2.Линия по п. 1, о т л и ч а ю щ а я с я тем, что выравниватели положения проката установлены симметрично относительно продольной оси линии и выполнены в виде возвратнопоступательно подвижных приводных каг реток с утапливаемыми эле1утромагнитными упорами, каждый из которых снабжен сигнализатором исходного положе.ния, . 3.Линия по пп. 1 и 2., отличающаяся тем, что привод кареток выполнен в виде двуплечих поворотных 11 30 вокруг осей, параллельных направлению перемещения подвижной тележки, рычагов, одни плечи которых связаны с каретками, и пневмоцилиндров, кинематически связанных с другими плет чами поворотных рычагов. 4. Линия по п. 1, отличающаяся тем, что вьфавниватели положения проката установлены симметрично относительно продольной оси линии и выполнены в виде двух Г-образных поворотных штанг, кинематически связанных между собой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия резки листового проката | 1979 |
|
SU946823A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Механизированная линия раскроя листового металлопроката | 1988 |
|
SU1637967A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Механизированный комплекс для раскроя листового проката | 1981 |
|
SU941033A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1424999A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Установка для резки листового материала | 1980 |
|
SU910376A2 |
| Устройство для резки листового проката | 1981 |
|
SU1009655A1 |
1. МЕХАНИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ ЛИСТОВОГО ПРОКАТА, содержащая основание, листоукладчик,, поддерживающие стойки с неприводными роликами, выравниватели положения проката. гильотинные ножницы и подающую тележку с электромагнитной шайбой, о тличающаяся тем, что, с целью повьппения точности, подающая тележка снабжена