(21)4149763/29-27
(22)18.11.86
(46) 23.06.88. Бкш. № 23
(71)Кировский сельскохозяйственный институт
(72)В.Н.Еремин, Д.М.Краев, А.В.Пленкин и 0;В.Еремин
(53)621.981.1(088.8)
(56)Авторское свидетельство СССР
№ 829393, кл. В 21 D 5/10, 19.03.79.
(54)УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАКК
(57)Шобретение относится к обработке металлов давлением, в частности к устройству для изготовления
обечаек, и может быть использовано в строительстве и ремонте машин. Цель - распнрение технологических возможностей. Устройство состоит из
-5 Я 17 П
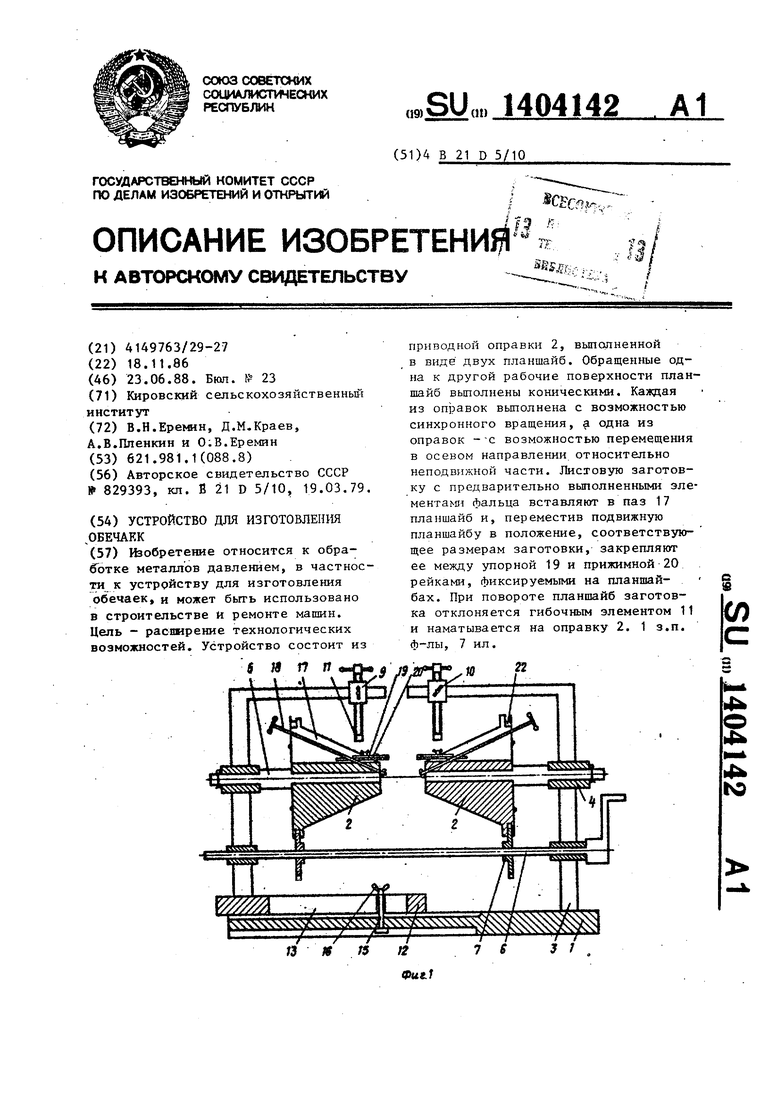
приводной оправки 2, выполненной в виде двух планшайб. Обращенные одна к другой рабочие поверхности планшайб вьшолнены коническими. Казкдая из оправок вьтолнена с возможностью синхронного вращения, а одна из оправок --С возможностью перемещения в осевом направлении относительно неподвижной части. Листовую заготовку с предварительно выполненными эле- ментамл фальца вставляют в паз 17 планшайб и, переместив подвижную планшайбу в положение, соответствующее размерам заготовки, закрепляют ее между упорной 19 и прижимной 20 рейками, фиксируемыми на планшайбах. При повороте планшайб заготовка отклоняется гибочным элементом 11 и наматывается на оправку 2. 1 з.п. ф-лы, 7 ил.
