Изобретение относится к обработке металлов давлением, в частности к устройствам для получения длинномерных изделий методом гидропрессования.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения быстрой перена- ладки для обработки заготовок различного диаметра.
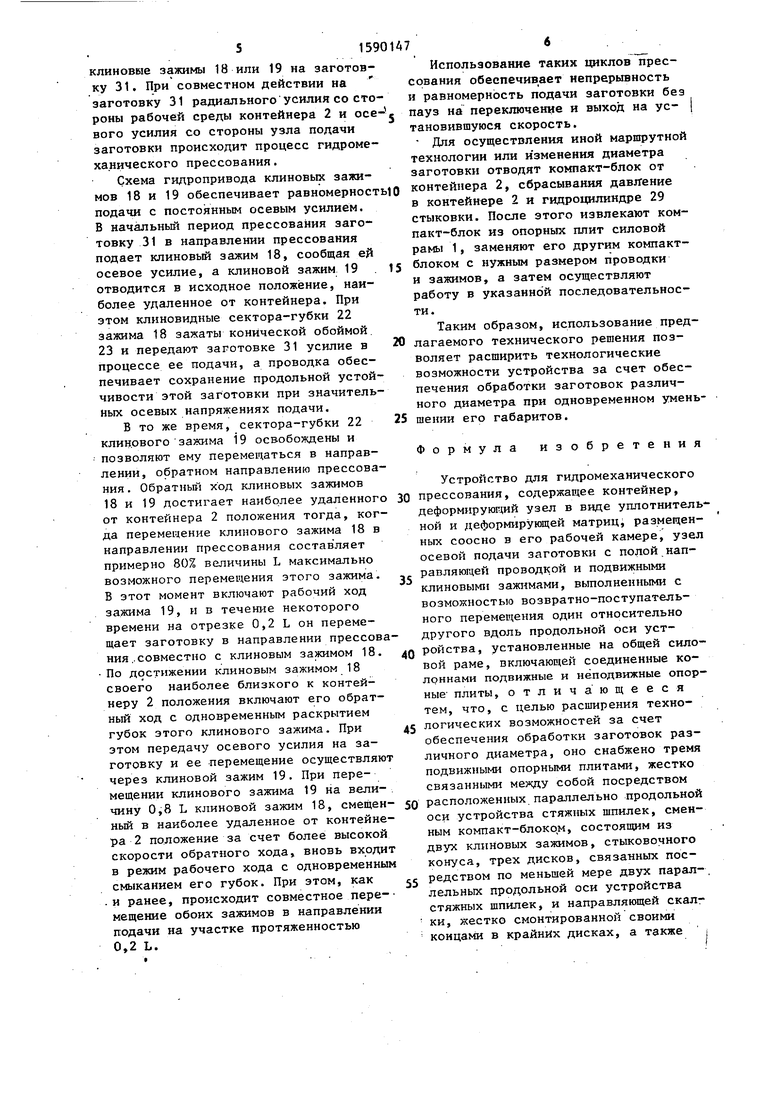