направляющими, выполненными в виде расположенных с возможностью взаимодействия между собой по трапециевидной поверхности двух частей, одна из которых установлена на основании, а другая связана с тележкой и выполнена с открытой полостью, связанной с источникам сжатого воздуха и дополнительной электромагнитной шайбой, при этом электромагнитные шайбы подающей течо лежки установлены с возможностью т осевого перемещения и подпружинены в этом направлении.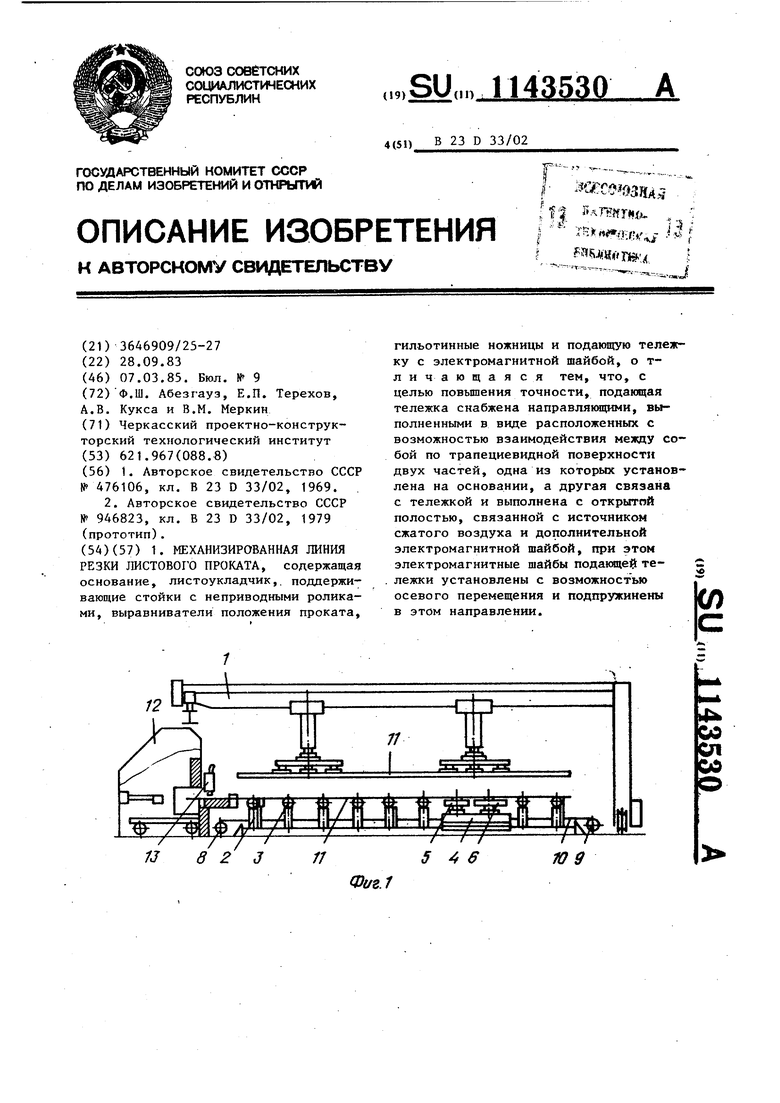
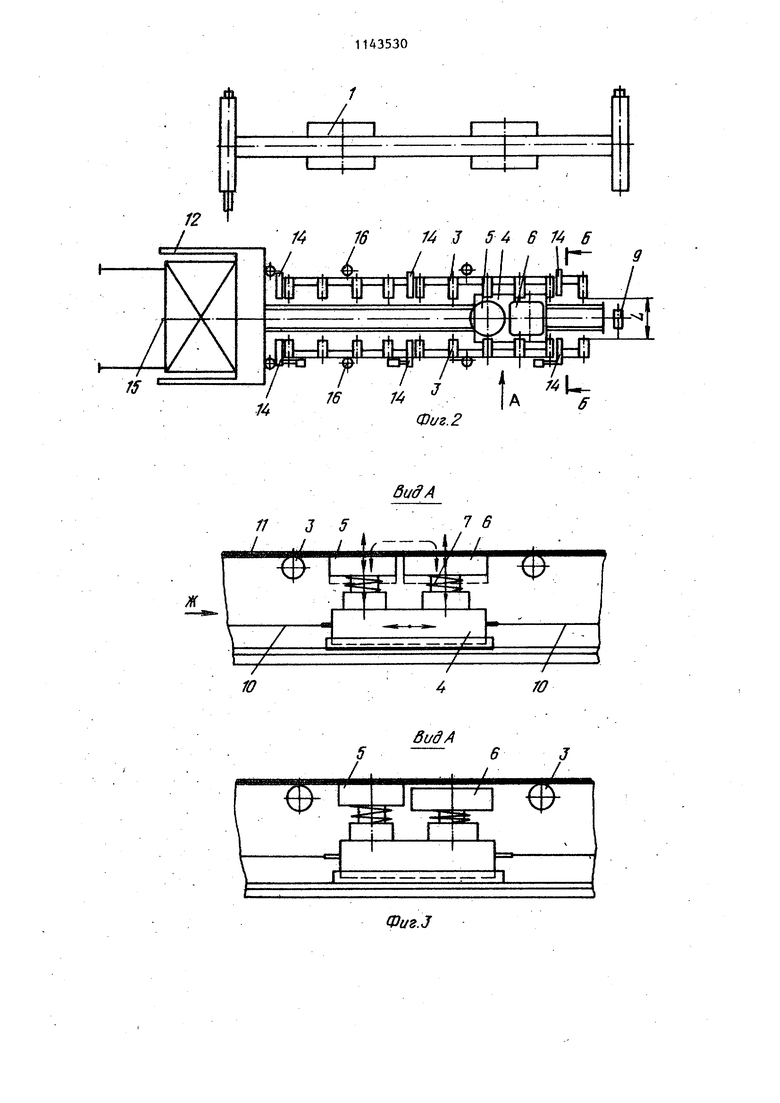
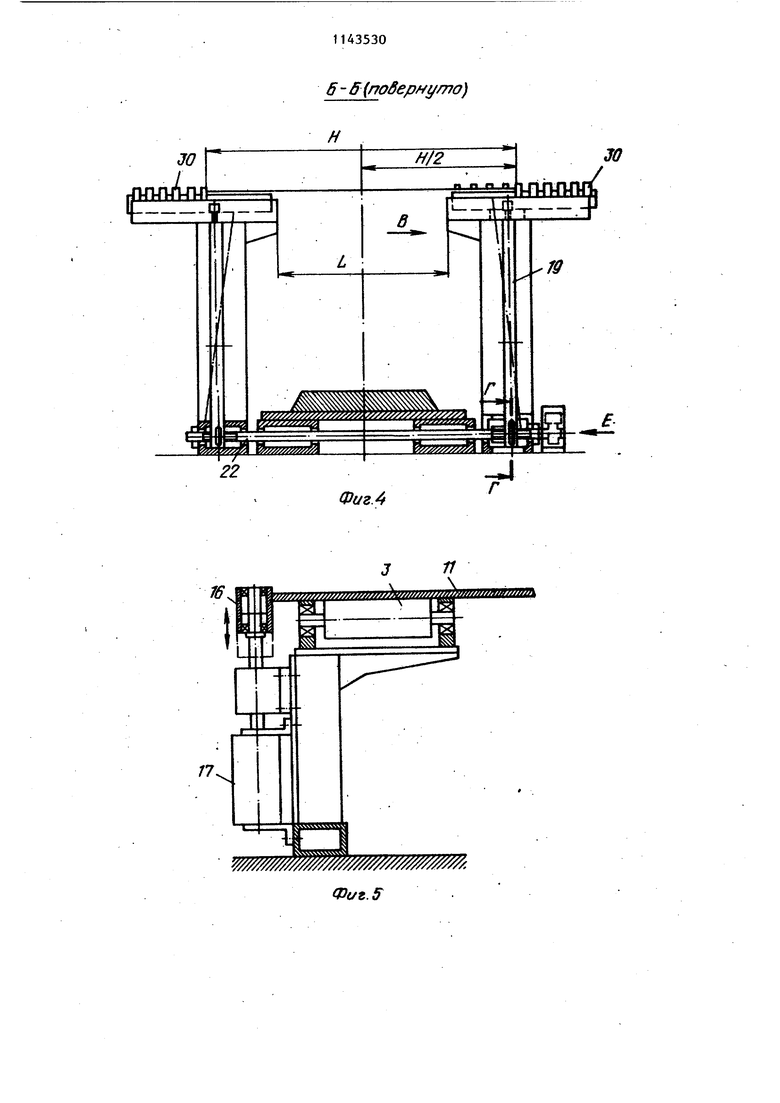
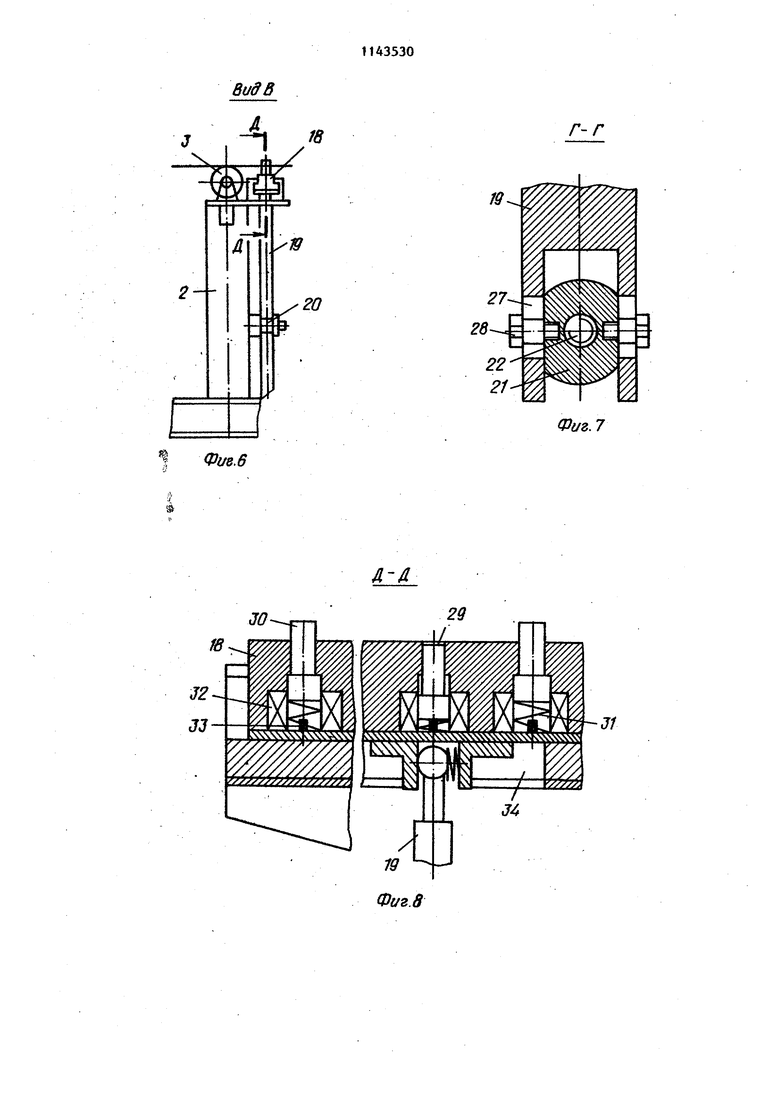
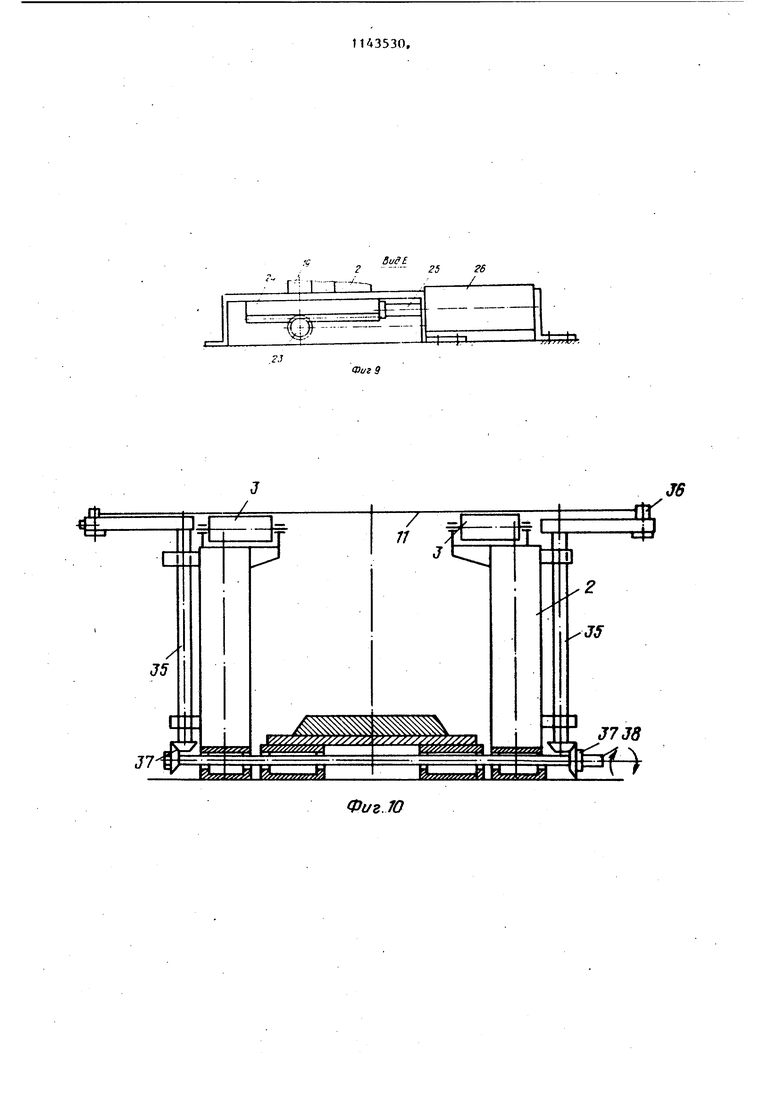
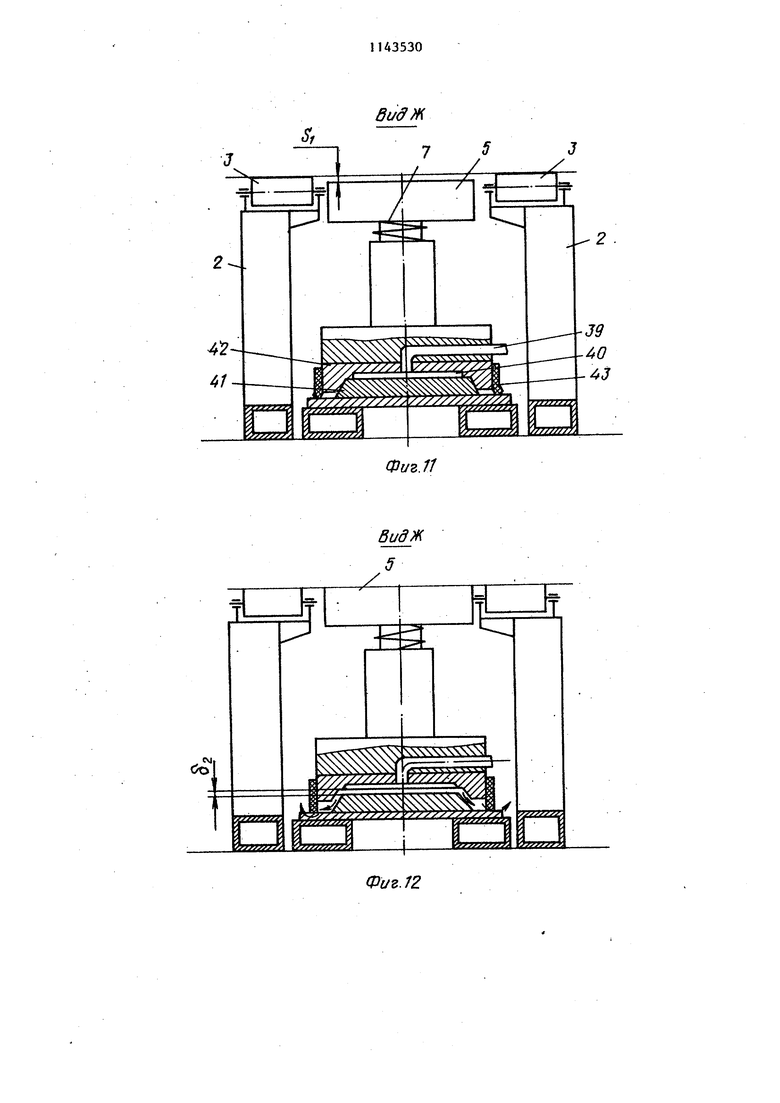
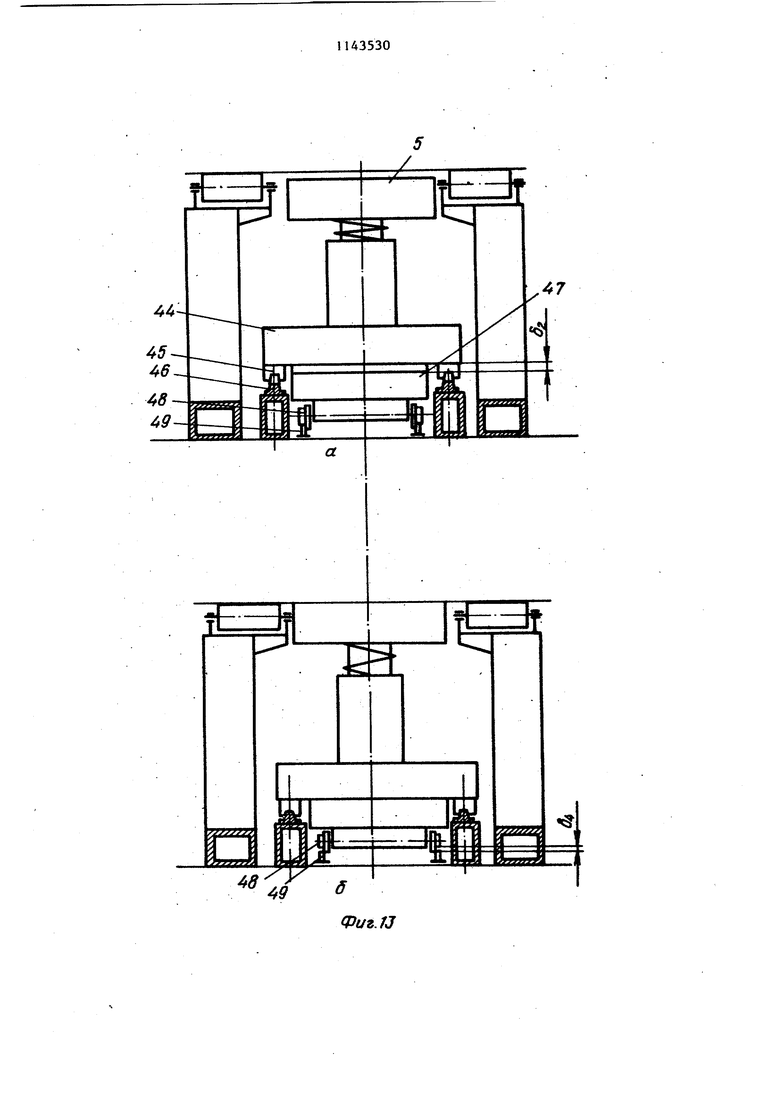
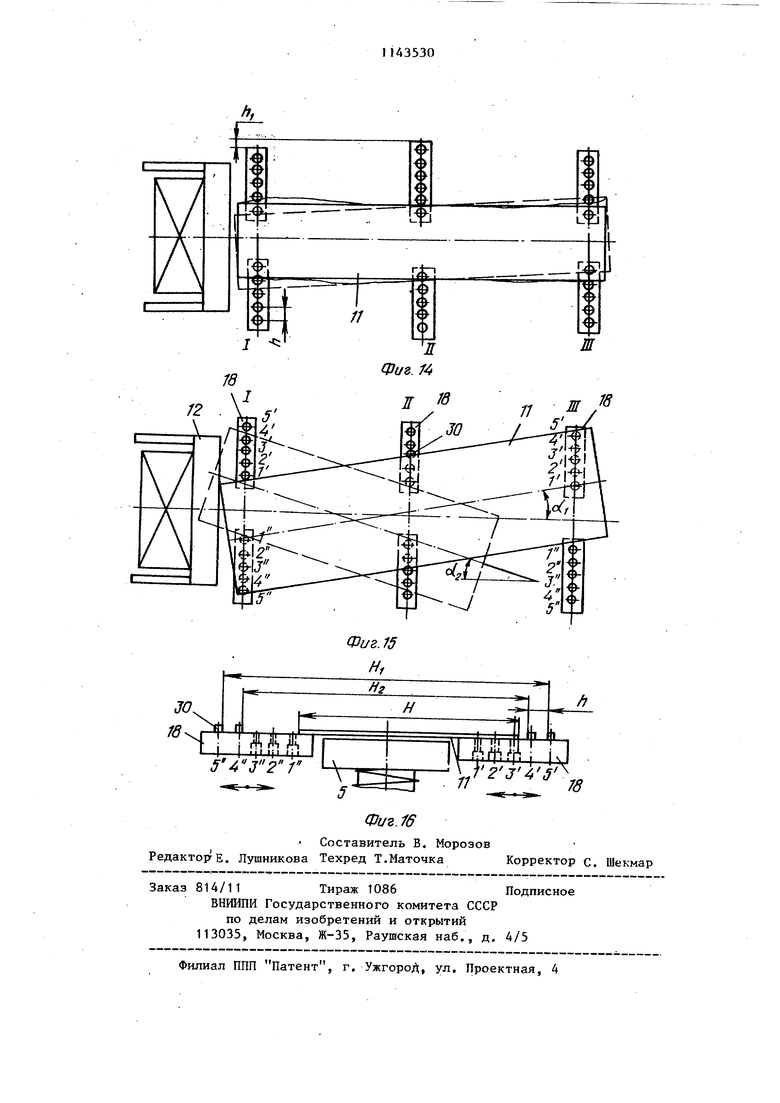
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для резки листового металла Известна линия для резки листово го металла, содержащая гильотинные ножницы, листоукладчик, подающий рольганг, механизм ориентации листа и толкатели 1j , Однако у линии недостаточная производительность и невозможна резка листов под углом. Наиболее близкой к предлагаемой является механизированная линия резки листового Проката, содержащая основание, листоукладчик, поддерживающие стойки с неприводными роликами, выравниватели положения проката гильотинные ножницы и подающую тележку с электромагнитной шайбой д Однако у известной линии тележка ориентируется относительно продольной оси при помощи реборд колес и вследствие зазоров между ребордами колес тележки и рельсовыми путями, тележка при каждом очередном резе не ориентирована относительно продольной оси линии, в результате чег не соблюдается параллельность реза листа (если боковые кромки листа не обработаны). Если одна из боковых кромок листа обработана, то для того, чтобы вьтолнить параллельность