Изобретение касается автоматически действующих систем передач грузов в потоке технологических операций различной продолжительности, в которых используются толкающие транспортеры.
В известных системах передач грузов для обслуживания технологических операций различной продолжительности имеются промежуточные склады и другие дополнительные устройства, что обеспечивает изменение скорости движения грузов на различных участках технологического потока при работе самого транспортера с постоянной скоростью. Однако наличие складов и прочих устройств усложняет систему передачи грузов, затрудняет ее эксплоатацию и ремонт.
Предлагаемая система в отличие от известных позволяет транспортировать грузы на разветвленных участках трассы с различными скоростями соответственно продолжительности технологической операции.
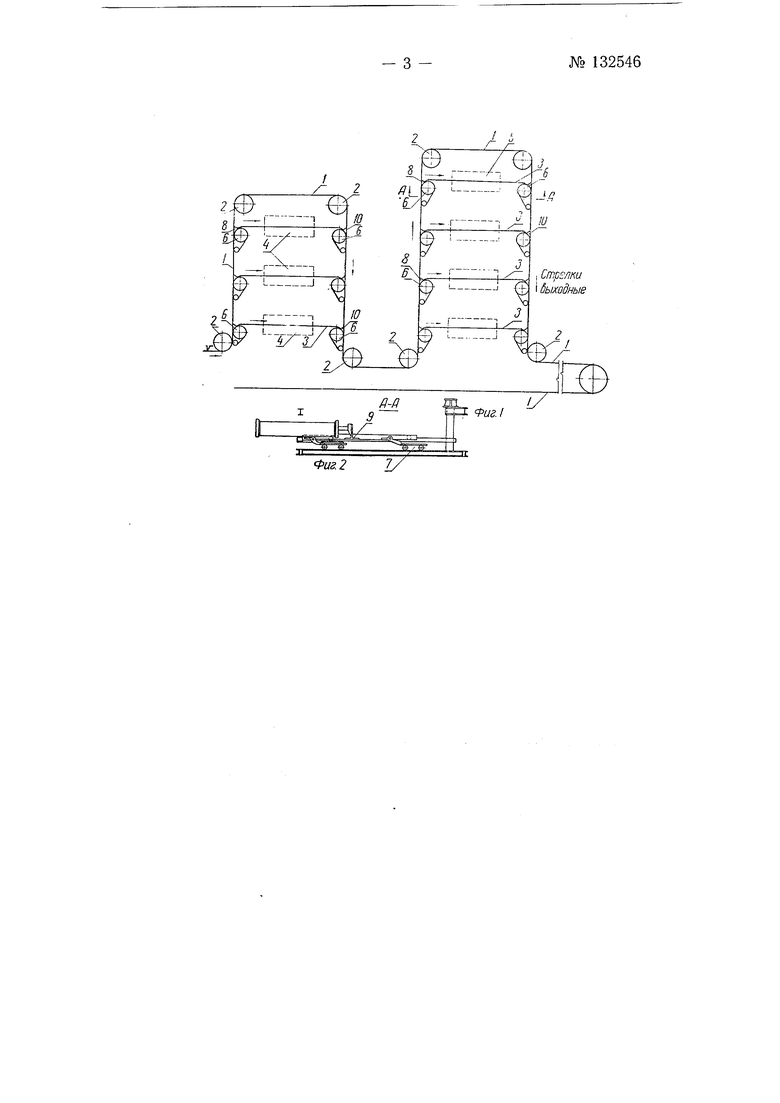
На фиг. 1 изображена схема предлагаемой системы; на фиг. 2 - разрез по А-А на фиг. 1.
Рабочая часть трассы главной линии / толкающего конвейера с помощью поворотных станций 2 огибает участки с оборудованием (или сборочными стендами) и и.меет параллельные линии 5 разветвления в тех местах, где установлено оборудование 4 и 5, с различной продолжительностью технологической операции. В начале и в конце каждой из параллельных линий 3 разветвления установлен переталкивающий механизм 6, который выводит каретку 7 с грузом с главной линии / конвейера но входной стрелке 8 на соответствующую линию 3 разветвления.
Дальнейшее перемещение каретки 7 с грузом по каждой линии 3 разветвления осуществляется толкающими штанговыми конвейерами 9. Включение последних в работу обусловлено соответствующей командой после поступления каретки 7 на переталкивающий механизм 6. На
№ 132546- 2 -
каждом участке толкающего конвейера, имеющем параллельные линии 3 разветвления, осуществлена автоматическая блокировка переталкивающих механизмов 6 и толкающих щтанговых конвейеров 9.
Благодаря этой блокировке осуществляется определенная последовательность включения в работу переталкивающих механизмов 6 и толкающих штанговых конвейеров 9. Каждый переталкивающий механизм 6 включается при подходе предназначенной для него каретки 7 с грузом. Переместив ее с главной линии 1 на соответствующую линию 5 разветвления, этот механизм дает команду своему щтанговому толкающему конвейеру 9 передвинуть каретку 7 дальше до конца линии 5 с заданной скоростью. После этого переталкивающий механизм выключается, пропуская следующую каретку 7 с грузом дальше по главной линии /. Он остается выключенным до тех пор, пока все последующие за ними на данном участке переталкивающие механизмы также поочередно не сработают и не передадут каждый на свою линию 3 разветвления по одной каретке 7 с грузом.
Когда каретка 7 с грузом пройдет по всей длине данной линии 3 разветвления, другой переталкивающий механизм 6, установленный в конце этой же линии 3 разветвления, через выходную стрелку 10 передвигает эту каретку 7 на тлавную линию / ко«вейера. Таким образом обеспечивается прохождение ра-вного за единицу -времени количества кареток 7 с грузом через одинаковое оборудование, размещенное параллельно по линиям 3 разветвления данного участка.
Соответствующим расчетом скоростей главного толкающего ко«вейера по линии / и щтанговых толкающих конвейеров 5 на линиях 3 райетвления, а также -подбором тага между каретками 7 на линии / можно обеспечить требуемую для данного технологического процесса частоту подачи кареток 7 с грузом к оборудованию на линиях 3.
Предмет изобретения
Автоматическая система передачи грузов толкающим транспортом в потоке технологических операций- различной продолжительности, отличающаяся тем, что, с целью передвижения грузов с различными скоростями соответственно продолжительности технологических операций и для устранения необходимости создания промежуточных складов и прочих дополнительных устройств, требуемых в -потоке с операциями различной продолжительности, трасса толкающего конвейера имеет разветвления в тех участках, где установлено оборудование, требующее больщой продолжительности технологической операции, причем в начале и конце каждой линии разветвления установлен переталкивающий механизм, который выводит каретку с грузом с -главной линии конвейера, а дальнейщее перемещение по каждой линии разветвления осуществляется толкающими щтанговыми конвейераМи, причем переталкивающие механизмы и щтанговые конвейеры связаны системой блокировки, обеспечивающей -включение их при постзплении каретки к началу и к концу каждой линии оазветвления.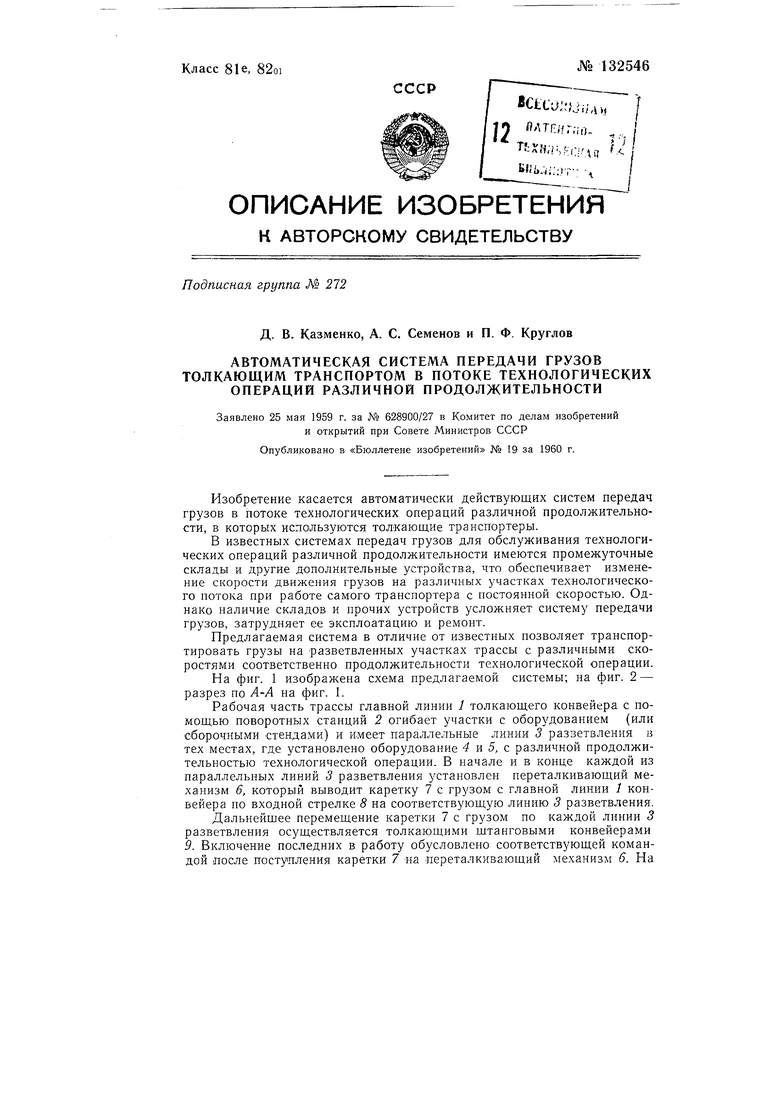
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи подвесок с одного монорельсового пути, обслуживаемого толкающим конвейером, на другой путь, также обслуживаемый толкающим конвейером | 1958 |
|
SU122429A1 |
| Стрелка для подвесных путей толкающих конвейеров | 1958 |
|
SU149115A1 |
| Толкающий штанговый конвейер | 1958 |
|
SU117605A1 |
| Устройство для передачи подвесок с одного монорельсового пути, обслуживаемого толкающим конвейером, на другой путь | 1958 |
|
SU123077A2 |
| Крановый захват | 1958 |
|
SU117753A1 |
| СПОСОБ ПОСЕВА ИЛИ ПОСАДКИ СЕЛЬСКОХОЗЯЙСТВЕННЫХ КУЛЬТУР | 2000 |
|
RU2175822C1 |
| Подвеска грузонесущего конвейера | 1973 |
|
SU467854A1 |
| Подвесной толкающий сортировочныйКОНВЕйЕР для шТучНыХ гРузОВ | 1979 |
|
SU814487A1 |
| Подвесной пространственный конвейер | 1973 |
|
SU472872A1 |
| Шаговый конвейер | 1979 |
|
SU839903A1 |