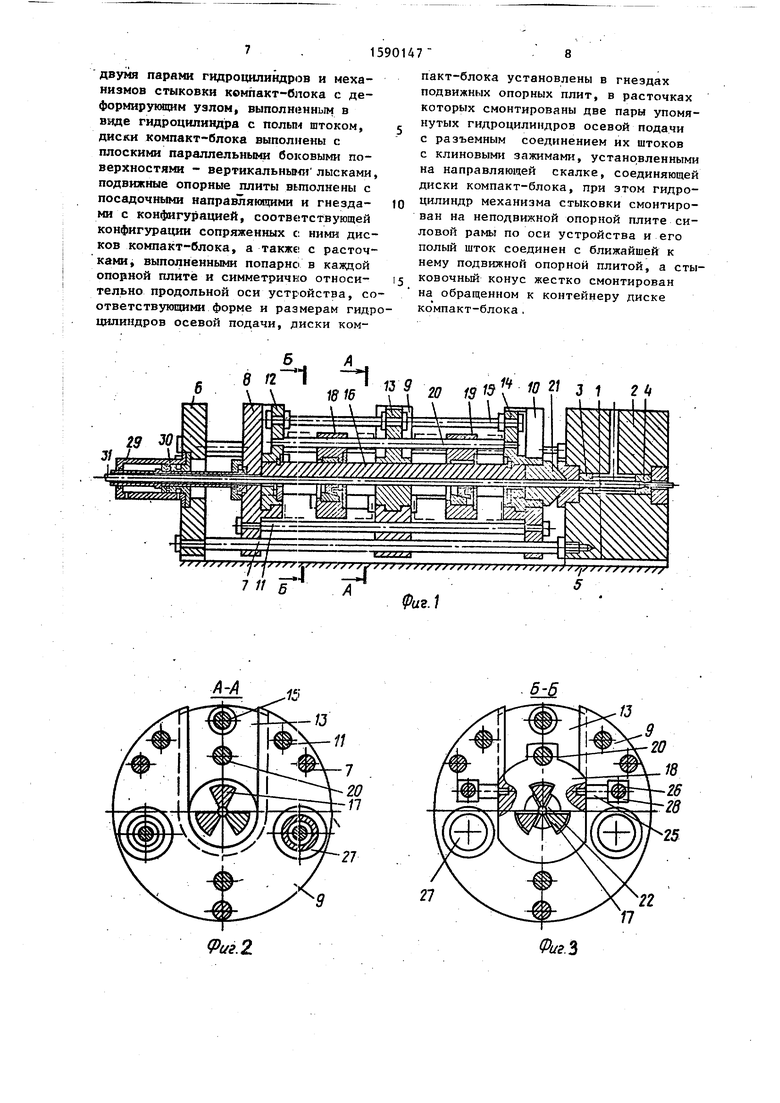
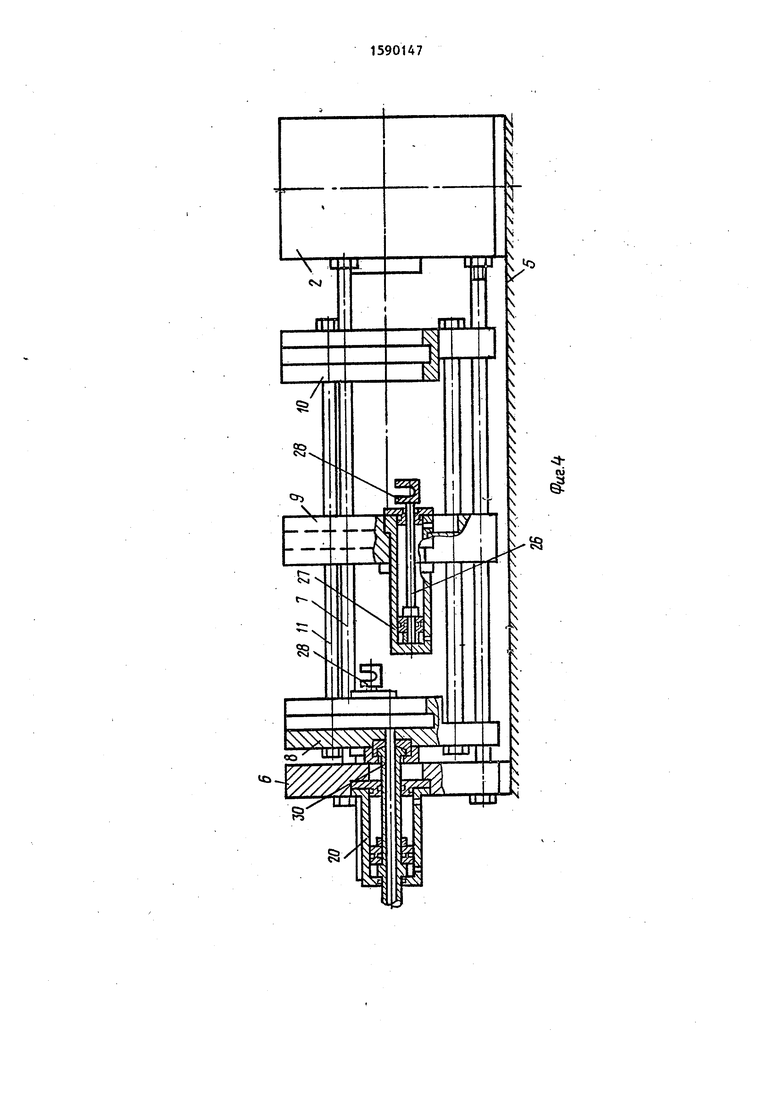
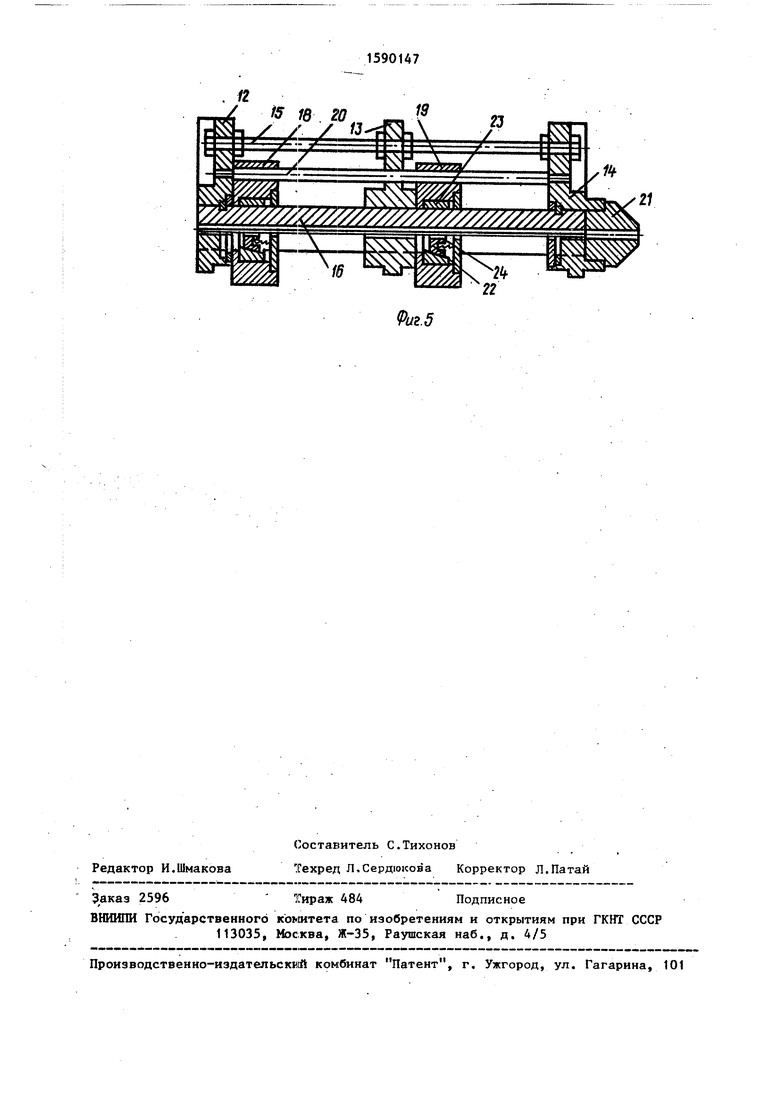
На фиг.1 приведено предлагаемое устройство, общий вид; на фиг.2 разрез А-А на Лиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - силовая рама устройства, общий вид; на фиг.З- компакт-блок устройства, общий вид. Основными узлами устройства для гидромеханического прессования являются силовая рама 1, контейнер 2 высокого давления, в котором установлены уплотнительная 3 и деформирующая 4 матрицы, а также быстросменный компакт-блок подачи заготовки и
механизм стыковки компакт-блока с контейнером 2. .
