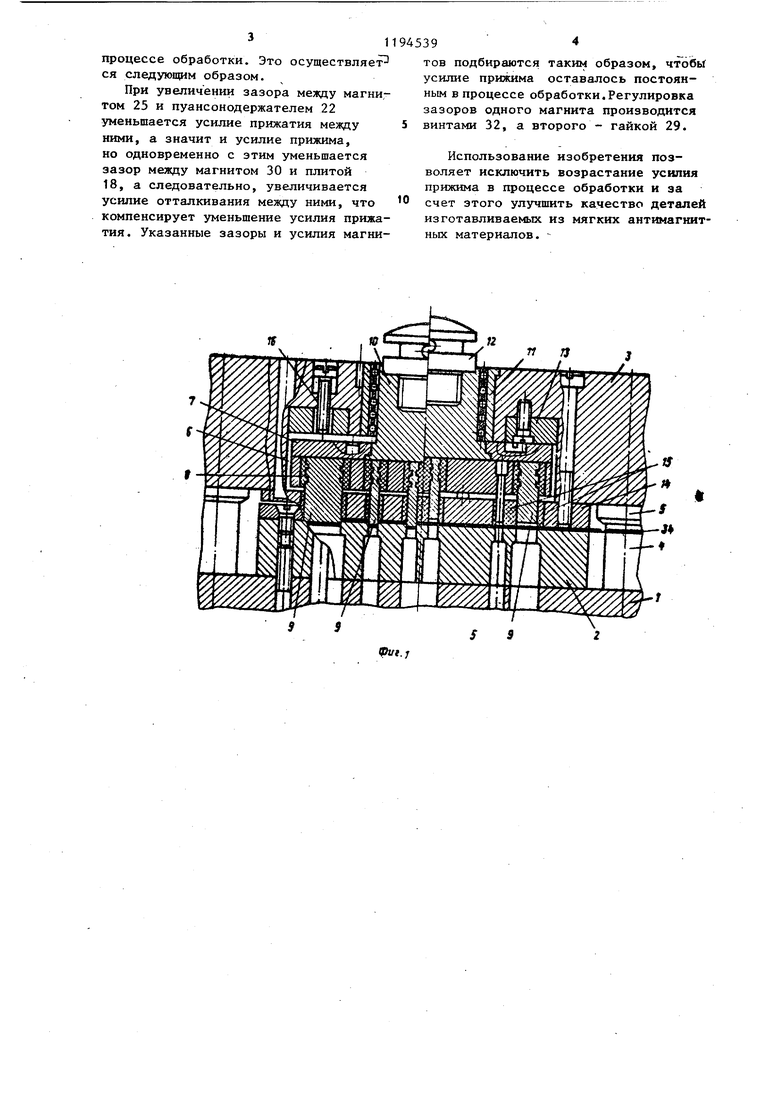
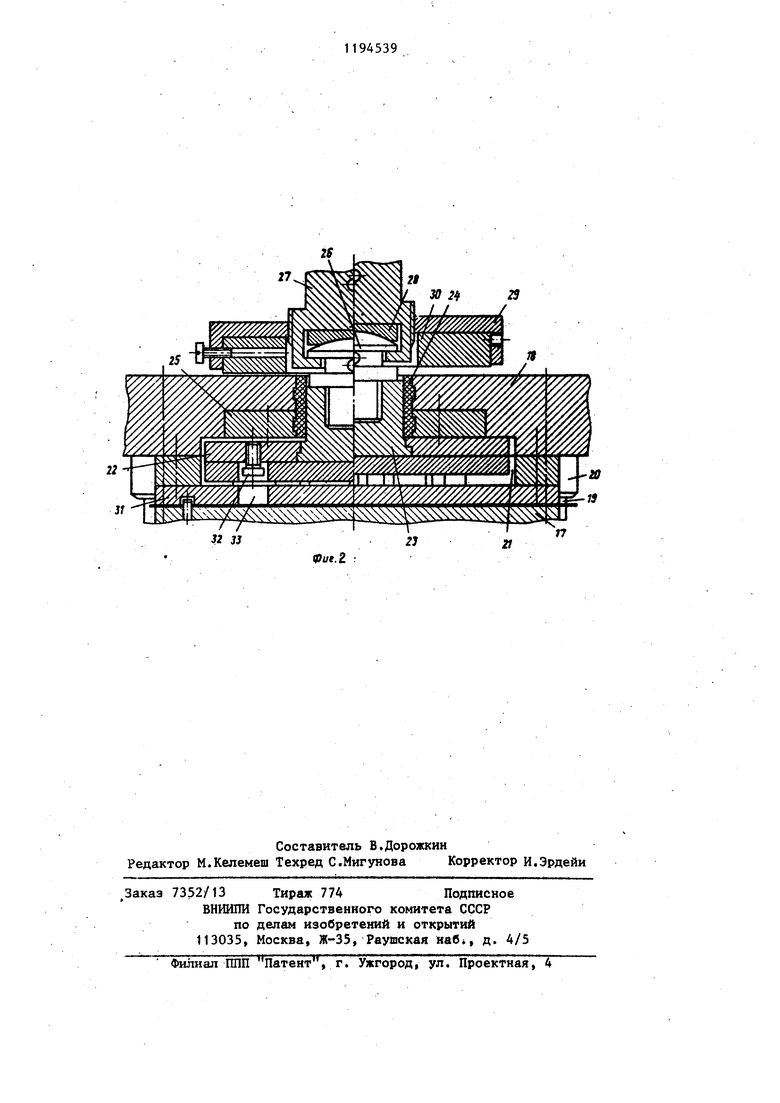
На фиг, 1 изображен штамп для обработки листового материала с одним магнитом, обеспечивающим усилие прижима материала; на фиг. 2 - штам с двумя магнитами, обеспечиваюш 1ми усилие прижима.
