Изобретение относится к пайке, в частности к пайке погружением.
Целью изобретения является повы-
шение качества пайки за счет исключения вытекания припоя при подъеме
изделия из ванны.
На фиг.1 представлена схема уста новки для реализации данного способа; на фиг.2 - конструкция вспомога- тельного приспособления; на фиг.З - разрез А-А на фиг.2; на фиг,4 - вид Б на фиг.2 на фиг.З - 8 - последовательность операций способа пайки.
Способ пайки осуществляется следу- ющим образом.
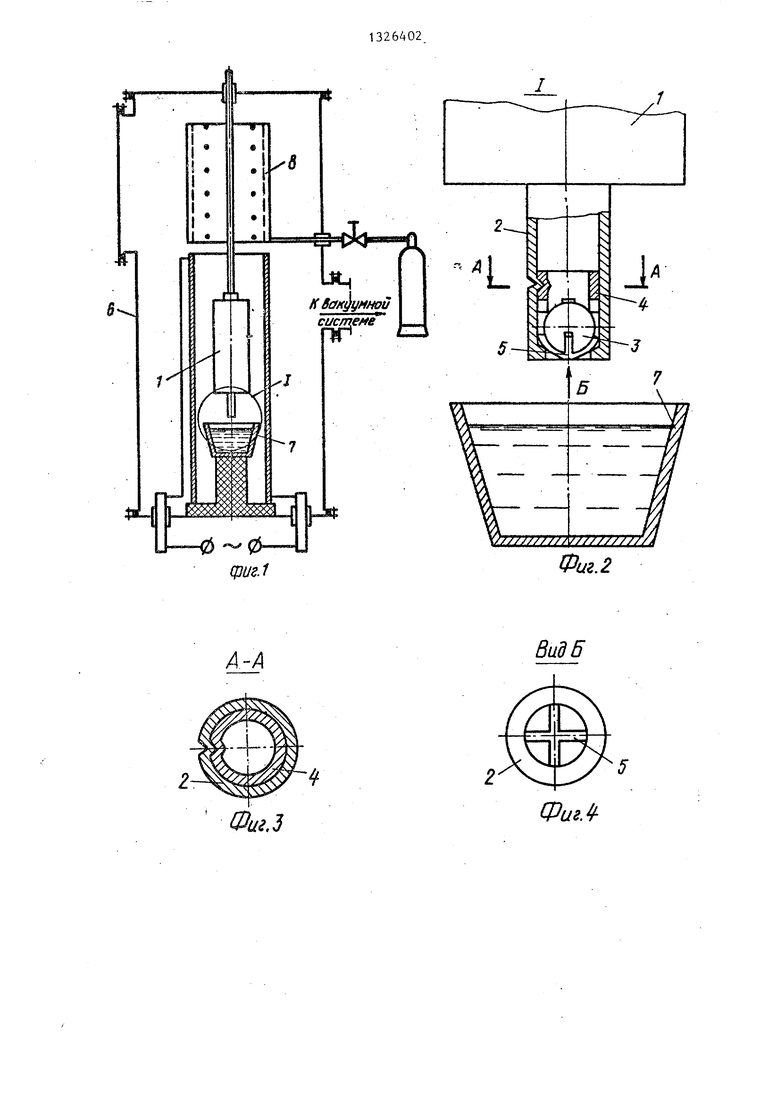
К изделию 1 приваривают вспомогательное приспособление, выполненное в виде шарикового клапана 2 с шариком 3, ограничителями верхнего 4 и нижнего 5 положений, при этом ограничитель 5 изготавливают из материала припоя и в нем выполняют окна со- внутренней полости клапана с, атмосферой. .После этого паяемое 1 устанавливают в печь 6 с контролируемой атмосферой, в которой установлена ванна с припаем 7, производят вакуумирование рабочего пространства печи и нагрев изделия, при этом происходит откачка воздуха из паяемого объема изделия 1 через зазоры, образуемые ограничителем 5 нижнего положения между шариком 3 и кольцевым выступом на входном конце прис- пособления 2. При достижении температуры пайки припой в ванне 6 и ограничитель 5 нижнего положения расплавляются, откачка прекращается (фиг.4). Изделие 1 погружается вспомогатель- ным приспособлением на расчетную глубину в расплавленный припой. Вакуумная система отключается от рабочей камеры печи и с помощью вентиля через спрейер 8 в камеру напускается инертный газ, например аргон, до полного заполнения паяемого объема припоем. За счет разности давления шариковый клапан открывает входное отверстие, перемещаясь вверх до упора, и через образовавшийся зазор расплавленный металл заполняет паяемый объем изделия (фиг.З).
По окончании выдержки, необходимой для полного заполнения паяемого объема припоем, изделие извлекается из ванны, переносится в зону охлаждения и принудительно охлаждается в потоке инертного газа, подаваемого через спрейер 8. При этом шарик 3 под действием собственного веса и веса припоя закрывает входное отверстие клапана 2, препятствуя вытеканию припоя из внутреннего объема изделия (фиг.6) После охлаждения изделие извлекают из печи и от него отрезают шариковый клапан 2.
Формула из обр ет ения
Способ пайки погружением изделий с замкнутым объемом, при котором ва- куумируют внутреннюю полость паяемого изделия и производят пайку погружением изделия в ванну с расплавленным припоем, отличающийся тем, что, с целью повьш1ения качества пайки за счет исключения вытекания припоя при подъеме изделия из ванны, перед вакуумированием к изделию приваривают шариковьш клапан с ограничителями верхнего и нижнего положений шарика, при .этом ограничитель нижнего положения изготовлен из материала припоя и в нем выполнены окна, сооб- щающиеся с атмосферой, после чего паяемое изделие и ванну с припоем устанавливают в печь, вакуумируют, рабочее пространство печи и нагре- вают изделие и ванну до температуры пайки, после погружения изделия в ванну в рабочее пространство печи подают заш 1тный газ, а после проведения пайки шариковый клапан удаляют
К8акдумн( системе
0
. 1
Фиг. 2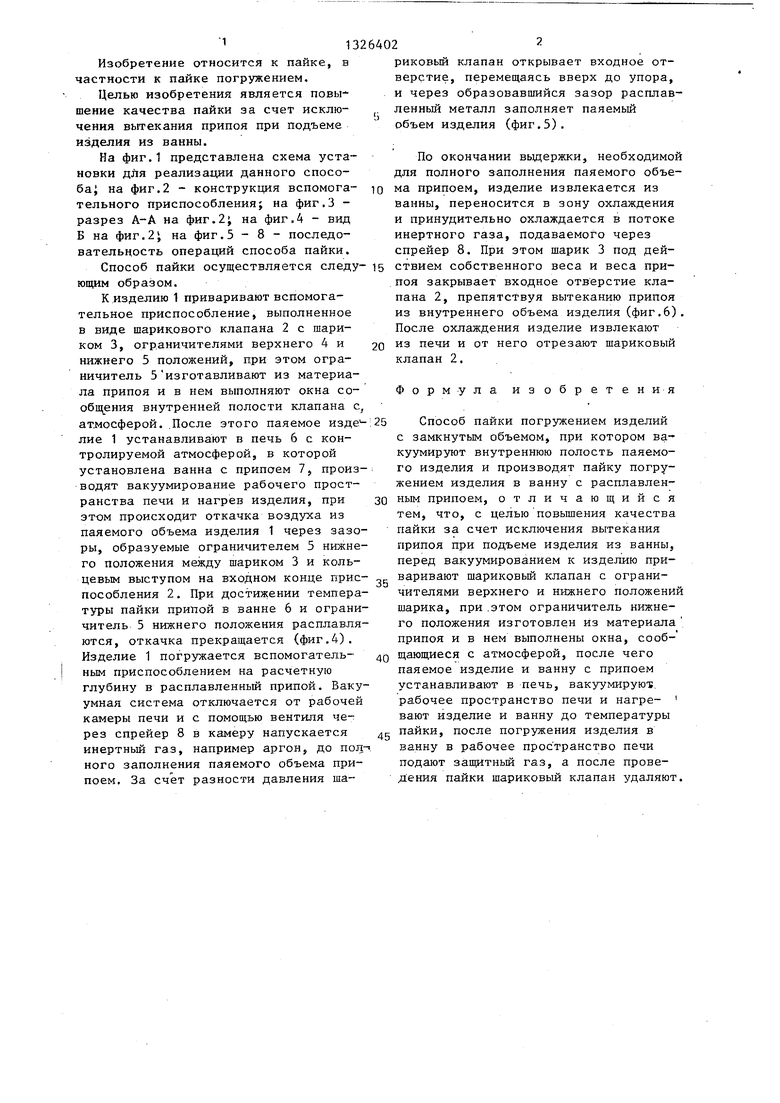
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
| Способ пайки изделий с развитыми паяемыми поверхностями | 1976 |
|
SU664774A1 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| Способ автовакуумной пайки | 1979 |
|
SU816710A1 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
| ЛИНИЯ ПАЙКИ ПОГРУЖЕНИЕМ В РАСПЛАВЛЕННЫЙ ПРИПОЙ | 1996 |
|
RU2113945C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2010 |
|
RU2438842C1 |
| Способ контроля процесса пайки | 1989 |
|
SU1773616A1 |
Изобретение относится к области пайки, в частности к пайке погружением. Целью изобретения является повышение производительности и качества вакуумной пайки изделия с замкнутым объемом. Перед пайкой к изделию приваривают шариковый клапан. Ограничитель нижнего положения клапана изготавливают из материала с температурой плавления, не превышающей температуру пайки. После нагрева и ваку- умирования клапан опускается в расплавленный припой. При этом ограничитель расплавляется и открывает входное отверстие. Припой под действием внешнего давления инертного газа заполняет полый объем изделия. После заполнения клапан под действием собственного веса и давления припоя закрывает входное отверстие, препятствуя вытеканию припоя из объема изделия до момента кристаллизации припоя в процессе охлаждения. После проведения пайки шариковый клапан обрезают. При этом предотвращается вытекание припоя после пайки. 8 ил. с Ф (Л 00 1C О5 4
А-А
Вид 5
г5
Фиг.
7V7 . nQUKU
o
Ввкуун
т-т.
пайки
2
.«
Вакуум
ФИ8.5
////j //j /y77y//yy.
(
Т - лайки
Расплавт - мьшприпой /7QUW
1 гисплаален- /А л/г npt/noljf
Инертныи
SS3
3 Pacnj o6j eff f eftmff6/i/ газ ь/0 припои
i/e. 7
Редактор Н.Швыдкая
Составитель Е.Тютченкова Техред Л.Сердюкова.
Заказ 3228/10Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11303.5, Москва, , Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
us.8
Корректор А.Тяско
| 0 |
|
SU206987A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