Силовая рама 1 включает основание 5 и неподвижную опорную плиту 6, скре-г пленную при помощи стяжных колон н 7 с контейнером 2. Она содержит также три подвижные опорные плиты 8, 9 и 10, скрепленные между собой стяжками 11 и установленные на колоннах 7„ ю Компакт-блок состоит из трех дисков 12, 13 и 1А, на которых выполнены плоские параллельные боковые поверхности - вертикальные лыски. В подвиж- ных опорных плитах 8, 9 и К) выполне-15 ны посадочные направляющие и гнезда .с конфигурацией, соответствз ющей кон- фигурации сопряженных с НИМРЕ дисков 12, 13 и 14 компакт-блока. Указанные диски установлены в этих и 20 соединены между Собой по меньшей мере двумя параллельными продольной оси устройства шпильками 15 и закреплены на полой направляющей проводке
16,вьшолненной в виде трех располо- 25 женных по окружности секторных частей
17,установленных в дисках 12, 13 и 14 и образующих своей внутренней поверхностью канал, размеры которого соответствуют размерам заготовки. Де-jg талями компакт-бло са являются, кроме того, два подвижных клиновых зажима
18 и 19, установленные на направляющей оси 20, жестко смонтированной своими концами в крайних дисках 12 и 14, с возможностью перемещения вдоль нее и относительно друг друга, и также стыковочньпЧ конус 21, закрепленный на диске 14. Клиновые зажимы 18 и 19 включают по три подвижных клиновид- 4Q ных сектора-губки 22, размещенных медду секторными частями 17 проводки 16 в обойме 23, имеющей коническую внутреннюю поверхность, а также силовой пружинньй элемент 24. Обойма дс 23 размещена в корпусе клинового зажима, снабженном башмаками 25. Клиновые зажимы 18 и 19 при помощи штоков 26 связаны с двумя парамзя гидроцилиндров 27, закрепленных в расточках опорных плит 8 и 9. Штоки снабже- ны вилками 28, сопряженными с башмаками 25 клиновых зажимов 13 и 19, образуюпр ми быстроразъемное соединение. Механизм стыковки включает г:идро- цилиндр 29, закрепленный по оси устройства на неподвижной опорной плите 6 силовой рамы 1. Гидроцилиндр 29 выполнен с полым штоком 30, соединен55
-г ю 15 20
25
jg
4Qдс
5
ным с подвижной опорной плитой 8 силовой рамы 1.
Диаметр канала направляющей проводки 16, образуемого ее секторными частями 17, больше диаметра заготовки на 0,1-0,5 мм, а его ось совпадает с продольной осью устройства и продольными осями уплотнйтельной 3 и деформирующей 4 матриц , установленных в рабочей камере контейнера 2. Обойма 23, корпус клинового зажима, диски 12, 13 и 14 снабжены секторными ( е(60°) окнами по форме сечения проводки 16. Клиновидные сектора-губки 22 размещены между боковыми гранями секторов, образующих полую проводку 16 с зазором 0,05-0,1 мм.
Устройство работает следующим образом.
Предварительно собирают компакт- блоки и устанавливают в контейнер 2 уплотнительную 3 и деформирующую 4 матрицы соответствующие размерам обрабатываемой заготовки 31 по маршт- рутной карте технологического процесса. Далее компакт-блок с заданным размером канала направляющей проводки 16 устанавливают в устройство, опуская диски 12, 13 и 14 компакт- блока по посадочным направляющим в гнезда подвижных опорных плит 8-10, а затем центрируя и фиксируя их по оси устройства. При этом башмаки 25 клиновых :зажимов входят в зацепление с вилками 28 на концах штоков 26 гидроцилиндров 27. Включив гидроцилиндр 29 механизма стыковки, через полый шток 30 и опорную плиту 8 поджимают стыковочный конус 21 к контейнеру 2.
