Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприя- тий для резки проката на заготовки.,
Целью изобретения является снижение энергозатрат процесса резки проката.
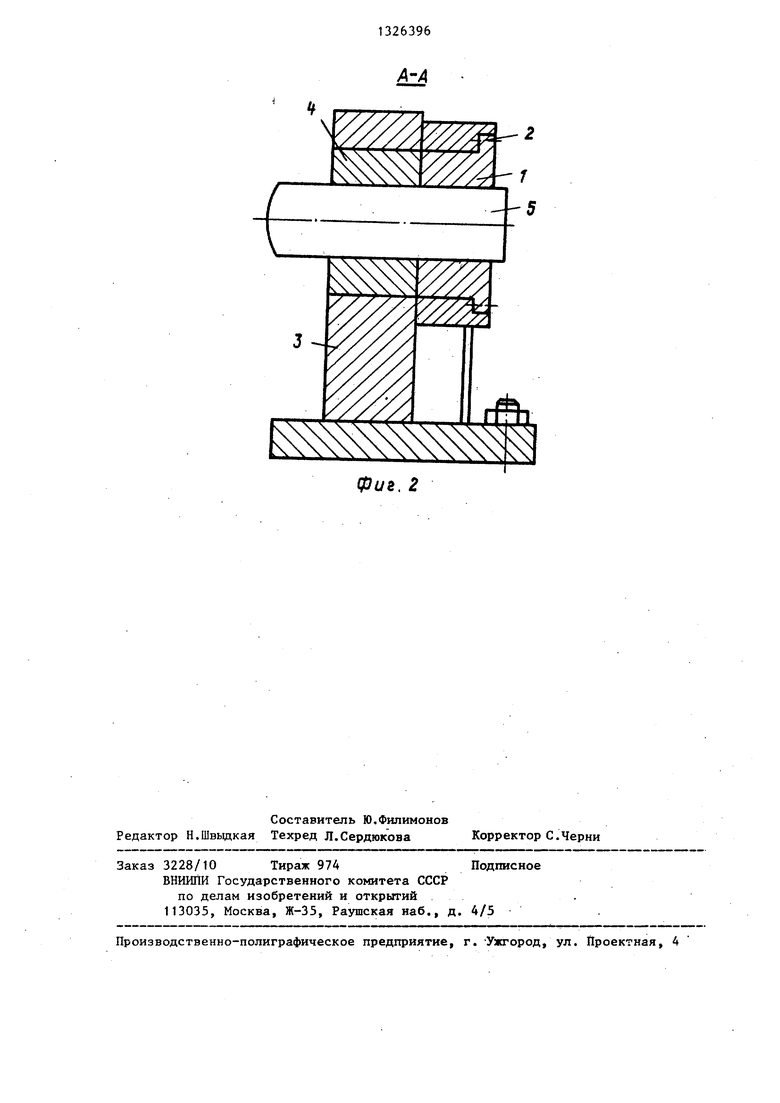
На фиг. 1 изображено устройство для резки проката, общий вид на фиг. 2 - сечение А-А на фиг о 1.
Устройство для резки проката содержит подвижные втулочные ножи 1, закрепленные в качающихся рычагах 2 посредством болтов. Устройство имеет корпуса 3, в которых вмонтированы неподвижные втулочные ножи 4. Прокат показан позицией 5. Каждый корпус закреплен на основании 6, выполнен- ном из сварных угольников и швеллеров на необходимую высоту для размещения корпуса 3 на уровне стола кузнеч- но-прессового оборудования, с помощью болтов 7 и гаек 8„ На этом же основании установлена опора 9, на которой закреплен рычаг 2 с помощью оси 10. В нижней части опоры установлен ходовой винт 11, гайка-опора 12 и рукоятка 13, служащие для перемещения опоры 9 по основанию 6 для изменения расстояний L и LJ и регулировки потребного усилия.разделения. Качающиес рычаги имеют прорези для перемещения оси 10. На столе кузнечно-прессово- го оборудования установлена плита 14} в которой закреплен стакан 15, в котором размещен толкатель 16, подпружиненный пружиной 17. Качающиеся рычаги 2 соединены между- собой осью 18. Пуансон 19 закреплен на верхней плите кузнечно-прессового оборудования и служит для того, чтобы воздействуя на качающиеся рычаги 2 в месте их соединения, разделять прокат в плос- кости неподвижного 4 и подвижного 1 ножей.
Устройство для резки проката работает следующим образом.
Ппита 14 устанавливается на столе пресса или высокоскоростного молота, а основания 6 - рядом со столом. Прокат 5 подается с двух сторон механизмом шаговой подачи в очко неподвижно-
,
5 5 0 Q
„
,
5
5
го иожа 4 корпуса 3 и подвижного ножа К С помощью рукоятки 13, ходового винта 11 и гайки-опоры 12 передвигается опора 9 на требуемое расстояние L, и LJ. Под действием силы Р пуансон 19 приходит в движение, воздействуя на место соединения рычагов 2, Рьиаги 2 поворачиваются вокруг оси 10 на опоре 9 и происходит отделение заготовки в плоскости неподвижного втулочного ножа 4 и подвижного ножа 1. После отделения заготовки и снятия силы Р пружина 17 возвращает толкатель 16 и под его действием - рычаги 4 в исходное положение. Прокат 5 перемещают на очередной шаг, рабочий цдкл повторяется,
Формула изобретен и я
1.Устройство для резки проката, содержащее две пары подвижных от механизма перемещения и неподвижных втулочных ножей, отличающее- с я тем, что, с целью снижения энергозатрат, механизм перемещения втулочных ножей выполнен в виде шарнирно- связанных меж,цу собой двуплечих ры-. чагов, свободное плечо каждого из которых связано с соответствующим под- вижньм -втулочным ножом, при этом плечи рычагов, шарнирно связанные между собой, снабжены приводом качания и подпружинены в направлении, противоположном направлению действия привода их качания, а каждая пара втулочных ножей смонтирована на индивидуальном основании по обе стороны относительно оси шарнирной связи двуплечих рычагов.
2.Устройство по п. 1, отличающееся тем, что каждый из двуплечих рычагов выполнен с продольной прорезью, а ось качания каждого из них размещена в прорези соответствующего рычага и связана с основанием посредством опоры.
3.Устройство по пп. 1 и 2, о т - личающееся тем, что, с целью расширения технологических возможностей, опора каждого из двуплечих рычагов установлена на основании с возможностью регулировочного относительно него перемещения.
, 2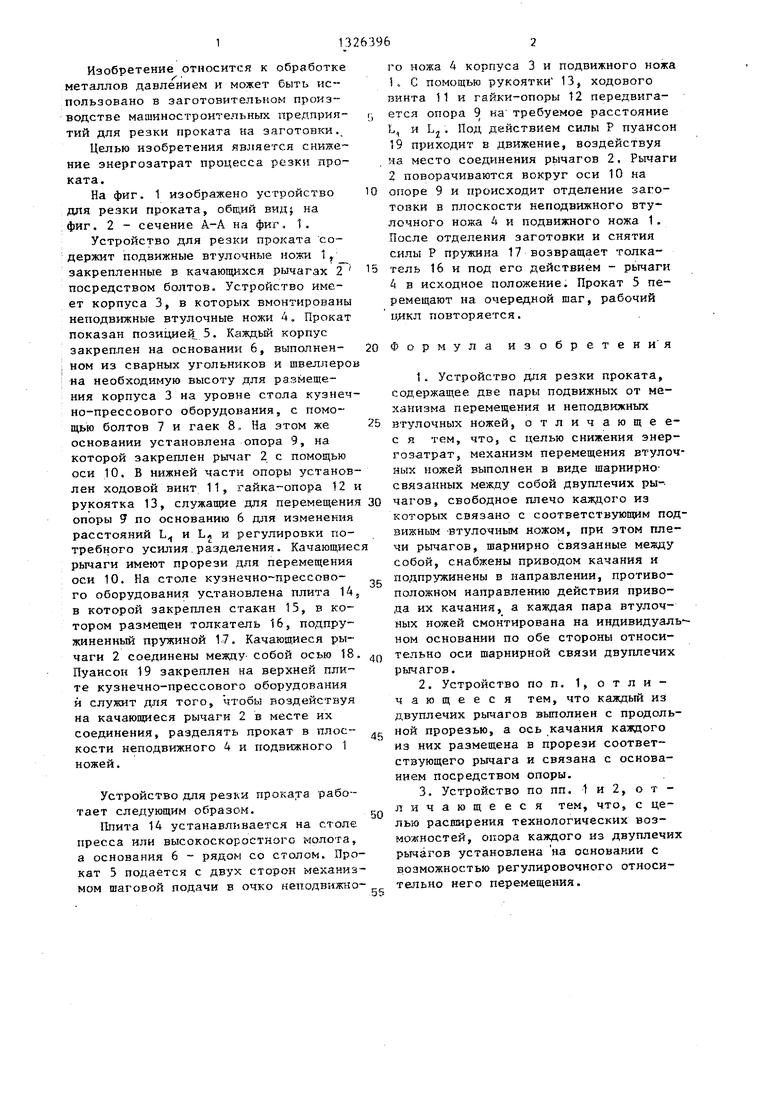
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Штамп для резки проката круглого поперечного сечения | 1983 |
|
SU1151380A1 |
| Устройство для резки проката | 1978 |
|
SU990440A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Прижимное устройство к ножницам | 1984 |
|
SU1253749A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1138265A2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА | 1973 |
|
SU382696A1 |
| Устройство для автоматической многопозиционной штамповки | 1986 |
|
SU1338929A1 |
| Механизированная линия резки листового проката | 1983 |
|
SU1143530A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки проката на заготовки. Цель изобретения - снижение энергозатрат процесса резки проката. Прокат 5 подают механизмом шаговой подачи в неподвижные и подвижные ножи. С помощью рукоятки 13, ходового винта 11 и гайки-опоры 12 передвигают опору 9 на требуемое расстояние L, и L. Под действием силы Р пуансон 19 приходит в движение, воздействуя на мес то соединения рычагов 2. Рычаги 2 поворачиваются вокруг оси 10 на опоре 9, в результате чего происходит отделение заготовки в плоскости сопряжения подвижного и неподвижного ножей 2 з.п. ф-лы, 2 ил. Од fput.f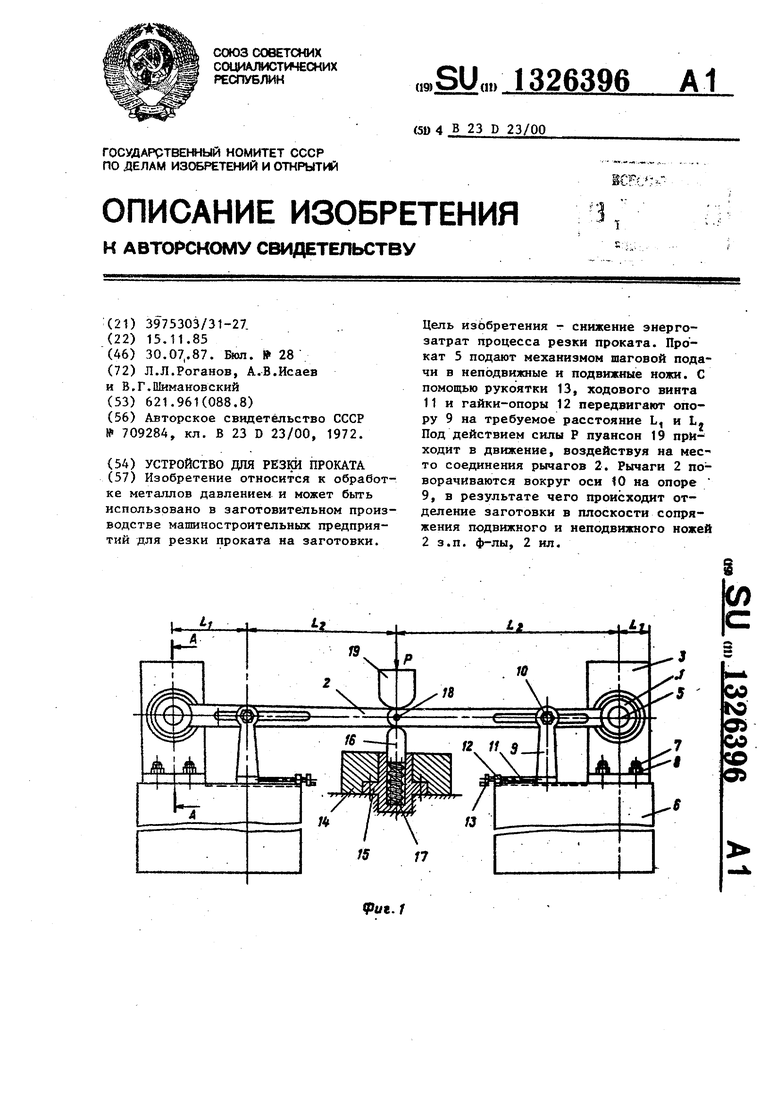
| Устройство для безотходного разделения сортового проката | 1972 |
|
SU709284A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