Штамп (фиг. 1) содержит нижнюю плиту 1 с матрицей 2, верхнюю плиту 3, связанную с плитой 1 направляющиют колонками 4 и втулками 5 и выполненную со ступенчатым отверстием 6, пуансонодержатель 7, в котором при помощи залитых втулок 8 и из пласмассы установлены пробивные пуансоны 9 и который своим выступом 10 наравляется по шариковой втулке 11, хвостовик 12, связанный с выступом 10, магнит (электромагнит) 13, который притягивает пуансонодержатель 7, съемник 14, жестко-связанный с плитой 3 и имеющий втулки из пластмассы 15, по которым направляются пуансоны 9. Пуансонодержатель 7 установлен с зазором по контуру в отверстии 6. В плите 3 расположены установочные винты 16 для регулировки зазора между магнитом 13 и пуансонодержателем 7.
Штамп (фиг. 2) содержит нижнюю плиту (не показана) с матрицей 17, верхнюю плиту 18, связанную направляющими колонками 19 и втулками 20 с нижней плитой и имеющую ступенчатое отверстие 21, пуансонодержатель 22 с пуансонами (не показаны), выступ 23 которого направляется по втулке 24 из пластмассы, магнит 25, который притягивает пуансонодержатель 22, хвостовик 26, обойму 27 с вкладышем 28 и резьбой на наружной поверхности, гайку 29, установленную на обойме 27, магнит (электромагнит) 30,
установленный на гайке 29 и отталкивакиций плиту 18, съемник 31. В пуансонодержателе 22 установлены винты 32 для регулировки зазора между магнитом 25 и пуансонодержателем 22,
5 в съемнике 31 выполнены-отверстия 33 для доступа к винтам 32.
Штамп согласно фиг. 1 работает следукнцим образом.
При ходе пуансоно Гержателя 7 от
0 хвостовика 12 вниз плита 3 также движется вниз под действием собственного веса и усилия магнита 13 и осуществляет прижим материала 34 съемником 14. При этом усилие прижима имеет наибольшее значение в первоначальный момент соприкосновм1ия съемника 14 с материалом 34, а затем уменьшается за счет увеличения зазора между магнитом 13 и пуансоно30 держателем 7. Это исключает раздавливание материала 34 и ухудшение качества деталей при обработке мягких материалов. При ходе пуансонодержателя 7 вверх происходит съем материала 34 с пуансонов 9 за счет веса плиты 3 и усилия магнита 13. Усилие прижима и съема регулируется величиной зазора между магнитом 13 и пуансонодержателем 7 при помощи 40 винтов 16.
Штамп согласно фиг. 2 работает аналогично штампу, изображенному на фиг. 1, с той лишь разницей, что усилие прижима является постоянным в 31 процессе обработки. Это осуществляеР ся следуюп им образом. При увеличении зазора между магнитом 25 и пуансонодержателем 22 уменьшается усилие прижатия между ними, а значит и усилие прижима, но одновременно с этим уменьшается зазор между магнитом 30 и плитой 18, а следовательно, увеличивается усилие отталкивания между ними, что компенсирует уменьшение усилия прижа тия. Указанные зазоры и усилия магни 9 тов подбираются таким образом, чтобы усилие прижима оставалось постоянным в процессе обработки.Регулировка зазоров одного магнита производится винтами 32, а второго - гайкой /У. Использование изобретения позволяет исключить возрастание усилия прижима в процессе обработки и за счет этого улучшить качество деталей изготавливаемых из мягких антимагнитных материалов. 2gtf
| Михаленко Ф.П | |||
| и др | |||
| Автоматическая холодная штамповка мелких деталей | |||
| М.: Машиностроение, 1965, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Скворцов Г.Д | |||
| Основы конструирования штампов для листовой штамповки | |||
| М.: Машиностроение, 1972, с.184, рис | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