Подготовленную заготовку 31 вводят в канал полого штока 30 и проводки 16, проталкивая ее по этому каналу через раскрытые сектора-губки 22 клиновых заш1мов 18 и 19, уплотнительную матрицу 3 и контейнер 2 до соприкосновения с рабочей деформирующей матрицей 4. Таким образом, устройство подготовлено .к осуществлению процесса деформирования.
Затем в контейнере 2 создают рабочее давление, при этом клиновые зажимы 18 и 19 удерживают заготовку 31 от выталкивания из камеры контейнера 2, которая герметизирована уплотненной матрицей 3. При увеличении давления в гидроциллндрах 27 уснпие, развиваемое ими, передается через
S1590147
клиновые зажимы 18 или 19 на заготовку 31. При совместном действии на заготовку 31 радиального усилия со стоИспользование таких циклов прессования обеспечивает непрерывность и равномерность подачи заготовки без
ГоГрГе :;, рГдГкои;ей.ГрГ 2«;;;--, п,,. „. перек™,™ „ ..«од, , .. .,„„0 г,г,-уг,а тяновившуюся скорость.
вого усилия со стороны узла подачи заготовки происходит процесс гидромеханического прессования.
Схема гидропривода клиновых зажитановившуюся скорость, - Для осуществления иной маршрутной технологии или и зменения диаметра заготовки отводят компакт-блок от
Схема гидропривода клиновых зажи- д ейнера 2, сбрасывания давление „он 18 и 19 обеспечивает равномерностью , и гидроцилиндре 29
подачи с постоянным осевым усилием В начальный период прессования заготовку 31 в направлении прессования подает клиновый зажим 18, сообщая ей осевое усилие, а клиновой зажим 19 отводится в исходное положение, наиболее удаленное от контейнера. При этом клиновидные сектора-губки 22 зажима 18 зажаты конической обоймой. 23 и передают заготовке 31 усилие в процессе ее подачи, а проводка обеспечивает сохранение продольной устойчивости этой заготовки при значительных осевых напряжениях подачи.
В то же время, сектора-губки 22 клинового зажима 19 освобождены и . позволяют ему перемещаться в направлении, обратном направлению прессования . Обратный ход клиновых зажимов 18 и 19 достигает наиболее удаленного от контейнера 2 положения тогда, когда перемещение клинового зажима 18 в направлении прессования составляет примерно 80% величины L максимально возможного перемещения этого зажима. В этот момент включают рабочий ход зажима 19, и в течение некоторого времени на отрезке 0,2 L он перемещает заготовку в направлении прессования ..совместно с клиновым зажимом 18. По достижении клиновым зажимом 18 своего наиболее близкого к контейнеру 2 положения включают его обратный ход с одновременным раскрытием губок этого клинового зажима. При этом передачу осевого усилия на заготовку и ее перемещение осуществляют через клиновой зажим 19. При перемещении клинового зажима 19 на вели-.
в контейнере 2 и гидроцилиндре 29 стыковки. После этого извлекают компакт-блок из опорных плит силовой рамы 1, заменяют его другим компакт- 5 блоком с нужным размером проводки и зажимов, а затем осуществляют работу в указанной последовательности.
Таким образом, использование пред- 20 лагаемого технического рещения позволяет расширить технологические возможности устройства за счет обеспечения обработки заготовок различного диаметра при одновременном умень- 25 шении его габаритов.
Формула
изобретения
30
35
Устройство для гидромеханического прессования, содержащее контейнер, деформирующий узел в виде уплотнитель- ной и деформирующей матриц, размещенных соосно в его рабочей камере, узел осевой подачи заготовки с полой.направляющей проводкой и подвижными клиновыми зажимами, выполненными с возможностью возвратно-поступательного перемещения один относительно другого вдоль продольной оси уст- .« ройства, установленные на общей сило- вой раме, включающей соединенные колоннами подвижные и неподвижные опорные плиты, отличающееся тем, что, с целью расширения техно- .с логических возможностей за счет
обеспечения обработки заготовок различного диаметра, оно снабжено тремя подвижными опорными плитами, жестко
„е«е™ клинового з,.„„а ,Э на в„„- --,. ЧИНУ 0,8 L клиновой зажим 18, мещен 50 Р . стяжных шпилек, смен- ньй в наиболее удаленное от контеине оси состоящим из .
двух КЛИНОВЫХ зажимов, стыковочного конуса, трех дисков, связанных посредством по меньшей мере двух парал-. лельных продольной оси устройства
стяжных шпилек, и направляющей скал- ки, жестко смонтированной своими кoнцa ш в крайних дисках, а также |
ра 2 положение за счет более высокой скорости обратного хода, вновь входит в режим рабочего хода с одновременным смыканием его губок. При этом, как .и ранее, происходит совместное пере- мещение обоих зажимов в направлении подачи на участке протяженностью 0,2 L.
Использование таких циклов прессования обеспечивает непрерывность и равномерность подачи заготовки без
п,,. „. перек™,™ „ ..«од, ,п,,. „. перек™,™ „ ..«од, ,тяновившуюся скорость.
тановившуюся скорость, - Для осуществления иной маршрутной технологии или и зменения диаметра заготовки отводят компакт-блок от
д ейнера 2, сбрасывания давление , и гидроцилиндре 29
д ейнера 2, сбрасывания давление , и гидроцилиндре 29
в контейнере 2 и гидроцилиндре 29 стыковки. После этого извлекают компакт-блок из опорных плит силовой рамы 1, заменяют его другим компакт- блоком с нужным размером проводки и зажимов, а затем осуществляют работу в указанной последовательности.
Таким образом, использование пред- лагаемого технического рещения позволяет расширить технологические возможности устройства за счет обеспечения обработки заготовок различного диаметра при одновременном умень- шении его габаритов.
Формула
изобретения
30
.« .
35
.« .с
двумя парами гидроцилиндров и механизмов стыковки компакт-блока с деформирующим узлом, выполнинньм в ввде гидроцилиндра с попыч штоком, диски компакт-блока выполнены с плоскими параллельными боковышг поверхностями - вертикальныгш лысками, подвижные опорные плиты вьтолнены с посадочными направляющими и гнезда- ми с конфигурацией, соответствующей конфигурации сопряженных с: ними дисков компакт-блока, а также: с расточками, выполненными попарно в каящой опорной плите и симметрично относи- тельно продольной оси устройства, соответствующими форме и размерам гидрцилиндров осевой подачи, диски ком- Ч Дм
fi 8 /21 I
Л « 16
и х- у у л У
7 Я б
пакт-блока установлены в гнездах подвижных опорных плит, в расточках которых смонтированы две пары упомянутых гидроцилиндров осевой подачи с разъемным соединением их штоков с клиновыми зажимами, установленными на направляющей скалке, соединяющей диски компакт-блока, при этом гидроцилиндр механизма стыковки смонтирован на неподвижной опорной плите силовой рамы по оси устройства и его полый шток соединен с ближайшей к нему подвижной опорной плитой, а стыковочный конус жестко смонтирован на обращенном к контейнеру диске компакт-блока,