(Л
22
111.14
4ib
4ib
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки обечаек и мо- жет быгь использовано в строительстве и ремонте машин.
Цель изобретения - расширение технологических возможностей.
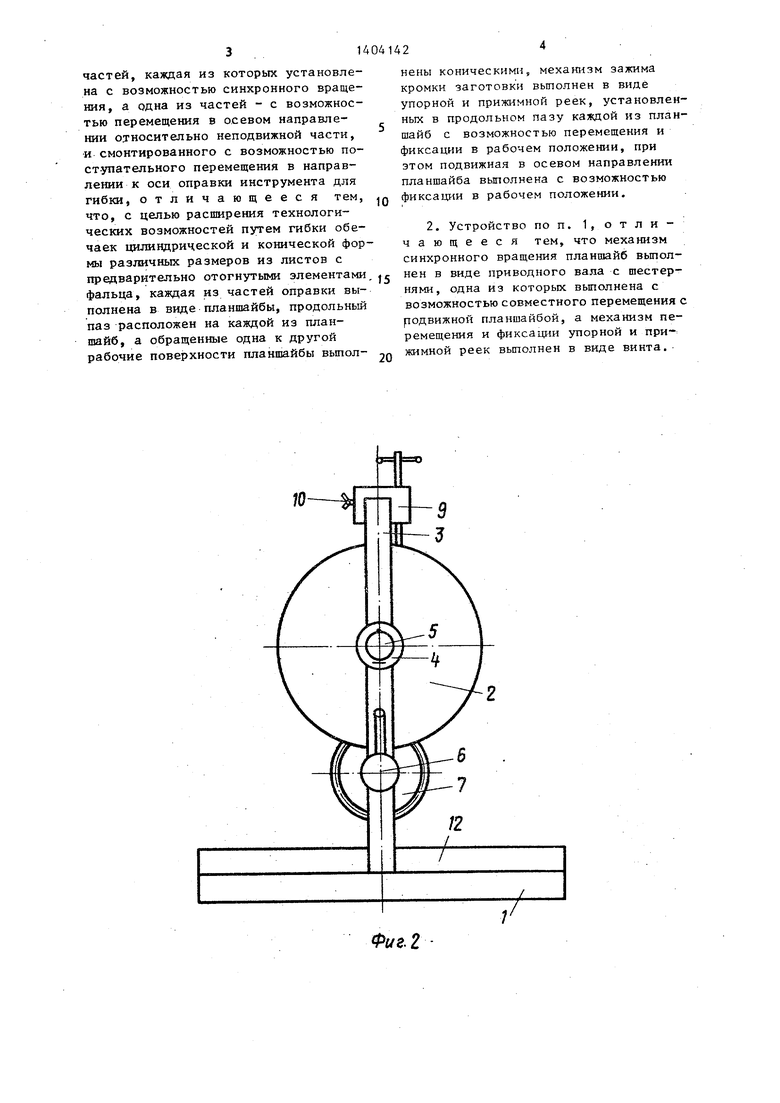
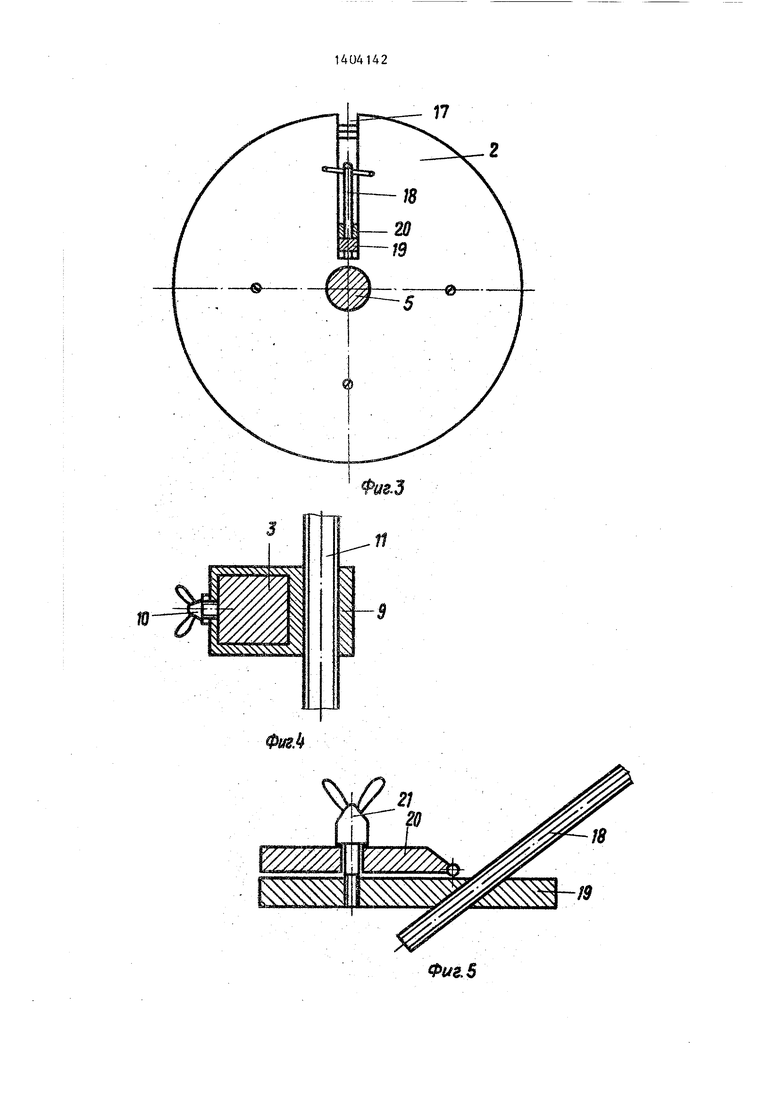
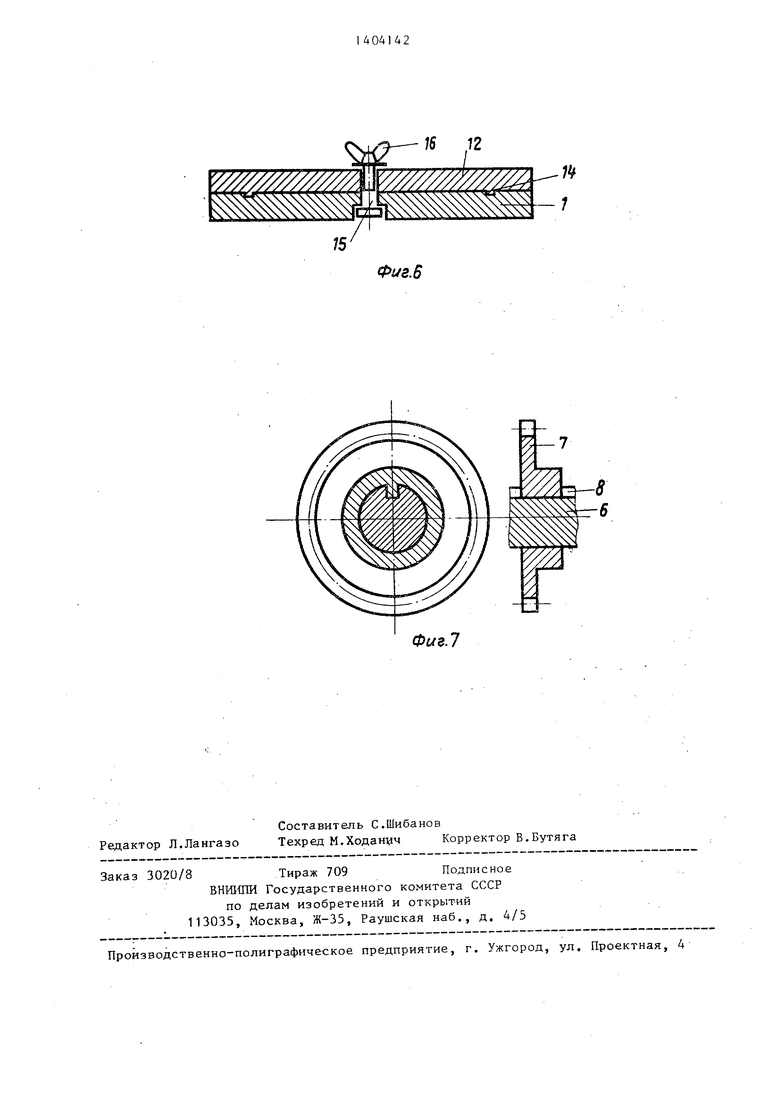
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - то же., вид сбоку; на фиг. 3 - правая часть оправки с направляющим винтом и зажимом, вид сбоку; на фиг. 4 - хомут с ;Прижимным винтом, разрез; на фиг„5- нанравляющий винт с зажимом,, раз- ре|з; на фиг. 6 - основание и опора по цвижной части оправки, разрез на фЦг. ,7 - приводной вал с подвижной ше;стерней.
