Изобретение относится к машиностроению и может быть использовано в зубчатых передачах, при изготовлении зубчатых колес с основой из порошкового материала.
Целью изобретения является повышение нагрузочной способности зубчатого колеса и упрош.ение способа его изготовления.
Виброизолируюшие слои в теле колеса образованы смешениями рядами полостей, не нарушаюш,их целостность порошковой основы колеса. Упрощение способа изготовления достигается за счет получения необходимой конструкции и свойств материала колеса в процессе одной операции - спекания порошка.
На фиг. 1 показано зубчатое колесо, сечение; на фиг. 2 - схема расположения полостей на соседних виброизолируюших слоях; на фиг. 3 - схема изменения пористости в сечении зуба; на фиг. 4 - лента для кольцевых элементов.
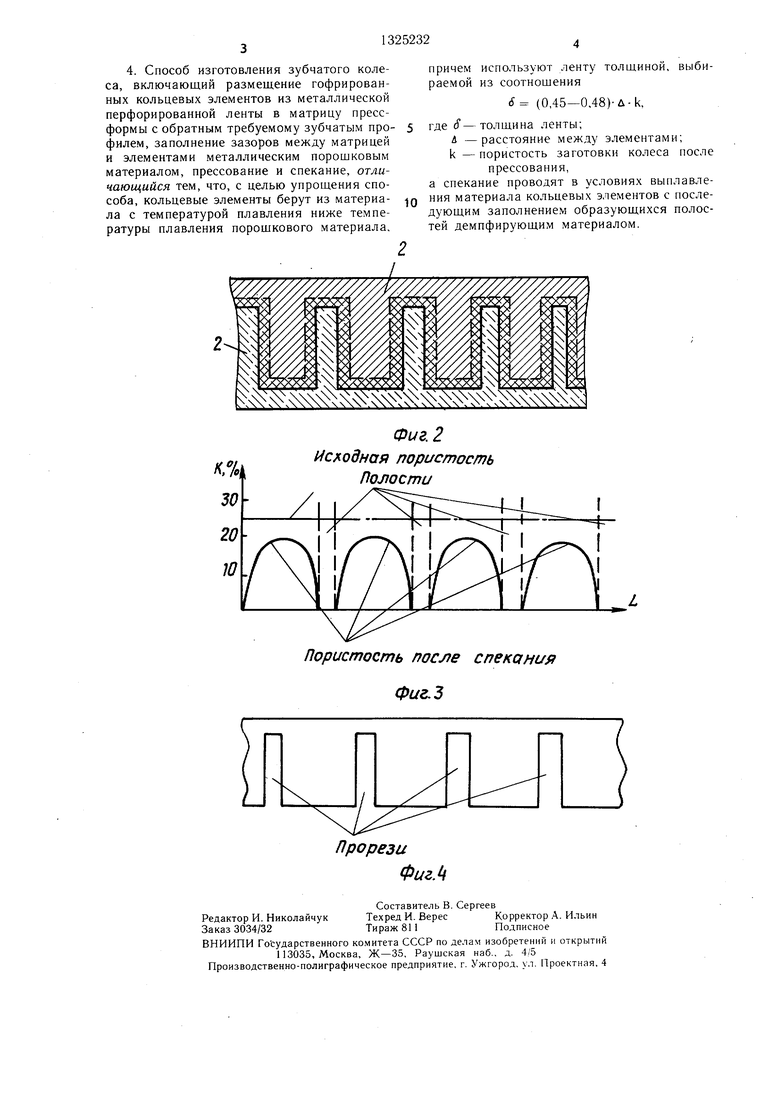
Зубчатое колесо из порошкового материала содержит эквидистантные профилю зубьев чередующиеся несущие 1 и вибро- изолируюшие 2 слои. Последние выполнены в виде рядов полостей, смещенных друг относительно друга в соседних слоях так, что полости одного слоя перекрывают перемычки 3 между полостями другого (фиг. 2).