,5/5f даг/ л 24
fe/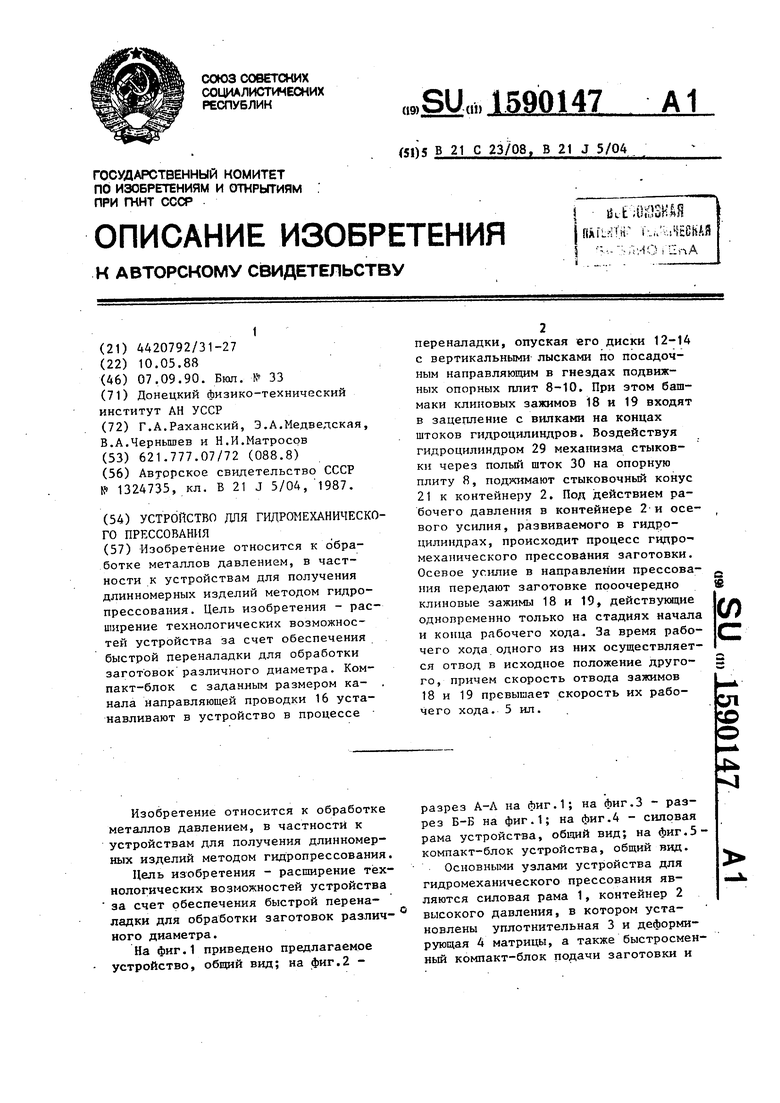

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1324735A1 |
| Устройство для обработки длинномерного материала | 1988 |
|
SU1637910A1 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1282949A1 |
| Устройство для непрерывного гидромеханического прессования длинномерных изделий | 1984 |
|
SU1205977A1 |
| Узел осевой подачи заготовки к устройству для непрерывного гидропрессования изделий | 1988 |
|
SU1668003A1 |
| Устройство для непрерывного гидропрессования изделий | 1984 |
|
SU1181764A1 |
| Способ гидропрессования длинномерных профильных изделий и установка для его осуществления | 1986 |
|
SU1454536A1 |
| Устройство для непрерывного гидропрессования | 1982 |
|
SU1039629A2 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения длинномерных изделий методом гидропрессования. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения быстрой переналадки для обработки заготовок различного диаметра. Компакт-блок с заданным размером канала направляющей проводки 16 устанавливают в устройство в процессе переналадки, опуская его диски 12-14 с вертикальными лысками по посадочным направляющим в гнездах подвижных опорных плит 8-10. При этом башмаки клиновых зажимов 18 и 19 входят в зацепление с вилками на концах штоков гидроцилиндров. Воздействуя гидроцилиндром 29 механизма стыковки через полый шток 30 на опорную плиту 8, поджимают стыковочный конус 21 к контейнеру 2. Под действием рабочего давления в контейнере 2 и осевого усилия, развиваемого в гидроцилиндрах, происходит процесс гидромеханического прессования заготовки. Осевое усилие в направлении прессования передают заготовке поочередно клиновые зажимы 18 и 19, действующие одновременно только на стадиях начала и конца рабочего хода. За время рабочего хода одного из них осуществляется отвод в исходное положение другого, причем скорость отвода зажимов 18 и 19 превышает скорость их рабочего хода. 5 ил.
9ui.2
22
17
Фиг.Ъ
. 12
| Устройство для гидростатического прессования заготовок неограниченной длины | 1985 |
|
SU1324735A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
