Изобретение относится к машиностроению и может быть использов ано для заточки фасонного профиля протяжки по задней поверхности, образованной двумя плоскостями, сопрягаемыми радиусом, на заточном, круглошлифо- вальном и тому подобных станках плоскими кругами.
Цель изобретения - расширение технологических возможностей приспособ- ления для заточки протяжек путем обеспечения заточки протяжек, имеющих фасонный профиль.
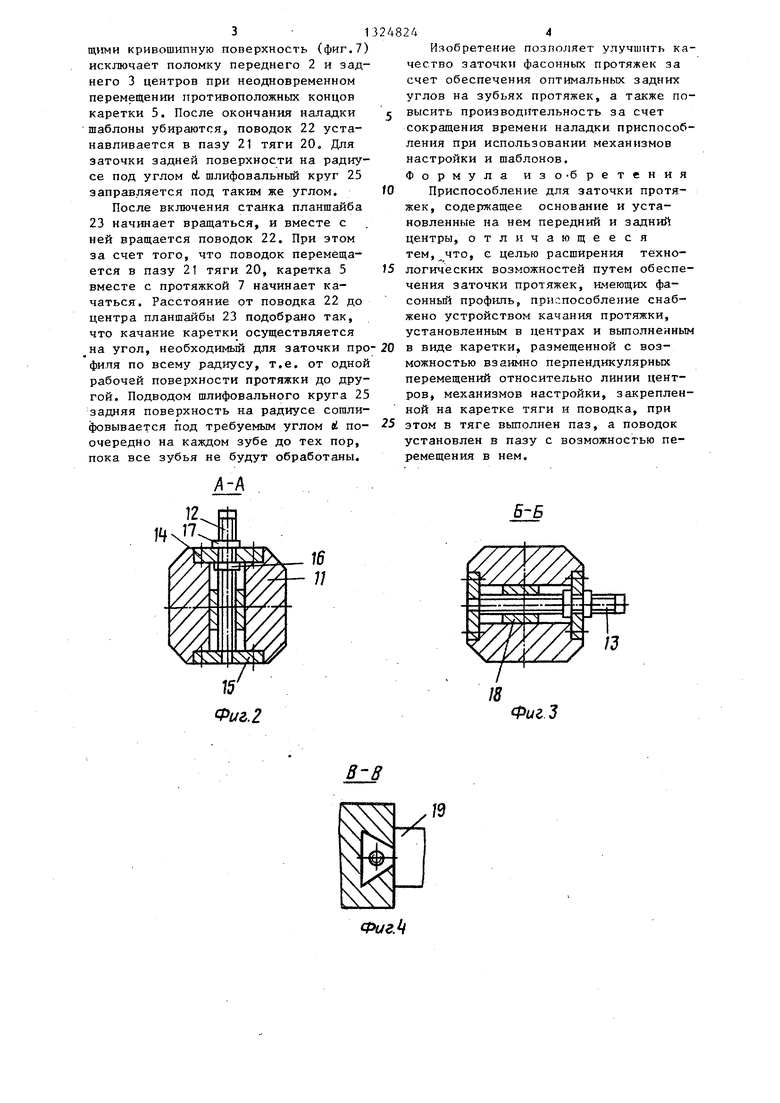
На фиг. 1 изображено предлагаемое приспособление, вид сбоку; на фиг.2 - сечение А-А на фиг. 1J на фиг. 3 - сечение Б-Б на фиг. 1, на фиг. 4 - сечение В-В на фиг. 1J на фиг.5 - вид Г на фиг. 1, на фиг. 6 - вид Д на фиг. 1; на фиг. 7 - сечение Е-Е на фиг,1; Ufa фиг.8 и 9 - сечение Ж-Ж на фиг. 1 (I и II положения протяжки при установке по шаблону).
Г
Приспособление для заточки протяж
ки устанавливается на столе станка (не показан) основанием 1 и содержит передний 2 и задний 3 центры, имеющие наконечники 4. В центрах установлена каретка 5 с закрепленной на ней винтами 6 протяжкой 7. Для исключения перекосов протяжки винты выполнены с точной гладкой частью, которая входит в направляющие сухари 8, в свою очередь выполненные точно по пазу 9 каретки 5. Последняя имеет передний 10 и задний 11 механизмы настройки, каждьм из которых содержит по два винта 12 и 13, расположенные в двух взаимно перпендикуляр- ных плоскостях. Винты 12 и 13 входят в пазы (не показаны) механизмов 10 и 11 настройки и зажимаются планками 14 и 15 для исключения перемещений винтов в осевом направлении. Эти планки вьшолняют свое назначение контактируя с одной стороны с упорным буртом 16 винта, а с другой - с торцом резьбовой части винта Для фиксированной установки последнего в требуемом положении служит гайка 17. С резьбовой частью винтов связаны: с лежащим в одной плоскости - ласточкин хвост 18 каретки 5, с лежащим во взаимно перпендикулярной плоскости - ласточкин хвост центра 19. На каретке 5 згжреплена тяга 20, в которой вьтолнен паз 21. В последнем установлен поводок 22, закрепляемьй на планшайбе 23 станка. Для установки протяжек служат шаблоны 24. Заточка задней поверхности протяжки 7 осуществляется шлифовальным кругом 25. Каретка 5, передииГ: Ю и задний 11 механизмы настройки, тяга 20 и поводок 22 образуют устройство качания протяжки.
Приспособление работает следующим образом.
Перед началом наладки тяга 20 отсоединяется от поводка 22. Протяжка 7 закрепляется винтами 6 на,каретке 5. Поскольку гладкая часть винто-в выполнена сопрягаемой с отверстием в направляющих; сухарях 8, а наружная поверхность последних - точно по пазу 9 каретки 5, перекосы протяжки 7 при установке и в процессе шлифования полностью исключаются. Из набора шаблонов выбирается соответствующий обрабатываемому радиу.су протяжки. Высота шаблона определяется по формуле
h H-R,
где h - высота шаблона Н - высота центров , R - радиус протяжки. Установив шаблоны 24 под первый и последний зубья протяжки 7, каретк 5 поворачивается так, что режущие кромки одной стороны протяжки оказываются параллельными верхней плоскости шаблонов. Затем отворачиваются гайки 17 винтов 12 на переднем 10 и заднем 11 механизмах настройки, оси которых перпендикулярны устанавливаемым режущим кромкам протяжки, и вращением винтов 12 перемещают каретку вниз до соприкосновения с поверхностью шаблонов. После этого гайки 17 зажимаются, фиксируя это положение каретки 5 с протяжкой 7 (фиг.8). Затем каретка 5 с протяжкой 7 поворачивается на 90° так, что режущие кромки протяжки второй стороны оказываются параллельными верхней плоскости шаблонов 24. Затем отворачиваются два других винта 13, оси которых перпендикулярны этим режущим кромкам. Вращением винтов 13 совмещаются режущие кромки протяжки с верхней поверхностью шаблона, и это положение фиксируется гайками 17 (фиг. 9). Таким образом оси центров 2 и 3 совмещаются с центром затачиваемого радиуса протяжки. Выполнение центровых отверстий центров 19 имею31
щими кривошипную поперхность (фиг.7) исключает поломку переднего 2 и заднего 3 центров при неодновременном перемещении противоположных концов каретки 5. После окончания наладки шаблоны убираются, поводок 22 устанавливается в пазу 21 тяги 20, Для заточки задней поверхности на радиусе под углом ct шлифовальный круг 25 заправляется под таким же углом.
После включения станка планшайба 23 начинает вращаться, и вместе с ней вращается поводок 22, При этом за счет того, что поводок перемещается в пазу 21 тяги 20, каретка 5 вместе с протяжкой 7 начинает качаться. Расстояние от поводка 22 до центра планшайбы 23 подобрано так, что качание каретки осуществляется на угол, необходимый для заточки про филя по всему радиусу, т.е. от одной рабочей поверхности протяжки до другой. Подводом шлифовального круга 25 задняя поверхность на радиусе сошли- фовывается под требуемым углом eS поочередно на каждом зубе до тех пор, пока все зубья не будут обработаны,
-А
248244
Изобретение позполяет улучшить качество заточки фасонных протяжек за счет обеспечения оптимальных задних углов на зубьях протяжек, а также по- «5 высить производительность за счет сокращения времени наладки приспособления при использовании механизмов настройки и шаблонов. Формула изо бретения
to Приспособление для заточки протяжек, содержащее основание и установленные на нем передний и задний центры, отличающееся тем, что, с целью расширения техно 5 логических возможностей путем обеспечения заточки протяжек, имеющих фа- сонньш профильJ приспособление снабжено устройством качания протяжки, установленным в центрах и выполненным 20 в виде каретки, размещенной с возможностью взаимно перпендикулярных перемещений относительно линии центров, механизмов настройки, закрепленной на каретке тяги и поводка, при
25 этом в тяге вьшолнен паз, а поводок установлен в пазу с возможностью перемещения в нем.
