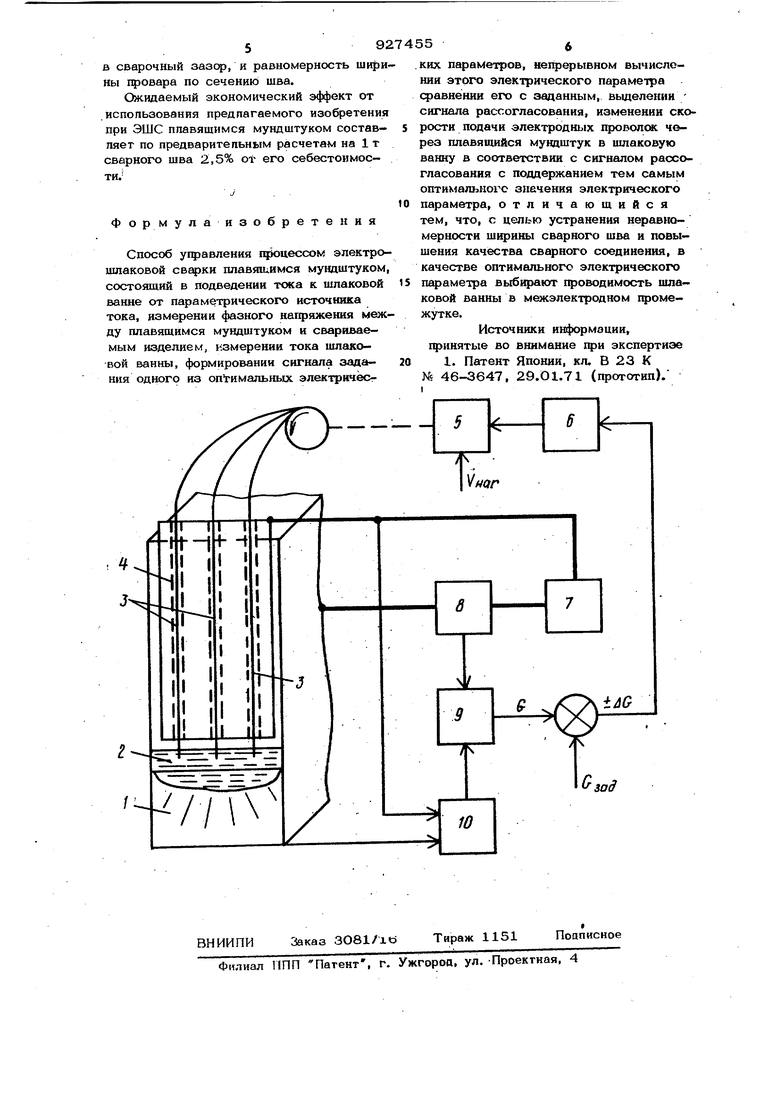
(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОШЛАКОВОЙ Изобретение относится к сварочному производству, в частности к электрошла ковой сварке плавящимся мундштуком крупногабаритных изделий различной фор и конфигурации. Известны способы управления устрой ством для дуговой сварки, в которых аппарат для дуговой сварки переменным током применяется в качестве источника тока, а скорость подачи сварочной Еровблоки автоматически регулируют в соответствии с изменением напряженки дуги 1J. Однако гфименительно к процессам электрошлаковой сварки известные способы не позволяют однозначно определить местонахождение ко1ща электродной проволоки в шлаковой ванне при питании аппарата ЭШС от источника то При дуговой сварке зависимости падени напряжения на дуге от ее длины имеет линейный характер, т.е. регулирование скорости подачи проволоки и соответствии с Hanpii/KeHiioNf дуги пооволяет подСВАРКИдерживать постоянной длину дуги, и тем самым обеспечить заданную скорость перехода металла электрода в сварной шов. При электрошлаковой сварке нахфяжение на шлаковой ванне не определяет однозначно местонахождение конца электрода относительно уровня жидкого металла, т.е. регулирование подачи проволоки по напряжению источника тока теряет смысл, таккак не позволяет достичь важнейшего технологического параметра - заданной скорости наппавпения сварного шва, что существенно снижает качественные характеристики сварного соединения и технико-экономические показатели процесса ЭШС. Целью изобретения является устранение неравномерности ширины сварного шва, повьииение качества сварного соединения. Поставленная цель дост(п ается тем, что согласно способу управления процессом электрошлаковой сварки плавящим-. ся мундштуком, состоящем, в подведени тока к шлаковой ванне от источника тока, измерении фазного нагфяжевия: меж ду плавящимся мундштуком и свариваемым изделием, измерении тока сварки, формировании сигнала задания одного из оптимальных электрических параметров, нещ)ерывном вычислении этого электрическбго параметра, сравнении его с заданным, вьщеление сигнала рассогласования и измерении скорости подачи элек родных проволок через плавящийся мундштук в шлаковую ванну в соответствии с сигналом рассогласования с поддержанием тем самым оптимального значения электрического параметра, в качест ве оптимального электрического параметра выбирают проводимость шлаковой ванны в межэлектродном гфомежутке. Проводимость шлаковой ванны в сварочном зазоре является параметром, однозначно определяющим местонахождение концов электродных проволок и плавящегося мундштука относительно зеркала металлической ванны, что позволяет использовать этот параметр для управления подачей электродных гфоволок 1ФИ питании сварочного аппарата от источника тока. На фиг. 1 представлен пример выполнения предлагаемого способа ущ9авления процессом электрошлаковой сварки. Схема содержит свариваемое изделие 1; шлаковая ванна 2; электродная (элек тродные) проволока 3;- плавящийся мунд штук 4; привод подачи электродной гфоволоки (проволок) 5; усилитель мощнос 6; параметрический источник тока 7; датчика тока 8; измеритель проволимости шлаковой ванны 9; датчик напряжения 10. Способ управления процессом электрошлаковой сварки осуществляется следующим образом. Цосле наведения шлаковой ванны 2 в сварочном зазоре любым из известных способов, привод 5 осуществляет подачу электродной проволоки 3 через плавящийся мундштук 4 с начальной скоростью Унач Д воздействием установленного тока от источника тока 7 электродная проволока 3 ппавится в шлаке, в результате чего образуется сварное соединение 1. Датчик тока 8 и датчик напряжения 10 получают информацию, соответственно, о токе процесса и напряжения между плавяшимся мувд1итуком 4 и изделием и передают ее в блок измерения тфоводимости 6 шлаковой ванны 9. Сигнал с выхода блока 9, пропорциональный реальной 1ФОВОДИМОСТИ 6 шлаковой ванны сравнивается с сигналом пропорциональнь1М заданной оптимальнойопровбдимости, после чего разность этих сигналов через усилитель 6 воздействует на начальную скорость Vцдц привода 5 таким образом, чтобы свести разность д Q между реальной и заданной проводимостью шлаковой ванны к нулю. Поддержание постоянной проводимости.шпаковой ванны в сварочном зазоре позволяет сохранить стабильной конфигурацию температурного поля в сварочном зазоре, а постоянство тока в шлаковой ванне QT источника тока обеспечивает стабильность вводимой мощности в зазоре, что способствует достижению равномерной ширины щзоплавления кромок свариваемого изделия и повышению качества сварного соединения в целом. Предлагаемый способ управления осуществляют itpw. электрощлаковой сварке плавящимся мундщтуком деталей штамповой оснастки. Размеры щва 4ООх 8ООх X 50 мм. В качестве сварной головки щжменяют аппарат А645, через плавящийся мундштук, размерами 350 X ЮООХ Х10 мм подают три электродных проволоки диаметром 3 мм, ИСТОЧНИЕ питания трансформатор ТРМК ЗООО/1, включенный в трехфазную сеть напряжения 38ОВ по схеме Бушеро посредством дросселей ОСУ-100 и конденсаторной батареи типа КМ-2-0, 38х 6. Сварочный ток поддерживают источником тока постоянным заданным на уровне 1,5кА, напряжение источника колеблется в диапазоне 4О-5ОВ в зависимости от проводимости шлаковой ванны в сварочном зазоре. Энергетические параметры сварки регистрируются самопишущими приборами типа Н37О, в качестве феобразователя тока и напряжения применяются серийные блоки из тфибсра Н 338-4Л, в качестве измерителя гфоводимости ванны - блок делителя типа СШ 132-У3. Изменение скорости подачи электродных проволок по сигналу проводимости с выхода блока (Ж1132-У3 осуществляют вручную, поддерживая проводимость в шлаков 9й ванне постоянной на уровне 30 ом. В процессе сварки достигается ожидаемая стабильность мощности, вводимой в сварочный зазор, к равномерность Ш(фи ны щ овара по сечению шва. Онсидаемый экономический эффект от .использования предпагаемого изобретения при ЭШС плавящимся мундштуком составпяет по предварительным расчетам на 1 т сварного шва 2,5% от его себестоимости. Формулаизобретения Способ угфавления 1фоцессом эпектрошлаковой сварки плавящимся мундштуком состошций в подведении тока к шлаковой ванне от параметрического источника тока, измерении фазного напряжения между плавящимся мундштуком и свариваемым изделием, измерении тока шлаковой ванны, формировании сигнала задания одного из опгимальных электрнчеог .ких параметров, непрерывном вычислении этого электрического параметра сравнении его с заданным, выделении сигнала рассогласования, изменении скорости подачи электродных проволок через плавящийся мундштук в шлаковую ванну в соответствии с сигналом рассогласования с поддержанием тем самым оптимал1.иого значения электрического параметра, отличающийся тем, что, с целью устранения неравномерности ширины сварного шва и повышения качества сварного соединения, в качестве оптимального электрического параметра выбирают 14 оводимость шлаковой ванны в межэлектродном 1фомежутке. Источники информации, гфинятые во внимание при экспертизе 1. Патент Японии, кл. В 23 К № 46-3647, 29.01.71 (прсхгогип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ управления дозированием материалов при электрошлаковой сварке | 1980 |
|
SU917983A1 |
| Способ управления процессом электрошлаковой сварки | 1982 |
|
SU1042934A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
