Изобретение относится к металлообработке, а именно к изготовлению режущего инструмента из инструментальных сталей, применяемых для изготовления отверстий, канавок, пазов, шлиц и т.д.
В конструкции грузового автомобиля «КАМАЗ» с механической коробкой перемены передач используется муфта сцепления, на торцевой поверхности которой имеются пазы. В настоящее время данные пазы обрабатываются методом фрезерования, что неэффективно с точки зрения экономики. Предлагается переход на обработку пазов методом протягивания с использованием плоской протяжки, что позволит повысить экономическую эффективность. Изготовление плоской протяжки, а именно затылование задней поверхности зуба, предлагается осуществлять при помощи предлагаемого приспособления.
Известно приспособление для заточки протяжек, содержащее основание, стойки и смонтированное на них устройство качания протяжки, встроенный в устройство качания протяжки механизм коррекции осевого положения протяжки относительно радиального угла поворота, при этом угол поворота и осевое перемещение связаны зависимостью:

где δ - коррекция осевого положения протяжки;
R - радиус сопряжения прямолинейных режущих кромок протяжки;
φ - угол качания протяжки вокруг оси, проходящей через центр радиуса;
Θ - передний угол протяжки в сечении наибольшего наклона, который определяется из соотношений

где V - угол положения сечения наибольшего наклона;
λ1 и λ2 - углы наклона прямолинейных режущих кромок протяжки;
ε - угол в плане между прямолинейными режущими кромками протяжки (№35752 U1, МПК В24В 3/16 (2000.01), опубл. 10.02.2004).
Известно также приспособление для заточки протяжек, содержащее основание и установленные на нем передний и задний центры, устройство качания протяжки, установленное в центрах и выполненное в виде каретки, размещенной с возможностью взаимно перпендикулярных перемещений относительно линии центров, механизмов настройки, закрепленную на каретке тягу и поводок, установленный с возможностью перемещения в выполненном в тяге пазу (SU №1324824, МПК4 В24В 3/16, опубл. 23.07.1987).
Данное приспособление имеет ряд недостатков, в частности:
- приспособление предназначено для чистовой абразивной обработки и применение его для черновой обработки экономически нецелесообразно в связи с большой трудоемкостью;
- в приспособлении осуществляется качательное движение заготовки на временной оси, что снижает производительность обработки и точность;
- приспособление имеет только один профиль затылования - окружность;
- приспособление должно быть установлено на действующем оборудовании.
Наиболее близким по конструкции и принципу действия является устройство для затыловки зубьев деталей типа рейки, например, к токарно-винторезному станку от кулака, укрепленного в шпинделе станка, толкатель которого смонтирован на подпружиненной инструментальной каретке продольного суппорта, а инструментальная каретка с инструментом закреплена на подпружиненном поперечном суппорте, содержащее валик, закрепленный в шпинделе станка, на котором установлен с возможностью скольжения кулак, а на направляющих станка установлены опоры, несущие затылуемую рейку, и снабженные пневмоприводом (SU №346030, МПК В23В 5/42, опубл. 28.07.1972).
Данное решение не обеспечивает необходимого качества обработки, имеет сложную конструкцию и систему настройки.
Технической задачей, на решение которой направлено изобретение, является повышение качества обработки и снижение трудоемкости изготовления плоской протяжки, предлагаемой к применению для обработки пазов муфты сцепления механической коробки перемены передач автомобиля «КАМАЗ» для замены процесса фрезерования.
Поставленная задача решается тем, что приспособление для затылования зубьев плоской протяжки, содержащее подпружиненный вертикальный суппорт с режущим инструментом, горизонтальный суппорт с толкателем и приводным механизмом, кулачок, дополнительно имеет корпус, при этом приводной механизм выполнен гидравлическим, а в качестве толкателя используют гидроцилиндр, жестко установленный в корпусе и имеющий возможность воздействия на горизонтальный суппорт для обеспечения его продольного перемещения и передачи движения вертикальному суппорту, также размещенному в корпусе и жестко связанному с осью, установленной на подшипниках качения с возможностью перемещения по профилю кулачка. В частном случае исполнения поверхность кулачка имеет форму архимедовой спирали.
Совокупность перечисленных выше отличительных признаков позволяет повысить качество обработки зубьев плоской протяжки и за счет снижения трудоемкости изготовления, снизить стоимость инструмента.
Кроме того, применение при обработке пазов муфты сцепления методом протягивания при помощи плоской протяжки приведет к снижению себестоимости изготовление детали «Муфта сцепления» автомобиля «КАМАЗ» и повышению ее качества.
Техническое решение поясняется чертежами, на которых представлено приспособления для затылования зубьев плоской протяжки:
Фиг. 1 - приспособления для затылования зубьев плоской протяжки, схематичное изображение;
Фиг. 2 - то же, вид сбоку на ось.
В корпусе 1 смонтированы основные узлы приспособления для затылования зубьев плоской протяжки. Конструкция корпуса обеспечивает жесткость и точность взаимного перемещения подвижных частей приспособления. Гидроцилиндр 2 жестко крепится к корпусу 1. Гидроцилиндр предназначен для обеспечения продольного перемещения горизонтального суппорта 3. Размер перемещения гидроцилиндра задается датчиками (не показаны), а его скорость зависит от настроек гидросистемы. Горизонтальный суппорт 3, расположенный внутри корпуса 1 приспособления и приводимый в движение от гидроцилиндра 2, предназначен для передачи горизонтального движения от гидроцилиндра на вертикальный суппорт 4. Вертикальный суппорт 4, включающий в себя резец (режущий инструмент), расположенный в корпусе 1 и жестко связанный с осью 6 и подшипниками качения 7, предназначен для передачи связанных горизонтального и вертикального движения на резец в зависимости от профиля кулачка 5. Ось 6 установлена посредством подшипников 7, вмонтированных в проушинах. Возврат суппорта 4 в исходное положения осуществляется при помощи пружины 8. Кулачек 5 предназначен для преобразования горизонтального движения суппорта 3 в вертикальное движение суппорта 4 по определенному закону. Ось 6 и подшипники качения 7, расположенные на данной оси, служат для обеспечения легкости и точности перемещения.
Приспособление работает по принципу копирования. При движении штока гидроцилиндра 2 с заранее заданной гидросистемой скоростью вперед происходит движение вперед горизонтального суппорта 3 по направляющим в корпусе 1. Горизонтальный суппорт 3 в свою очередь воздействует на вертикальный суппорт 4, который находится внутри направляющих в горизонтальном суппорте придавая ему движение вперед в горизонтальном направлении. Ось 6 при этом двигается по профилю кулачка 5 придавая вертикальному суппорту движение вниз в вертикальной плоскости. Таким образом мы получаем взаимосвязанное движение вперед и вниз в горизонтальной и вертикальной плоскостях. Закон перемещения задается профилем кулачка 5, в частном случае это может быть архимедова спираль. Данное перемещение вертикального суппорта передается на жестко закрепленный резец, который и обрабатывает зуб плоской протяжки 9. Подшипники качения 7 служат для обеспечения легкости и точности перемещения.
При движении штока гидроцилиндра 2 назад в исходное положение все движения происходят в обратном направлении. Движение вверх вертикального суппорта 4 с резцом происходят за счет пружины 8.
Ход горизонтального суппорта определяется датчиками. Сигналы от датчиков подаются на электромагниты, управляющие золотниками, управляющими движением поршня гидроцилиндра 2. Для повышения быстродействия переключения золотниковых пар при управлении электромагнитами используют режим форсирования коротким импульсом от тиристора с последующей поддержкой от транзистора. Используя конструкцию золотниковых пар и управления ими можно достигнуть достаточно высокой частоты в системе управления движениями поршня с горизонтальным суппортом порядка 20 герц. Это также будет определяться и стойкостью применяемого инструмента.
Предложенное приспособление для затылования зубьев плоской протяжки позволяет повысить качество обработки зубьев плоской протяжки и за счет снижения трудоемкости изготовления снизить стоимость инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для затылования фрез | 1939 |
|
SU62314A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Устройство к станку для образования внутренней резьбы | 1987 |
|
SU1442339A2 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| •СЕСОЮЗНАЯ ffATEHTW-TEXl'i-'JECHAH | 1973 |
|
SU381480A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Качающийся суппорт к токарному станку для обработки шатунных шеек коленчатых валов | 1959 |
|
SU133313A1 |
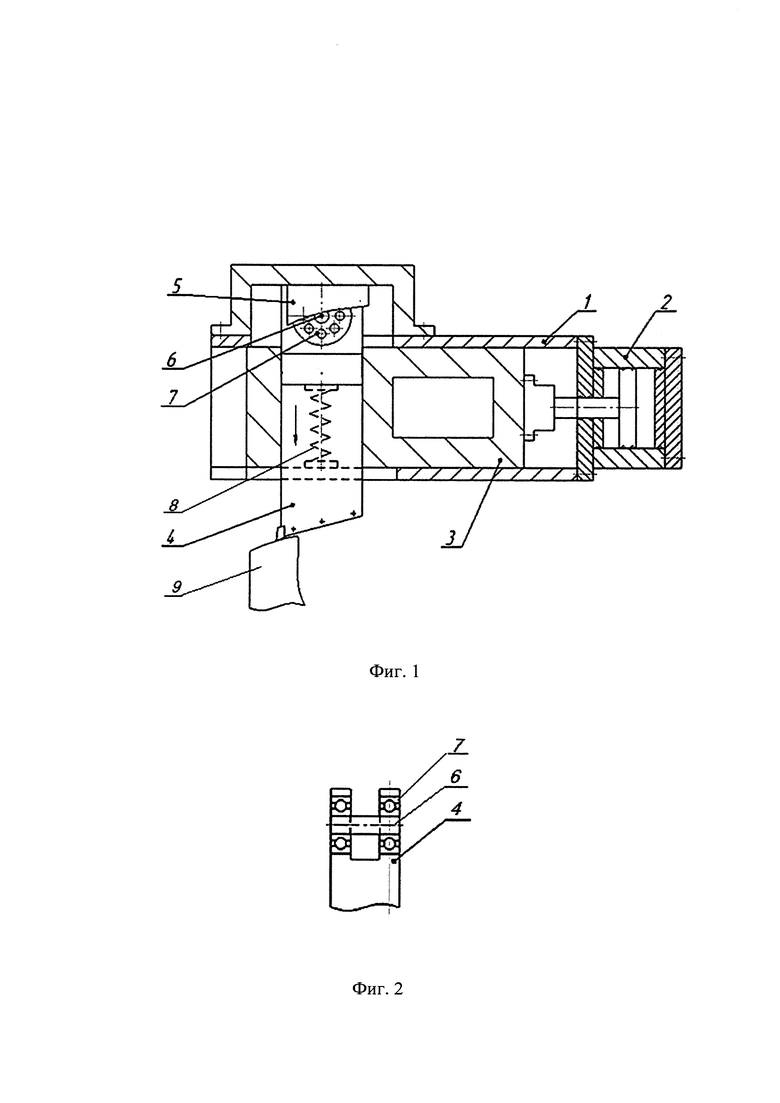
Приспособление содержит корпус (1), в котором смонтированы его основные узлы. Гидроцилиндр (2) жестко крепится к корпусу (1) и предназначен для обеспечения продольного перемещения горизонтального суппорта (3). Горизонтальный суппорт (3), расположенный внутри корпуса (1) и приводимый в движение от гидроцилиндра (2), предназначен для передачи горизонтального движения от гидроцилиндра на вертикальный суппорт (4). Вертикальный суппорт (4) предназначен для передачи связанных горизонтального и вертикального движения на резец в зависимости от профиля кулачка (5), включает резец, расположенный в корпусе (1) и жестко связанный с осью (6) и подшипниками качения (7). Ось (6) установлена посредством подшипников (7), вмонтированных в проушинах. Возврат суппорта (4) в исходное положения осуществляется при помощи пружины (8). Достигается повышение качества обработки зубьев плоской протяжки и снижение трудоемкости её изготовления. 1 з.п. ф-лы, 2 ил.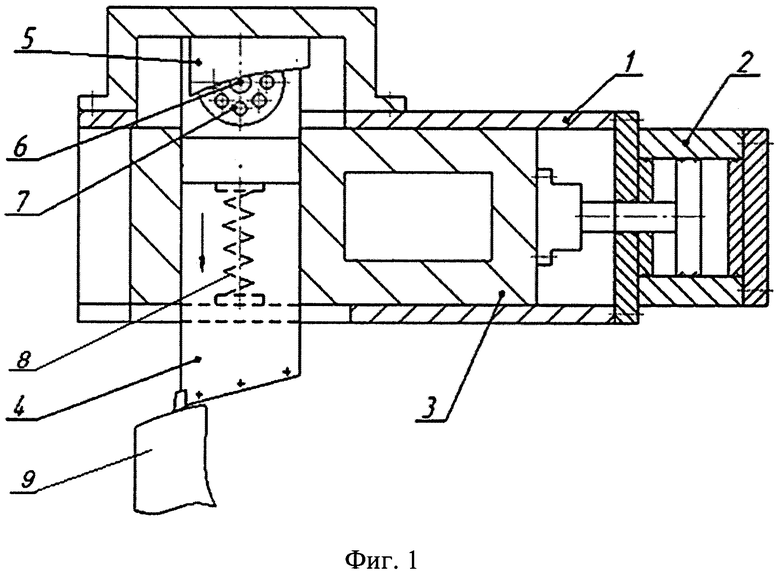
1. Приспособление для затылования зубьев плоской протяжки, содержащее подпружиненный вертикальный суппорт с режущим инструментом, горизонтальный суппорт с толкателем и приводным механизмом, кулачок, отличающееся тем, что оно снабжено корпусом, при этом приводной механизм выполнен гидравлическим, а толкатель выполнен в виде гидроцилиндра, жестко установленного в корпусе и имеющего возможность воздействия на горизонтальный суппорт для обеспечения его продольного перемещения и передачи движения вертикальному суппорту, размещенному в корпусе и жестко связанному с осью, установленной на подшипниках качения с возможностью перемещения по профилю кулачка.
2. Приспособление по п. 1, отличающееся тем, что поверхность кулачка выполнена в форме архимедовой спирали.
| УСТРОЙСТВО для ЗАТЫЛОВКИ ЗУБЬЕВ ДЕТАЛЕЙ ТИПАРЕЙКИ | 0 |
|
SU346030A1 |
| Приспособление для заточки протяжек | 1985 |
|
SU1324824A1 |
| Станок для формования кожаных мехов к сумкам | 1933 |
|
SU35752A1 |
| CN104191036 A, 10.12.2014. | |||