Б-Б
/3
Фиг.З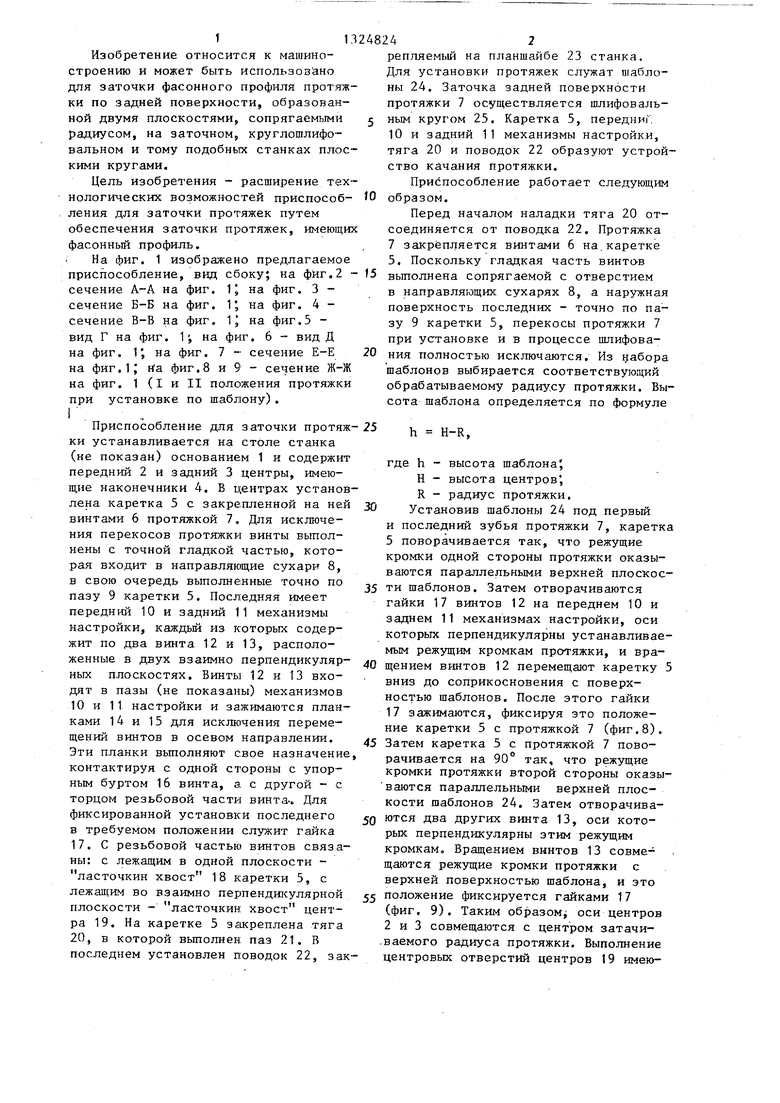
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для затылования зубьев плоской протяжки | 2019 |
|
RU2690880C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЕРЛ (ВАРИАНТЫ) | 2008 |
|
RU2389596C2 |
| Заточной станок | 1961 |
|
SU147931A1 |
| Устройство для обработки зубьев протяжки | 1986 |
|
SU1371876A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
Изобретение относится к машиностроению и может быть использовано для заточки фасонного профиля протяжки по задней поверхности, образованной двумя плоскостями, сопрягаемыми радиусом, на заточном, круглошлифоваль- ном и т,п, станках плоскими кругами. Целью изобретения является расширение технологических возможностей приспособления для заточки протяжек путем обеспечения заточки протяжек, имеющих фасон ный профиль. В переднем 2 и заднем 3 центрах приспособления установлено устройство качания протяжки, выполненное в виде каретки 5 с закрепляемой в ней протяжкой 7, размещенной с возможностью двух взаимно перпендикулярных перемещений относительно линии центров, переднего 10 h заднего 11 механизмов настройки и закрепленной на каретке 5 тяги 20, в которой выполнен паз и установлен поводок. Поводок закрепляется на планшайбе 23 станка. Наладка приспособления производится передним 10 и задним 11 механизмами настройки и шаблонами 24. Заточка задних углов на радиусной поверхности протяжки 7 производится при прокачивании устройства качания вокруг оси центров приспособления, 9 ил. (Л Ж -I « 7 Г hf г-гЬ L //г/X / / л// / / //Х / f /// 23 20 2 /9 Ю18 2lf 1 Ж Фиг, 1 г л// / / //Х / f /// 2lf 1 24;; Б А
У
/9
ФигМ
ВидГ
.Btj (повернуто}
Фиг.5
Фиг.
Ж-Ж I поло)ение
И положение
//////////7//7/7
Фиг. 8
Редактор И.Горная
Составитель Т.Петухова
Техред Н.Глущенко Корректор Л.Пилипенко
Заказ 3002/12Тираж 714 - Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 9
| Кащук В,А, и др | |||
| Справочник заточника, - М,: Машиностроение, 1982, с, 144, 145, рис, 16, I .(54) ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК |
