1
Изобретение касается обработки .металлов давлением и относится к способам изготовления обечаек.
Цель изобретения - повьппение герметичности и качества.
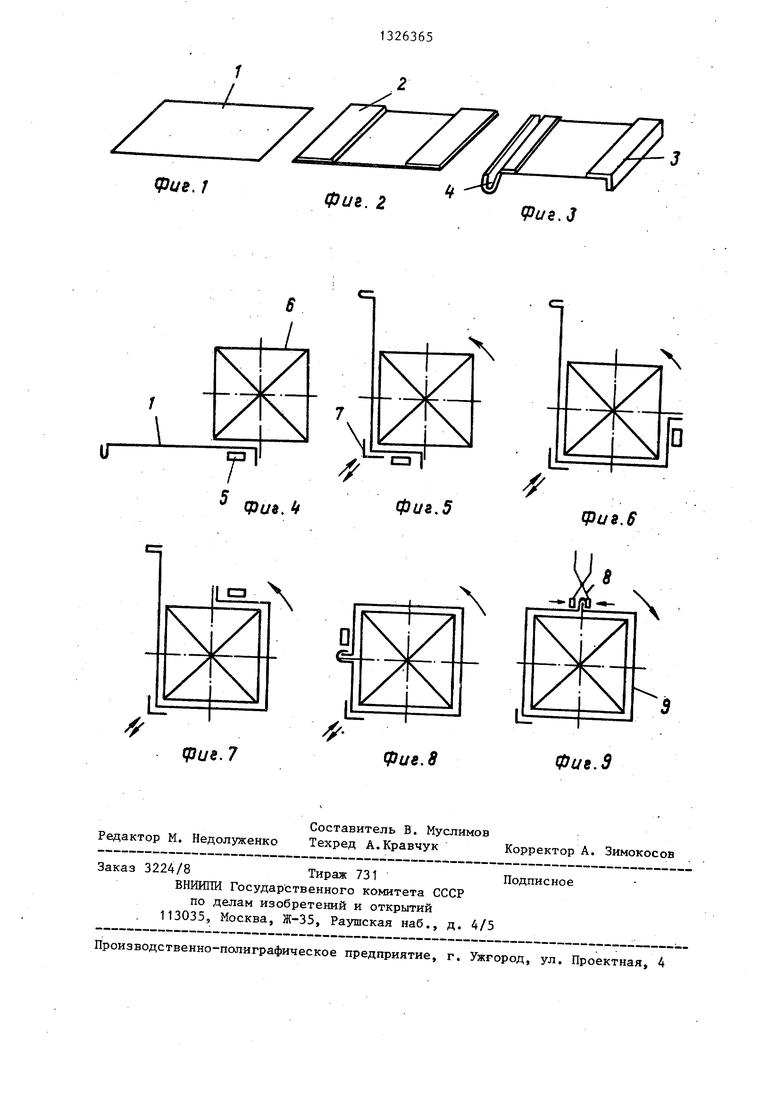
На фиг, 1 показана листовая заготовка; на фиг. 2 - заготовка с нанесенным герметизирующим покрытием; на фиг о 3 заготовка с покрытием и элементами фальца; на фиг« 4-9 схема гибки обечайки на фиг, 10 - готовая обечайка.
На чертежах приняты следующие обозначения; листовая заготовка 1, герметизирующее антикоррозионное покрытие 2, элемент 3 фальца с одним изги- бомз элемент 4 фальца с двумя изгибами, прижим 5, оправка б, траверса 7, узел 8 обжима, готовая обечайка 9,
Способ осуществляется следующим образом,,
Изготовление обечайки 9 осуществляют из листовой заготовки 1 (фиг,1) пшрина которой превышает периметр поперечного сечения готовой обечайки 9 на величину фальца, С одной стороны по краям заготовки 1 вдоль фальцевого шва наносят герметизирующее антикоррозионное покрытие на величину, не менее ширины каждого из элементов 3 и 4 фальца (.фиг. 2), сушат. На другую сторону заготовки или всю остальную поверхность наносят антикоррозионное декоративное покрытие, сушат. Затем на концах .заготовки 1 безударным методом получают элементы 3 и 4 фальца (фиг.З), загибы к:оторых распо- .лагаются в противоположную сторону от поверхности заготовки 1 с герметизи- рукшщм покрытием. После этого сторону заготовки 1 с элементом 3 фальца, имеющим один изгиб (фиг„4)5 закреп ляют прижимом 5 на оправке б и формируют прямой угол траверсой 7 (фиг. 5). Поворачивают оправку 6 вместе с заготовкой 1 (фиг.6-8), формируют последующие углы и обворачивают заготовку 1 вокруг оправки 6. После формирования последнего угла элемент 4 фальца с двумя изгибамИэ расположен- ньш над элементом 3 фальца с одним изгибом, надвигают на последний (фиг,8)5 поворачивают оправку 6 вместе с обечайкой 9 и безударным узлом 8 обжима, обжимают фальцовый
13263652
шов (фиг.9)9 после чего готовое изделие 9 (фиг. 10) снимают с оправки 6. Способ под оляет получать обечайки с герметичным антикоррозионным швом. При этом герметик, например гу 1мировочный состав, находится только внутри шва и внутри обечайки, не портит внешний вид и предохраняет 10 шов от коррозииJ предотвращает шум ири вибрахщи и выход газов или жидкости. Кроме того,обечайка не нуждается в повторном нанесении покрытия отделочной окраски, так как покрытие -J5 наносится заблаговременно на заготовку простой формы, хорошо просуйивает20
25
30
35
40
45
50
55
ся, а применение безударных узлов-при ее изготовлении: не разрушает покрытие.
Формула изобретения
1.Способ изготовления обечаек , включаюш 1й изготовление из листового металла заготовки, ширина которой превышает периметр поперечного сечения готовой обечайки на величину фальца, формовку на краях заготовки элементов фальца, последовательную гиб- ку заготовки до получения обечайки необходимого поперечного сечения, обжим фальцевого шва и .съем готовой обечайки с оправки, отличающийся тем, что, с целью повьшге- . ния .герметичности и качества, заго товку с одной стороны по краям покрывают герметизирующим антикоррозионным покрытием на ширину не менее ширины каждого из элементов фальца и сушат, а загибы элементов фальца располагают в противоположную сторону от поверхности заготовки с герметизируюш тм антикоррозионным покрытием.
2.Способ по п. 1, отл-ичаю- щ и и с я тем, что на поверхность заготовки, противоположную поверхности с герметизирующим покрытием, дополнительно наносят декоративное антикоррозионное покрытие.
3.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что на поверхность заготовки, не покрытую герметизиру- юпщм составом, дополнительно наносят декоративное антикогррозионное покрытие
ся, а применение безударных узлов-при ее изготовлении: не разрушает покрытие.
5
0
5
0
5
0
5
Формула изобретения
1.Способ изготовления обечаек , включаюш 1й изготовление из листового металла заготовки, ширина которой превышает периметр поперечного сечения готовой обечайки на величину фальца, формовку на краях заготовки элементов фальца, последовательную гиб- ку заготовки до получения обечайки необходимого поперечного сечения, обжим фальцевого шва и .съем готовой обечайки с оправки, отличающийся тем, что, с целью повьшге- . ния .герметичности и качества, заго товку с одной стороны по краям покрывают герметизирующим антикоррозионным покрытием на ширину не менее ширины каждого из элементов фальца и сушат, а загибы элементов фальца располагают в противоположную сторону от поверхности заготовки с герметизируюш тм антикоррозионным покрытием.
2.Способ по п. 1, отл-ичаю- щ и и с я тем, что на поверхность заготовки, противоположную поверхности с герметизирующим покрытием, дополнительно наносят декоративное антикоррозионное покрытие.
3.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что на поверхность заготовки, не покрытую герметизиру- юпщм составом, дополнительно наносят декоративное антикогррозионное покрытие
. /
фиг. Z
i/e. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления обечаек | 1986 |
|
SU1404142A1 |
| Способ изготовления обечаек | 1990 |
|
SU1784380A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ ТОНКОЛИСТОВОЙ СТАЛИ | 2006 |
|
RU2320442C2 |
| Способ изготовления обечаек и устройство для его осуществления | 1976 |
|
SU727265A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170671C1 |
| МЕТАЛЛИЧЕСКАЯ ЗАГЛУШКА ИЗОЛЯЦИИ ДЛЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ ИЛИ ФАСОННОГО ИЗДЕЛИЯ | 2014 |
|
RU2588320C2 |
| ФАСОННАЯ ДЕТАЛЬ, ТРУБА ИЛИ ЧАСТЬ ТРУБЫ, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ, И ПРОДОЛЬНОЕ ФАЛЬЦЕВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU2026123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВА С ОТБОРТОВКОЙ КРОМОК | 2013 |
|
RU2652291C2 |
| Устройство для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1342560A1 |
| Способ сборки малых архитектурных форм из набора профильных элементов | 2022 |
|
RU2777435C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении гнутых коробчатьк обечаек из листового металла. Цель изобретения - повышение герметичности и качества. На одну сторону заготовки по краям наносят герметизирующее антикоррозионное покрытие. Ширина его не менее ширины каждого из элементов фальца. На другую сторону или на всю остальную поверхность заготовки наносят антикоррозионное декоративное покрытие. После сушки заготовки безударным фальцегибочным инструментом формуют элементы фальца. Загибы элемента располагают в противоположную сторону от поверхности заготовки с герметизирующим покрытием. Затем на оправке осуществляют гибку заготовки до получения обечайки 9 не- .обходимого поперечного сечения и без- е ударный обжим. фальцевого шва. 2 з.п. ф-лы, 10 ил. . (Л СО о:) ел иг.Ю
Ф(Ув. 4
X
Й
/
фиг.5
Фиг.6
фиг,7
фиг.8
Фиг, 9
Составитель В. Муслимов : Редактор М. Недолуженко Техред А.Кравчук Корректор А. Зимокосов
Заказ 3224/8Тираж 731
ВНИШШ Государ ственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Подписное
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М., 1975, с | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