Полости каждого из рядов могут быть сообщены между собой (фиг. 2) и заполнены демпфирующим материалом. Пористость порошкового материала колеса, образующего несущие слои 1 монотонно возрастает от 2-5 до 10-18% по толщине от периферии к середине слоя.
Зубчатое колесо изготавливают прессованием металлического порошкового материала в матрице с обратным требуемому зубчатым профилем. В матрице на расстоянии д друг от друга коаксиально размещают гофрированные кольцевые элементы из металлической перфорированной ленты. Температура плавления материала ленты ниже температуры плавления порошкового материала. Затем заполняют зазоры между элементами и матрицей металлическим порошковым материалом, уплотняют его до пористости 20-25% магнитоимпульсным прессованием и спекают. Толщину ленты выбирают из соотношения
У (0,45-0,48)-Л-k где S-толщина ленты;
и - расстояние между элементами;
-пористость заготовки колеса после прессования.
При заполнении матрицы и прессования порошка он заполняет предварительно изготовленные в ленте прорези (фиг. 4), образуя перемычки 3 полостей. В процессе спекания стального порошка лента толщиной S расплавляется, заполняя ближайшие поры и растворяясь в несущих, расположенных между виброизолирующими, слоях. При этом
на ее месте образуются полости, а пористость прилегающих к ним несущих слоев уменьшается (фиг. 3).
После спекания сообщающиеся полости
заполняются под давлением материалом с повышенными демпфирующими характеристиками.
При работе колеса виброизолирующие слои 2 гасят колебания, генерируемые зубчатым профилем.
Перемычки 3 между полостями обеспечивают высокую нагрузочную способность колеса, так как соединяют между собой несущие слои 1. Последние, вследствие переменной по толщине пористости, имеют не5 линейную виброакустическую характеристику, что также повышает виброизоляцию.
Пример. Изготавливают зубчатое колесо, имеющее модуль m 8 мм, число зубьев , ширину зубчатого венца в 100 мм, из стального порошка X 13 М2С2.
0 Кольцевые элементы сворачивают из предварительно гофрированной медной ленты толщиной 0,2 мм. В ленте вырубают перфорацию - прямоугольные отверстия (2X8 мм общей площадью 26-30% от
5 площади поверхности ленты). Три кольцевых элемента коаксиально устанавливают в матрицу на расстоянии л 2 мм друг относительно друга, после этого матрицу заполняют металлическим порощком, уплотняют предварительно и затем проводят магнитно0 импульсное прессование с энергией прессования 18 кДж. После прессования заготовку зубчатого колеса спекают в эндогазе при 1160-1200°С.
Образовавшиеся полости пропитаны свинцом.
Изобретение позволяет повысить нагрузочную способность зубчатого колеса в 2,2-2,4 раза при одинаковой с прототипом виброакустической способности.
Формула изобретения
1.Зубчатое колесо, содержащее эквидистантные профилю зубьев чередующиеся несущие и виброизолирующие слои, отличающееся тем, что, с целью повыщения нагрузочной способности, виброизолирующие слои выполнены в виде рядов полостей, смещенных друг относительно друга в соседних слоях.
2.Колесо по п. 1, отличающееся тем, что полости каждого из рядов сообщены между собой и заполнены демпфирующим материалом.
55 3. Колесо по п. 1, отличающееся тем, что пористость материала несущих слоев монотонно возрастающая от 2-5 до 10-18% по толщине от периферии к середине слоя.
4. Способ изготовления зубчатого колеса, включающий размещение гофрированных кольцевых элементов из металлической перфорированной ленты в матрицу пресс- формы с обратным требуемому зубчатым профилем, заполнение зазоров между матрицей и элементами металлическим порошковым материалом, прессование и спекание, отличающийся тем, что, с целью упрощения способа, кольцевые элементы берут из материала с температурой плавления ниже температуры плавления порощкового материала.
причем используют ленту толщиной, выбираемой из соотношения
6 (0,45-0,48)-Д-k,
где S-толщина ленты;
d -расстояние между элементами;
| - пористость заготовки колеса после
прессования,
а спекание проводят в условиях выплавления материала кольцевых элементов с последующим заполнением образующихся полостей демпфирующим материалом.
Фиг. 2
Иа(.одная пористость Полости
Пористость после спекания Фиг.3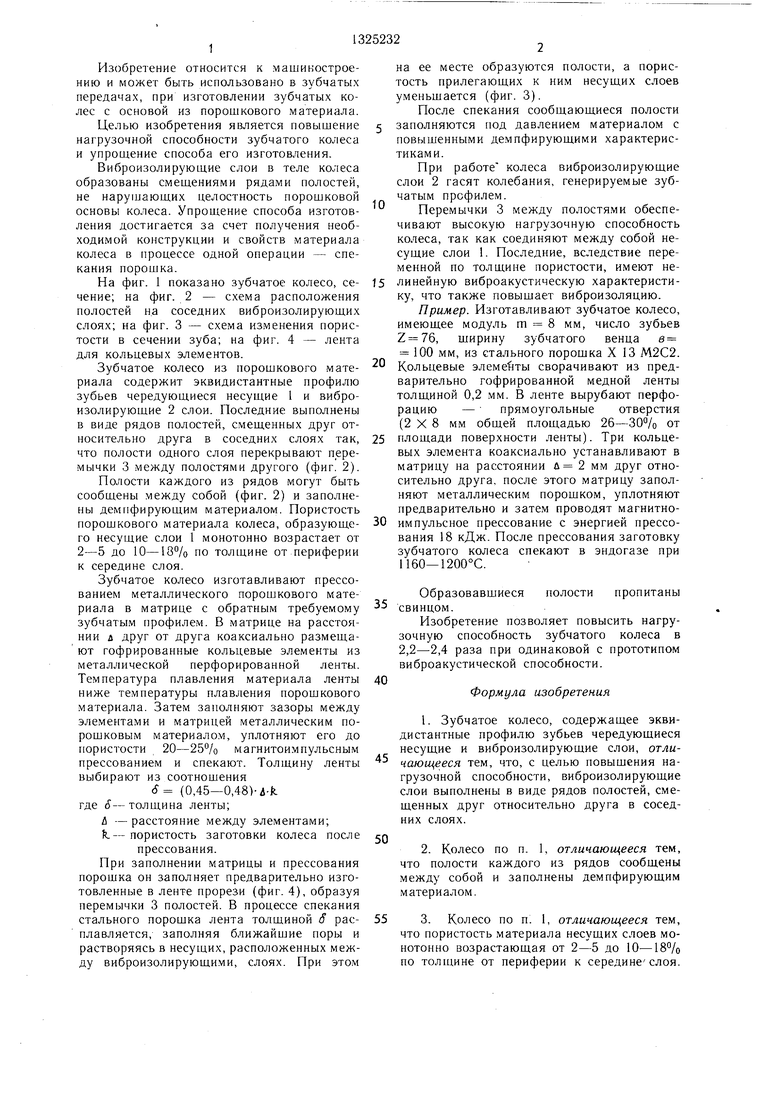
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубчатая пара и способ ее изготовления | 1989 |
|
SU1717284A1 |
| Способ изготовления зубчатого колеса | 1988 |
|
SU1574404A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ НА БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ЗАГОТОВКАХ | 2005 |
|
RU2284241C1 |
| Зубчатое колесо и способ его изготовления | 1985 |
|
SU1325231A1 |
| Способ изготовления биметаллических зубчатых колес | 1988 |
|
SU1579632A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| Способ изготовления прямозубых порошковых шестерен | 1990 |
|
SU1771881A1 |
| Способ изготовления порошковых изделий | 1989 |
|
SU1722691A1 |
| Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления | 2016 |
|
RU2626523C1 |
| Способ восстановления зубьев зубчатых колес и устройство для его осуществления | 1985 |
|
SU1284647A1 |
Изобретение относится к машиностроению. Цель изобретения - повышение нагрузочной способности порошкового зубчатого колеса и упрош.ение способа изготовления. Виброизолируюш.ие слои образованы смешенными рядами полостей, не нарушающих целостность его порошковой основы за счет получения необ.