Устройство для изготовлеьшя обечаек; содержит основание 1 и оправку 2. Haj основании 1 закреплены стойки 3 с втулками 4 вала 5 и приводного вала: 6 , с шестернями 7 и пазом 8. На стойках установлен хомут 9 с фиксатором 10, несущий гибочный элемент 11,
Одна стойка содержит 12 с пазом 13, направляющими выступами 14 и ;болтом 15 с барашковой гайкой 16 для крепления к основанию 1. Стойка вьтолнена с возможностью совместного перемещения с левой частью оправки. Каждая часть конусной оправки выполнена с пазом 17, в котором расположен направляющий винт 18, а на нем вйжный зажим с упорной 19 и прижимной 20 рейками, фиксируемьвуи винтом- фиксатором 21 Конусная оправка имеет зз бчатый венец 22.
Устройство работает следующим образом.
Перед началом работы упорную 19 и прижимную 20 рейки зазкима направ - ляющими винтами 18 устанавливают напротив рисок ижалы на конусной поверхности оправки, соответстБуш1щм заданно «гу диаметру обечайки.
Затем ослабляют болт 15 опоры 12- и фиксаторы 10 и 21f перемещают подвижную стойку совместно с подвижной планшайбой н опорой 12, вставляют заготовку одним концом с подготовленными заранее элементами фальца в зажим одной планшайбы, т.е. в щель между упорной 19 и прижимной 20 рейками. Далее перемещают подвижную часть опоры с второй планшайбой, вставляют другой конец заготовки в зажим, закрепляют заготовку фиксатором 21 в
первой планшайбе. Поджимают кромки - заготовки к конусным поверхностям оправок, перемещая подвижную стойку, затягивают барашковую гайку 16 бол- . та 15 и фиксаторами 21 закрепляют- за- готовку во второй планшайбе, После этого ослабляют фиксаторы 10 хомутов 9 и перемещают хомуты по стой Q ке так, чтобы гибочные элементы 11 пйижимали края заготовки к конусным поверхностям оправок, а хомзггы закрепляют фиксаторами -10. Затем поворачивают на один оборот приводной вал
J5 6, который через шестерни 7, зубчатые венцы 22 поворачивает планшайбы вместе с закрепленной в них заготовкой, изгибая ее вокруг оправки. После то го, как края заготовки совместятся,
2(j их соединняют сваркой или обжимают специальным безударным устройством прямо на оправке.
Для снятия обечайки ослабляют фиксаторы 21, прижимные виНты 10 и г
25 болт 15, отодвигают подвижную стойку совместно с одной половиной оправки от другой, снимают готовую обечайку с оправки.
Для пол чения конусных обечаек зажимы с упорными 19 и прижимными 20 рейками устанавливают на различные диаметры по делениям щкал на конусных поверхностях обеих половин оправки. ПредварителБНо подготавливают заго товку,соответствующую заданной конусности. Процесс изготовления конусной обечайки аналогичен.
Устройство позволяет получать обечайки различных размеров по Д1шне и сечению, конусные, с продольным фальЦевым, стоячим и нахлесточными швами, тем самым экономит материалы, ускоряет процесс изготовления обечаек.
Устройство не требует фундамента для установки, транспортабельно, отличается универсальностью.
Годовой экономический эффект при использовании одного устройства составляет 414 руб.
50
Формула изобретения
1. Устройство для изготовления обечаек, содержащее приводную оправ- 55 .ку с продольным пазом для размещения загнутого конца заготовки и с механизмом для кромки заготовки, при этом оправка вьтолнена из двух
30
35
45
частей, каждая из которых установлена с возможностью синхронного вращения, а одна из частей - с возможностью перемещения в осевом направлении относительно неподвижной части, и смонтированного с возможностью поступательного перемещения в направлении к оси оправки инструмента для гибки, отличающееся тем, что, с целью расширения технологических возможностей путем гибки обечаек цилиндрической и конической формы различных размеров из листов с предварительно отогнутыми злементами фальца, каждая из частей оправки выполнена в виде планшайбы, продольный паз расположен на каждой из планшайб, а обращенные одна к другой рабочие поверхности планшайбы выпол-
иены коническими, механизм зажима кромки заготовки выполнен в виде упорной и прижимной реек, установленных в продольном пазу каждой из планшайб с возможностью перемещения и фиксации в рабочем положении, при этом подвижная в осевом направлении планшайба выполнена с возможностью фиксации в рабочем положении.
2. Устройство по п. 1, отличающееся тем, что механизм синхронного вращения планшайб вьшол- нен в виде приводного вала с шестернями, одна из которых выполнена с возможностью совместного перемещения с родвижной планшайбой, а механизм перемещения и фиксации упорной и прижимной реек выполнен в виде винта.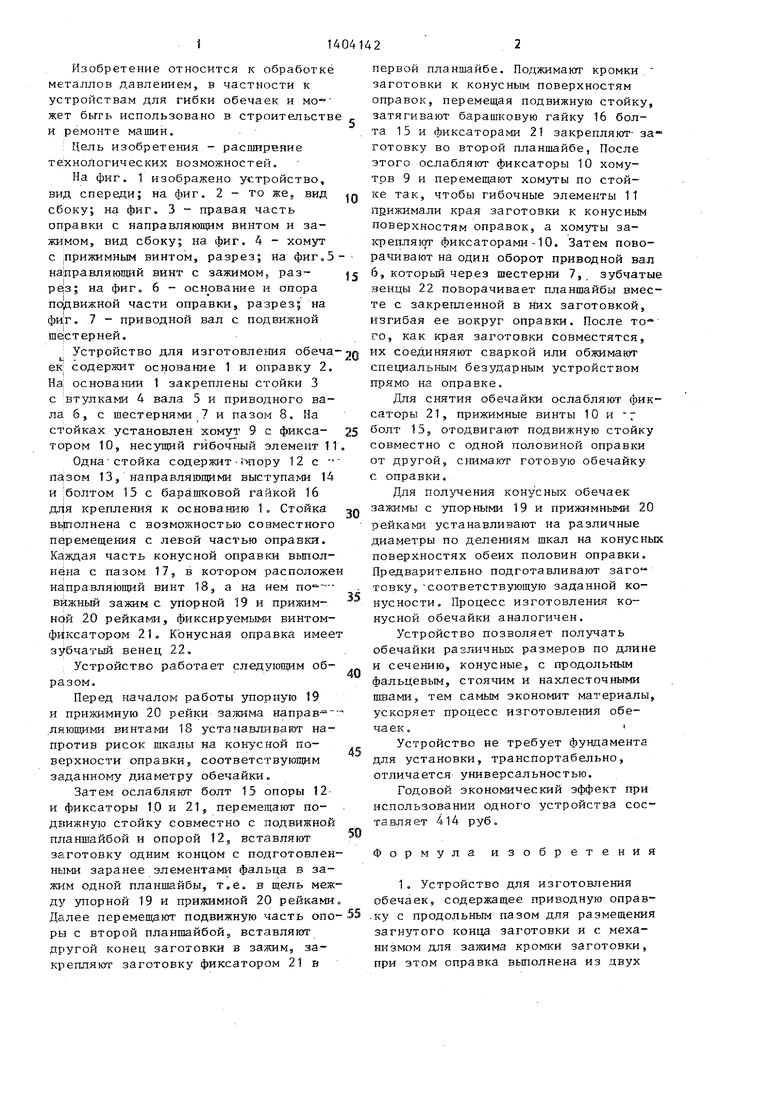
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1342560A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Устройство для изготовления обечаек | 1990 |
|
SU1754270A1 |
| Фальцегибочное устройство | 1985 |
|
SU1258559A2 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |
| Устройство для изготовления проволочных стяжных хомутов | 1988 |
|
SU1687344A1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
il
Фие. 2
17
щ-/
Фиг. В
16 12
Y//////////////
Фиг.6
0W5.7