реза листа лист перед каждым резом прижимают к боковому жесткому упору, на что непроизводительно затрачивается время. Если же боковые кромки листов не обработаны предварительно, то получить параллельность линии реза детали невозможно (заготовка будет с большими припусками, на что впоследствии необходимо дополнительно затрачивать время). Так как тележка не ориентирована относительно продольной оси, то и развернуть заготовку точно на определенный угол при помощи поворотной магнитной планшайбы невозможно, т.е. поворотная шайба облегчает разворот листа при работе на разметке. При увеличении диаметра поворотной электромагнитной планшайбы (для увеличения силы сцепления обрабатываемого листа с шайбой, т.е. для устранения проскальзывания листа относительно магнитной шайбы) необходимо увеличивать диаметр электромагнитной шайбы, что ведет к увеличению свободного просвета между поддерживающими стойками (увеличивается расстояние между стойками). Это приводит к тому, что обрабатываемьй лист будет прова-, ливаться между этими стойками. Цель изобретения - повьшение точности обработки листового проката на механизированной линии резки проката. Поставленная цель достигается тем, что в механизированной линии резки листового проката, содержащей основание, листоукладчик, поддерживающие стойки с неприводными роликами, выравниватели положения проката, гиль отинные ножницы и подающую тележку с электромагнитной шайбой, подающая тележка снабжена направляющими, выполненными в виде расположенных с возможностью взаимодействия между собой по трапециевидной поверхности двух частей, одна из которых установлена на основании, а другая связана с тележкой и выполнена с откры той полостью, связанной с источнико сжатого воздуха и дополнительной электромагнитной шайбой, при этом электромагнитные, шайбы подающей тележки установлены с возможностью ос вого перемещения и подпружинены в этом направлении. Выравниватели положения проката установлены симметрично относительно продольной оси линии и выполнены в виде возвратно-поступательно подвижных приводных кареток с устанавливаемыми электромагнитными упорами каждый из которых снабжен сигнализа тором исходного положения. Привод кареток выполнен в виде двуплечих поворотных вокруг осей, параллельных направлению перемещения подвижной тележки, рычагов, одн плечи которых связаны с каретками, и пневмоцилиндров, кинематически связанных с другими плечами поворот ных рычагов. Выравниватели положения проката установлены симметрично относительно продольной оси линии и выполнены в виде двух Г-образных поворотных штанг, кинематически связанных меж,ду собой. На фиг. 1 изображена механизированная линия резки листового прокат общий вид; на фиг. 2 - то же, в пла не; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - вьщвижной упор; на фиг. 6 - видВ на фиг. 4; на фиг.7 сечение Г-Г на фиг. 4; на фиг. 8 сечение Д-Д на фиг. 6; на фиг. 9 ; вид Е на фиг. 4; на фиг. 10 - вариа . выполнения ориентирующего устройств на фиг. 11 - вид Ж на фиг. 3; на 12 - то же, в момент передвиже фиг. 12 - то же, в момент передвиже ния тележки; на фиг. 13 - вариант ориентирующего устройства тележки; на фиг..14 - схема ориентации листа с необработанными боковыми кромками фиг. схем«1 разворота листа; на фиг. схема перемещения ка304реток при ориентации листа по центру линии. Механизированная линия резки листового проката содержит листоукладчик 1, поддерживающие стойки 2 с горизонтальными неприводными роликами 3, тележки 4 с двумя электромагнитными шайбами 5 и 6. Электромагнитная шайба 5 установлена с возможностью поворота вокруг своей оси от отдельного п{)И- вода (не показан). Электромагнитные шайбы 5 и 6 установлены с возможностью вертикального перемещения и прдпружинены пружиной 7. Перемещение тележки осуществляется при помощи приводов 8 и 9 и гибкого тягового органа 10, соединенного с тележкой 4. Лист 11 подается к гильотинным ножницам 12. Перед каждым резом лист прижимается к столу ножниц 12 прижимом 13. Лист 11 ориентируется ориентирующими устройствами при помощи выравнивателей 14, установленными вдоль оси 15 линии; L - просвет между опорами 2. ) В случае обработки одной из кромок прижим листа осуществляется одним из вьфавнивателей 14, при помощи перемещающегося в вертикальном направлении упора 16. Привод перемещения этих упоров осуществляется при помощи пневмоцилиндра 17. Выравниватели содержат каретки 18 (фиг. 6), установленные на стойках 2 с возможностью возвратно-поступательного перемещения. Перемещение кареток осуществляется при помощи двуплечего качающегося рычага 19 с осью качания 20. Второй конец рычага 19 соединен при помощи резьбовой втулки 21 (фиг. 7) с ходовым винтом 22, привод которого осуществляется при помощи зубчатого колеса 23 -(фиг. 9), жестко соединенного с валом 22. Зубчатое колесо 23 приводится во вращение при помощи зубчатой рейки 24, со-, единенной при помощи штока 25 с пнев„„цилиндром 26. В рычаге 19 (фиг.7) выполнен паз 27, в выполнен паз 27. в котором находится болт 28 соединякяций рычаг 19 с резьбовой втулкой 21. Каретка 18 выполнена с пазами 29, в которых перемещаются упоры 30 под действием пружин 31 и индивидуальных для каждого упора электромагнитов 32 (фиг. 8). Под каждым упорбм 30 установлен конечный выключатель 33, Каретка пере мещается под действием подпружиненного пружиной качающегося рычага 19 расположенного в пазу 34. Как вариант ориентирукщее устройство состоит из Г-образной штанги 35 на горизонтальной планке которой закреплен подпружиненный упор 36 с фик сатором (не указан). Штанга 35 закреплена к стойке 2 с возможностью вращения при помощи конической передачи 37 от одного ходового вала 38. Тележка 4 имеет полости 39 и 40 для подвода сжатого воздуха между установленной на фунда менте по всей длине линии, направляющей 41 и обратной направляющей 42, закрепленной на тележке 4. По периме ру тележка 4 снабжена ограждающей эластичной рубашкой 43. Как вариант ориентирующее устройство для тележки состоит из двух пла форм, подвижных одна относительно другой. На верхней платформе 44, которая несет электромагнитные шайбы 5 и 6, закреплены две направляющие 45, которые взаимодействуют с жестко закрепленными на фундамент направляющими 46. На нижней платформе 47 закреплены ребордные колеса 48. В момент перемещения тележки 4 между платформами 47 и 44 установлен зазор Sa величина которого изменяется при помощи отдельного привода, за крепленного на тележке (не показан) В момент ориентации тележки образуется зазор 8 между колесами 48 и рельсовым путем 49. Управление линии осуществляется с пульта управх ения (не показан) . Механизированная линия резки листового проката работает следующим образом. Обрабатываемый лист 11 укладываю листоукладчиком на ролики 3 поддерживающих стоек 2. Если обрабатывают ся листы, у которых одна из боковых кромок обработана, а вторая не обра ботана - эта первоначальная ориенти ровкапроизводится при помощи вьщвиж ных упоров 16 и выравнивателями 14. При этом упоры 30 одной из кареток вьфавнивателя 14 опущены вниз (спря таны) . Причем упоры 30 опущены с этой стороны, с которой выдвинуты упоры 16 при помощи пневмоцилиндра т.е. ориентировка листа может произ водиться по обе стороны кромок листа, в зависимости от того, какая из кромок листа обработана. Если же кромки листа не обработаны, ориентирование листа производится при Ломощи ориентирующего устройства выравнивателя 14. Ориентирование листа производится следующим образом. Если лист 11 занимает положение, как показано на фиг. 16, то он нажимает на упоры 30 под № 1, 2, 3, которые в свою очередь нажимают на конечный выключатель 33 под №1,2, 3. Затем подается команда на включение пневмоцилиндра 26, которая передает возвратно-поступательное перемещение ка.реткам 18, причем ход кареток 18 .больще чем шаг h между упорами 30. При первом ходе кареток 18 к центру продольной оси 15 линии лист 11 смещается упором № 4 к оси 15 (к центру), при обратном ходе кареток 18 (от центра) упор № 3 под действием пружины движется вверх и размыкает при этом выключатель 33 под № 3, который дает команду на отключение электромагнита упора 30 под № 3, при этом он движется вверх и в дальнейшем цикле повторяется, пока лист 11 с двух сторон не будет зажат между упорами 30 по центру оси 15. В зависимости от длины обрабатываемого листа 11 могут включаться выравниватели 14 № I и II или в случае обработки листа при максимальной длине (в данном случае 10 м) работают I и III (фиг. 14). При этом у выравнивателей 14 под № II упоры 30 утоплены. В случае, если лист необходимо развернуть на заданный угол об (например oi, 10°; (х; 15°;(у;з 20°; 30° (фиг. 15), например на угол 0 , то включают конечные выключатели 33, а упоры 30 под №1,2, 3, 4 утоплены (опущены) вниз ориентирующего устройства № 1. У ориентирующего устройства под № И все упоры 30 утоплены, а у ориентирующего устройства под № III утоплены упоры 30 под № 1, 2, 3, 4. . Пунктирной линией (фиг. 15) обозначена заготовка, развернутая на угол о(.у . При этом в работе ориентирующие устройства под № I и II. Ориентирующее устройство (вариант иг. 10) работает следующим образом.
После того, как лист 11 положен на ролики 3 стоек 2, включается привод ходового вала 38 (не показан), который при помощи конических передач 37 вращает Г-образные штанги 35, которые своими упорами 30 ориентиру ют лист по центру оси 15.
Когда лист 11 ориентирован, подается команда на включение электромагнитных шайб 5 и 6 (подача на них энергии), .которые находились с зазором 84. 1-5 мм, и они притягиваются к листу 11. Так как шайбы 5 и 6 установлены с возможностью вертикального перемещения (фиг. 3), то каждая из шайб установлена по ходовой посадке (для того, чтобы осуществить вертикальное перемещение и вращение шайбы 5) ив момент, когда обе шайбы прижаты к листу 11, образуют жесткую связь между этими двумя шайбами посредством листа 11. В результате этого зазор колебания листа становится меньше зазора по ходовой посадке каждой из шайб (лист как бы посажен на две колонки), что в свою очередь ведет к точности подачи листа к ножницам и точности всей линии.
Далее подается под давлением воздух между направляющими 41 и 42 I (фиг. 11), который заставляет приподниматься тележку 4 на некоторую величину 8л 1-2 мм (фиг. 12), и приводе через гибкий орган 10 перемещает тележку 4 вместе с листом 11, зафиксированным шайбами 5 и 6 к гильотинным ножницам 12, подойдя к упору с конечным выключателем, установленным на ножницах (не показан). Подается команда на отключение подачи воздуха, а между направляющими 41 и 42 отключается привод 8. Тележка садится на трапециевидную направляющую 42,,, тем самым фиксирует без зазоров лист 11.
Точность фиксации листа определяется точностью изготовления .направляющей 42 и ее установки. Лист фиксируется прижимом 13 и проводится рез листа 11. Затем прижим 13 расфиксируется, подводится воздух под давлением между направляющими 41 и 42 и лист перемещается к ножницам до упора. Затем цикл повторяется.
Вариант фиксации тележки может быть осуществлен следующим образом.
Уменьшают расстояние Ь 10 мм между платформами (от отдельного привода). Платформа 44, несущая магнитные подпружиненные шайбы 5 и 6, садится своими направляющими 45 н« направляющие 46 , (тем самым ориенти- . руется верхняя платформа 44), а между колесами 48, установленными на нижней платформе и рельсовым путем 48, установленными на нижней платформе и рельсовым путем 49, образуется зазор 0 j 3-5 мм.
Затем подается энергия на электромагнитные шайбы 5 и 6, которые притягиваются к листу 11 и жестко между собой фиксируются посредством листа 11. Расстояние S я увеличивается до 10 мм и верхняя платформа 44 с направ ляющей 45 отходит от направляю1цих 46 и становится на рельсовый путь 49, уменьшая 8 до 0. Тележка с листом 11 перемещается до упора на гильотинных ножницах 12 и останавливается. Расстояние 8,j между платформой 44 и 47 уменьшается. При этом платформа 44 вместе с листом 1j без зазора садится на направдяюпще 46, срабатывает прижим 13 и производится рез листа 11. Далее цикл повторяется.
Использование изобретения позволит повысить точность обработки лис-, тового материала на линии для механизированной резки листового проката.
J 5
11
/ Ю
Фиг. 2
GuffA
7 6
I Ю
ВидА
6 I
фФuгJ
6 - G(no8epHi//77o)
ЗшЗшшЭа
Фиг. 5
ВидВ А
18
/
vi
W
4
220
Фив.б
Г-Г
ю
21
Фиг. 7
Г г-:т:- -1
L
Фиг.70
Фиг. 12.
/
fc
47
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для резки листового материала | 1973 |
|
SU476106A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механизированная линия резки листового проката | 1979 |
|
SU946823A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
