(54) СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАВЯЩИМСЯ
Изобретение относится к сварочному производству, в частности при электрошлаковой сварке изделий плавящимся мундштуком.
Известен cnoccj6 электрошлаковой сварки плавящимся мундштуком, заключающийся в том, что по каналам плавящегося мундштука подают основные и дополнительные присадочные тфоволоки, причем крайние щзоволоки подают непрерывно. После устрановления гфоцесса проволоки подают только по основным . каналам. При этом измеряют ток и нац)яжение сварки. После того, как плавящийся мундштук потеряет контакт со шлаковой ванной начинают подачу дополнительш.1х проволок, непрекращая подачи основных проволок, причем дагчиком на включение основных и вспомогательных проволок может быть реле тока. Этим самым стараются уменьшить амплитуду колебания вводимой в шлаковую ванну мощности и достичь равномерной ширины сварного шва tl.
МУНДШТУКОМ
Однако известный способ ЭШС имеет ряд недостатков. Для осуществления ЭШС по известному способу необходимо, как минимум два механизма подачи проволок, основной и вспомогательный (для сварки крупногабаритных изделий плавящимися мундштуками механизмов подачи 1ФОВОЛОК должно быть в два раза больше вместе с соответствующими приводами и системами управления). Это
10 существенно усложняет технику выполнения сварки. Кроме того, периодическая остановка подачи вспомогательных 1ЦЮВОЛОК в момент касания плавящимся мундштуком шлаковой ванны, в ряде спуISчаеВ| как показала практика, приводит к свариванию концов вспомогательных проволок с TOjpuoM мундштука, что существенно затрудняет возобновление подачи вспомогательных проволок в шлаковую
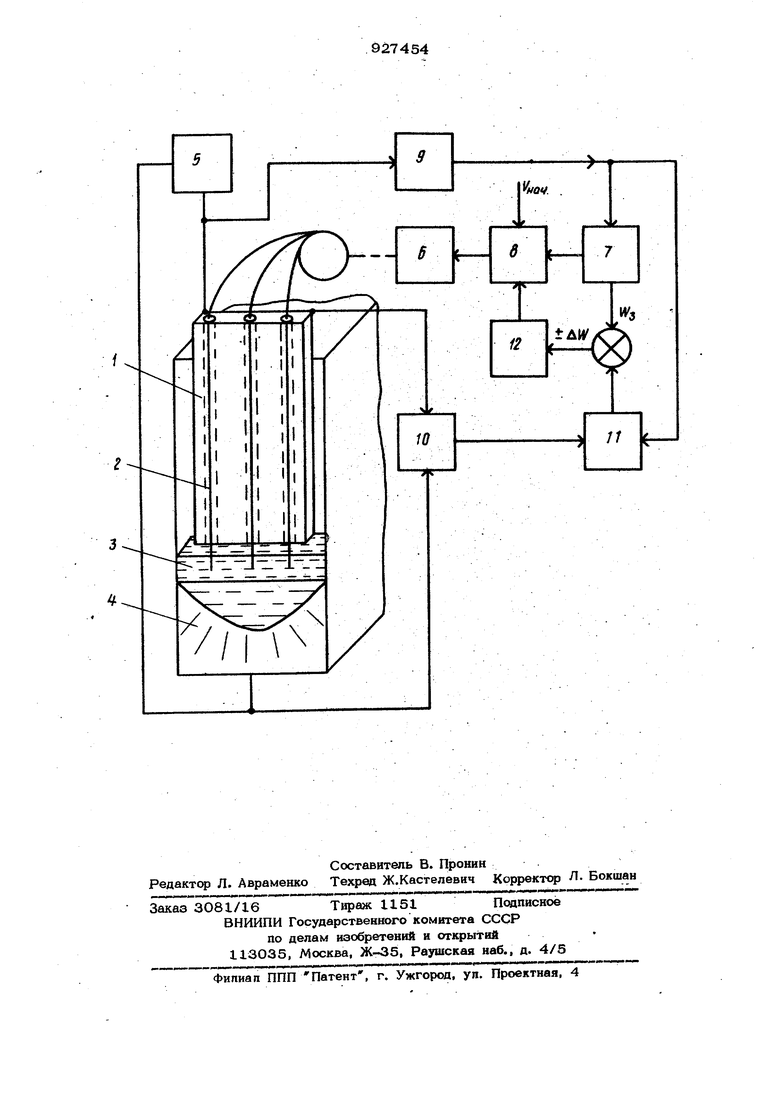
20 ванну при отрыве от нее плавяще- гося мундштука. Это приводит к появлению с местных непроваров в сварном шве, нарушениям стабильнопроцессасварки, снижению его ктивности. Цепью изобретения является упр ение оборудования, обеспечение равномерной ширины сварного шва к повышение качества сварного соединения. Поставленная цель достигается тем, что согласно гфедлагаемому способу ЭШС, к шлаковой ванне, расположенной в зазоре между кромками свариваемых изделий, подводят ток от источника на1ряжения, измеряют ток , напряжение между плавящимся мундштуком и изделием, формируют опорный сигнал оптимальной активной мощности вводимой в шлаковую ванну, определяю реальную активную мощность, вьщеляе- мую в шлаковой ванне путем умножения тока сварки на напряжение между плавящимся -мундштуком и издепием, сравнивают сигналы, пропорциональные опорной и реакльной активной мощности и вьщеляют сигнал рассогласования мощности, который путем изменения параметров режима сварки, приводят к нулю, периодически осуществляют изменение скорости подачи всех электродных проволок в шлаковую ванну с частотой равной частоте естественной модуляции амплитуды сварочного„тока, увеличивая скорость подачи проволок при уменьшении амплитуды тока и уменьшая скорость подачи при увеличении амплитуды тока с приведением тем самым сигнала рассогласования между опорной и реальной активной мощностью, вьщеляемой в шлаковой ванне к нулю. На чертеже представ пен пример выполнения предлагаемого способа ЭШС. Схема содержит плавящийся мундшт 1; электродные проволоки 2; шлаковая ванна 3; сварной шов 4; источник пита ния 5; привод подачи электродных проволок 6; блок коэффициента пропорциональности 7; усилитель-преобразовател сигнала 8; преобразователь тока 9; пр образователь напряжения 10; измерите активной мощности 11; блок коррекции скорости подачи проволок 12. Способ электрошлаковой сварки осуществляется следующим образом. Цосле наведения шлаковой ванны 3 через каналы плавящегося-мундштука 1 осуществляется подача в шлаковую ван . ну 3 электродной гфоволоки 2 посредством привода 6 от усилителя-преобраз вателя 8 с постоянной начальной ско4ростью цо|ц . Электродная проволока 2 под воздействием тока от источника питания 5 начинает плавиться в шлаковой ванне 3, вследствие чего образуется сварной шов 4. Преобразователь тока 9 через блок коэффициента пропорциональности 7 и усилитель-гфеобразователь 8 воздействует на привод подачи электродной проволоки 6, осуществляется принудительное изменение скорости подачи проволоки с частотой амплитудной модуляции тока. Измеритель активной мощности II получает информацию от преобразователей тока 9 и напряжения 10 на шлаковой ванне. Сигнал с выхода 11 гфопорциональный реальной активной мощности сравнивается в узле сравнения с onqjHbiM сигналом, пропорциональными оптимальной мощности и разность этих сигналов через блок коррекции 12 воздействует с соответствующим знаком на установку начальной скорости V нам в блоке усилителя-преобразователя 8, сводя разность между опорной и реальной мощности, вьщеляемой в шлаковой ванне к нулю. Предлагаемый способ ЭШС позволяет отказаться от дополнительных механизмов подачи вспомогательных проволок, т.е. ущэостить оборудование, полностью исключить возможность сваривания концов электродных проволок с торцом плавящегося мундштука, т.к. электродные проволоки подаются в шлаковую ванну непрерывно без остановок, обеспечить равномерность ширины свар-, ного шва, тем самым повысить качество сварного соединения и, в целом, эффективность гфоцесса ЭШС. Способ ЭШС осуществляют цри сварке плавящимся . мундштуком деталей штампового оборудования. Размеры шва составляют 8ОО X 125 50 мм. В качестве сварочной головки приме- няют аппарат А645, через плавящийся мундштук размером 75Ох 15ООх 1О мм подают шесть электродных проволок диаметром 3 мм, источник питания Тр-р ТШС ЗООО/1, сварочный ток 1,5 - ЗкА, напряжение 48 - 50 В. Энергетические параметры регистрируются самопишущими приборами типа Н 370, в качестве преобразователей тока и напряжения используются серийные блоки из быстродействующего прибора Н 338-4П, в качестве измерителя активной мощности прибор типа Д 556. Задание начальной скорости и периодическое изменение скорости прдачи проволок по показаниям приборов осуществляют вручную. В процессе сварки достигается ожидаемая стабильность мощности, вводимой в сварочный зазор, и равномерность ширины провара по сечению шва. Экономический эффект от использования предлагаемого изобретения при ЭШС плавящимся мундштуком позволяет по предварительным расчетам снизить себестоимость выполнения сварного шва на 2,2%. Ф о р м у л а изобретения Способ электрошлаковой сварки ппавяшимся мундштуком, сЪстоящий в. том, что к шлаковой ванне, расположенной в зазоре между кромками свариваемых изделий, подводят ток от источника напряжения, измеряют ток сварки, напряжение между плавящимися мундшту ком и изделием, формируют опорный сиг нал оптимальной активной мощности, вводимой в шлаковую ванну, определяют реальную активную мощность, вьщеляемую в щлаковой ванне путем умножения тока сварки на напряжение между пла- вящимся мундштуком и изделием, срав- нивают сигналы, пропорциональные опорь ной и реальной активной мощности, и выделяют сигнал рассогласования и изменяют параметры режима сварки для |риведения сигнала рассогласования к нулю, отличающийся тем, что, с целью угфощения оборудования и достижения равномерной ширины сварного шва, изменение параметров режима сварки 1ФОИЗВОДЯТ путем периодического изменения скорости подачи одновременно всех электродных проволок через плавящийся мундштук в шлаковую ванну с частотой, равной частоте естественной модуляции амплитуды сварочного тока, увеличивая скорость подачи гфоволок 1ФИ уменьшении амплитуды тока. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 45067О, кл. В 23 К 25/ОО, 02.01.73 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ управления дозированием материалов при электрошлаковой сварке | 1980 |
|
SU917983A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| Способ управления процессом электрошлаковой сварки | 1982 |
|
SU1042934A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |