1
Изобретение относится к заготовительному производству кузнечно-прессовых цехов машиностроительных заводов, а именно к устройствам для разделения пруткового материала.
Известен штамп для резки пруткового материала на заготовки, включающий основание, установленную на нем опору с размещенным в ее пазу неподвижным ножом, а также подвижные в вертикальной плоскости плиту и державку со скошенной контактной поверхностью и установленным в ее пазу дополнительным ножом 1.
Недостатком штампа является низкое качество получаемых заготовок.
Цель изобретения - повышение качества реза.
Поставленная цель достигается тем, что штамп для резкк пруткового материала на заготовки, включаюший основание, установленную на нем опору с размешенным в ее пазу неподвижным ножом, а также подвижные в вертикальной плоскости плиту и державку со скощенной контактной поверхностью и установленным в ее пазу дополнительным ножом, снабжен механизмом зажима прутка в виде кольца, установленного в пазу опоры, и вкладыша, концентрично размещенного с зазором в кольце, а также клинорычажным приводом механизма зажима, выполненным в виде клина, установ5 ленного с возможностью взаимодействия с пазом опоры, ползущки, размещенной на подвижной плите с возможностью горизонтального перемещения, клинового сухаря, установленного на ползушке, втулки с кли,Q новой поверхностью, размешенной с возможностью вертикального перемещения относительно подвижной плиты и взаимодействия с сухарем ползущки, и двуплечего рычага, одно плечо которого размещено с возможностью взаимодействия с клином, а другое
15 размещено в ползушке и подпружинено.относительно нее.
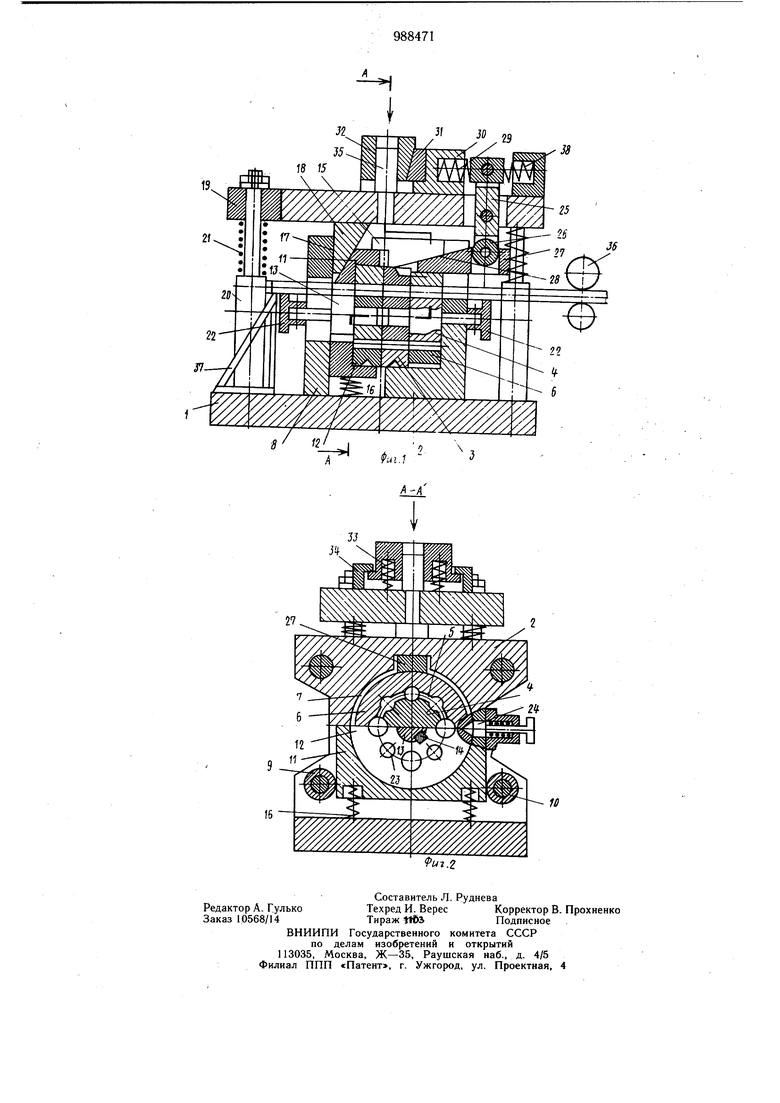
На фиг. 1 изображен щтамп в исходном положении; на фиг. 2 - сечение А-А на
20 фиг. 1На основании 1 щтампа закреплена опора 2 с размещенными в ее пазу неподвижным ножом 3 и разъемным механизмом зажима прутка, состоящим из цилиндрического вкладыша 4, концентрично размещенного с зазором 5 внутри зажимного кольца 6, установленного с кольцевым зазором 7 в опоре 2. . Между опорой 2, крышкой 8 и направляющими втулками 9 и 10, установленными там же, размещена подвижная в вертикальной плоскости державка 11 с установленным в ее пазу дополнительным ножом 12 и цилиндрическим вкладып1ем 13 со шпонкой 14. Державка 11 подпружинена к упору is пружиной 16 и контактирует скошенной поверхностью 17 с клином 18, закрепленным на нажимной плите 19, связанной с основанием направляющими колонками 20 и подпружиненной к основанию пружинами 21. Цилиндрические вкладыщи 4 и 13 снабжены рукояткамилимбами 22. Неподвижный и дополнительный ножи и механизм зажима прутка выполнены в виде револьверных головок с соосными отверстиями 23 разных диаметров и имеют возможность поворачиваться на угол до 360°, фиксироваться фиксаторами 24 в определенном положении, при этом линии разъема механизма зажима - кольцевой зазор 5 проходит через центры отверстий под прутки.
На нажимной плите 19 размещен клинорычажный привод механизма зажима прутка, который состоит из двуплечего рычага 25 с роликом 26, размещенного в пазу клина 27, контактирующего со скошенной поверхностью 28 паза опоры 2, подпружиненного пружиной 29 ползуна 30, на которо.м установлен клиновой сухарь 31, контактирующий со скошенной втулкой 32, подпружиненной пружиной 33 к ограничителям 34 и перемещающейся по колонке 35. Ролики 36 предназначены для осуществления мерной подачи разрезаемого материала. Для сбора заготовок предназначен лоток 37.
При приложении силы против действия пружин 33 втулка 32 перемещается до контакта с нажимной плитой 19, при этом посредством клинорычажного привода механизма зажима прутка и скошенной поверхности 28 паза опоры 2 кольцо 3 перемешается, прижимая пруток к вкладышу 4, полуотверстия которого вьшолнены соосно с режущими отверстиями в дисковых ножах 3 и 12.
При дальнейшем действии силы нажимная плита перемещается, пружины 16 и 21 сжимаются, подвижная державка 11 смещается относительно опоры 2 и материал разрезается дисковыми ножами 3 и 12. При этом необходимая для резания сила передается На скошенную поверхность 17 державки 11 от клина 18 не только в направлении резания, но и в сторону неподвижного ножа 3, предотвращая появление зазора между ножами. Это обеспечивает качественный рез в том числе и вязких материалов. При снятии силы со штампа втулки 32 нажимная плита 19, державка 11 и клинорычажный привод под действием пружин 33, 21, 16 и 38 возвращаются в исходное положение. Отверстия в дисковых ножах 3 и 12 совмещаются и за счет подачи материала роликами 36 отрезанная заготовка выталкивается в лоток 37.
Длина отрезаемых заготовок определяется либо заданным углом поворота подающих роликов 36, либо с помощью любых известных упоров.
Наладка щтампа для резки определенного диаметра прутка осуществляется поворотом ножей 3 и 12 и механиз.ма зажима в определенное положение рукоятками-лимбами 22 и фиксацией фиксаторами 24.
По сравнению с базовым объектом, в качестве которого принят прототип, предлагаемый щтамп позволяет повысить качество получаемых заготовок.
Формула изобретения
Штамп для резки пруткового материала на заготовки, включающий основание, установленную на нем опору с размещенным в ее пазу неподвижным ножом, а также подвижные в вертикальной плоскости плиту и державку со скошенной контактной поверхностью и установленным в ее пазу допол0 нительным ножом, отличающийся тем, что, с целью повышения качества реза, он снабжен механизмом зажима прутка в виде кольца, установленного в пазу опоры, и вкладыша, концентрично размещенного с зазором в кольце, а также клинорычажным приводом механизма зажима, выполненным в виде клина, установленного с возможностью взаимодействия с пазом опоры, ползущки, размещенной на подвижной плите с возможностью горизонтального перемещения, клинового сухаря, установленного на ползушке, втулки с клиновой поверхностью, размещенной с возможностью вертикального перемещения относительно подвижной плиты и взаимодействия с сухарем ползушки, и двуплечего рычага, одно плечо которого размещено с возможностью взаимодействия с клином, а другое размещено в ползушке и подпружинено относительно нее.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 751526, кл. В 23 D 23/00, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Устройство для резки коротких заготовок | 1973 |
|
SU483203A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Устройство для резки пруткового материала | 1979 |
|
SU1186407A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА С ДИФФЕРЕНЦИРОВАННЫМ ЗАЖИМОМ ЕГО В ПРОЦЕССЕ | 1973 |
|
SU385682A1 |
| Устройство для резки пруткого материала | 1977 |
|
SU703255A1 |
| Штамп для резки проката на мерные длины | 1981 |
|
SU988472A1 |