ходимой конструкции и свойств материала колеса в процессе одной операции - спекания. Полости одного слоя перекрывают перемычки 3 между полостями другого. Полости каждого из рядов могут быть сообщены между собой и заполнены демпфирующим материалом. Пористость порошкового материала, образующего несущие слои 1, монотонно возрастает по толщине от периферии к середине слоя. Из гофрированной по профилю зубьев и перфорированной ленты сворачивают кольцевые элементы - будущие ряды полостей и устанавливают в матрицу. При спекании материал ленты расплавляется с образованием полостей. Толщина ленты - расчетная. Переменная пористость несущих слоев 1 получается в результате проникновения расплавленного металла ленты в поры. 2 с. и 2 з. п. ф-лы, 4 ил. (С С О5 N3 СП NS СО ND Фиг. }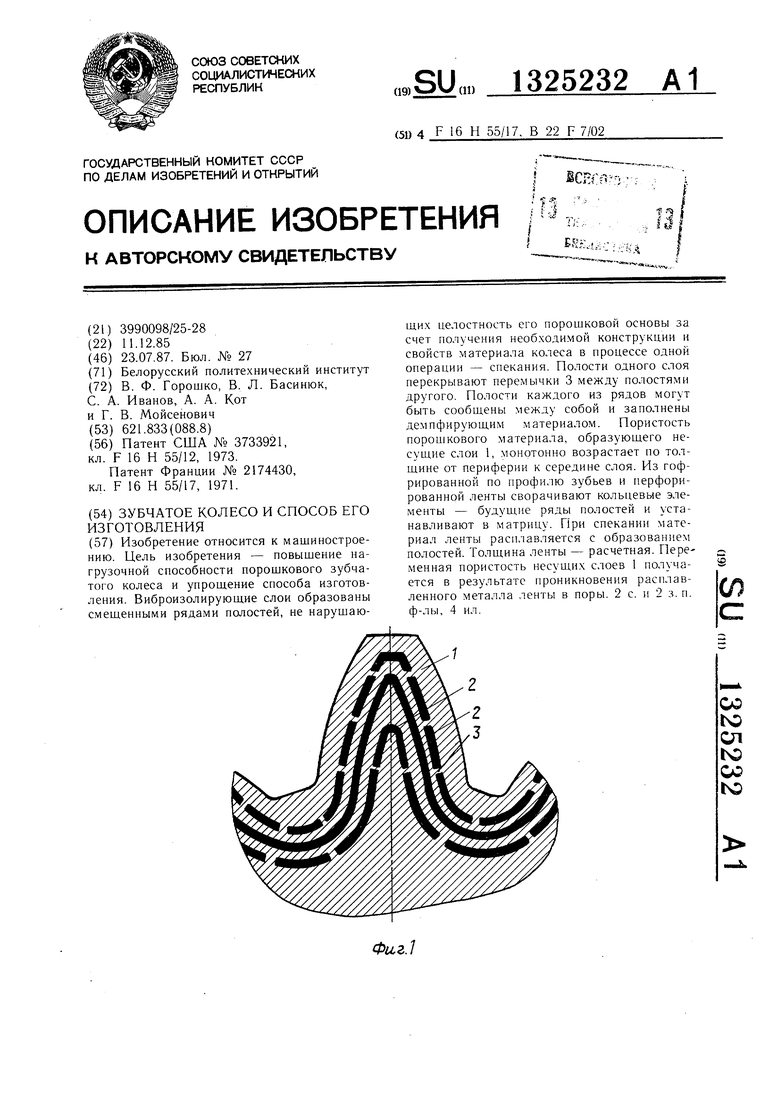
Прорези
ФигМ
Составитель В. Сергеев
Редактор И. НиколайчукТехред И. ВересКорректор А. Ильин
Заказ 3034/32Тираж 811Подписное
ВНИИПИ Го сударственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ум. Проектная, 4
| Патент США № 3733921, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ ОЧИСТКИ ОТХОДЯЩИХ ГАЗОВ ОТ ОКСИДОВ АЗОТА | 2001 |
|
RU2174430C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
