сх 4
00
2. Устройство для автоматического управления процессом сварки плавлением, содержащее сварочную горелку, реверсивный двигатель механизма вертикального перемещения сварочной горелки, двигатель подачи присадочной проволоки, задатчик уровня опорного напряжения дуги, блок сравнения, входы которого подключены к сварочной горелке и задатчику уровня опорного напряжения дуги, а выход - к реверсивному двигателю механизма вертикального перемещения сварочной горелки, отличающееся тем, что, с целью повышения качества заварки глубоких отверстий малого диаметра за счет определения момента начала заварки отверстия, оно дополнительно снабжено
датчиком скорости вертикального перемещения сварочной горелки, аналоговым ключом и элементом блокировки, при этом управляющий вход аналоговог ключа связан свторым выходом блока сравнения, его информационный вход связан с выходом датчика скорости вертикального перемещения сварочной горелки, а выход через элемент блокировки связан с двигателем подачи присадочной проволоки.
3. Устройство по п.2,о т л и чающееся тем, что датчик скорости вертикального перемещения горелки выполнен в виде тахогенератора, причем последний механически связан с реверсивным двигателем механизма вертикального перемещения сварочной горелки.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для автоматической сварки криволинейных стыков | 1973 |
|
SU538844A1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Роботизированный саморегулируемый сварочный комплекс и способ дуговой сварки неповоротных стыковых соединений трубопроводов большого диаметра | 2023 |
|
RU2817272C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
1. Устройство для автом тического управления процессом сварки плавлением, содержащее сварочную горелку, реверсивный двигатель механизма вертикального перемещения сварочной горелки с датчиком ее вертикального перемещения, двигатель подачи присадочной проволоки, зсщатчик уровня опорного напряжения дуги. блок сравнения, входы которого подключены к сварочной горелке и ,задатчику уровня опорного напряжения дуги, а выход - к реверсивному двигателю механизма вертикального перемещения сварочной горелки, о т л и ч а ю щ е е с я тем, что, с целью повышения качества заварки глубоких отверстий малого диаметра за счет определения мсмента начала заварки отверстия, оно дополнительно снабжено измерителем вертикального перемещения сварочной горелки с блоком запуска измерителя и элементом блокировки, при этом управляющий вход блока запуска измерителя связан с вторьлл выходом блока сравнения, его информационный вход связан с выходом (О датчика вертикального перемещения сварочной горелки, а выход блока запуска измерителя через измеритель вертикального перемещения сварочной горелки и элемент.блокировки связан с двигателем под51чи присадочной проволоки.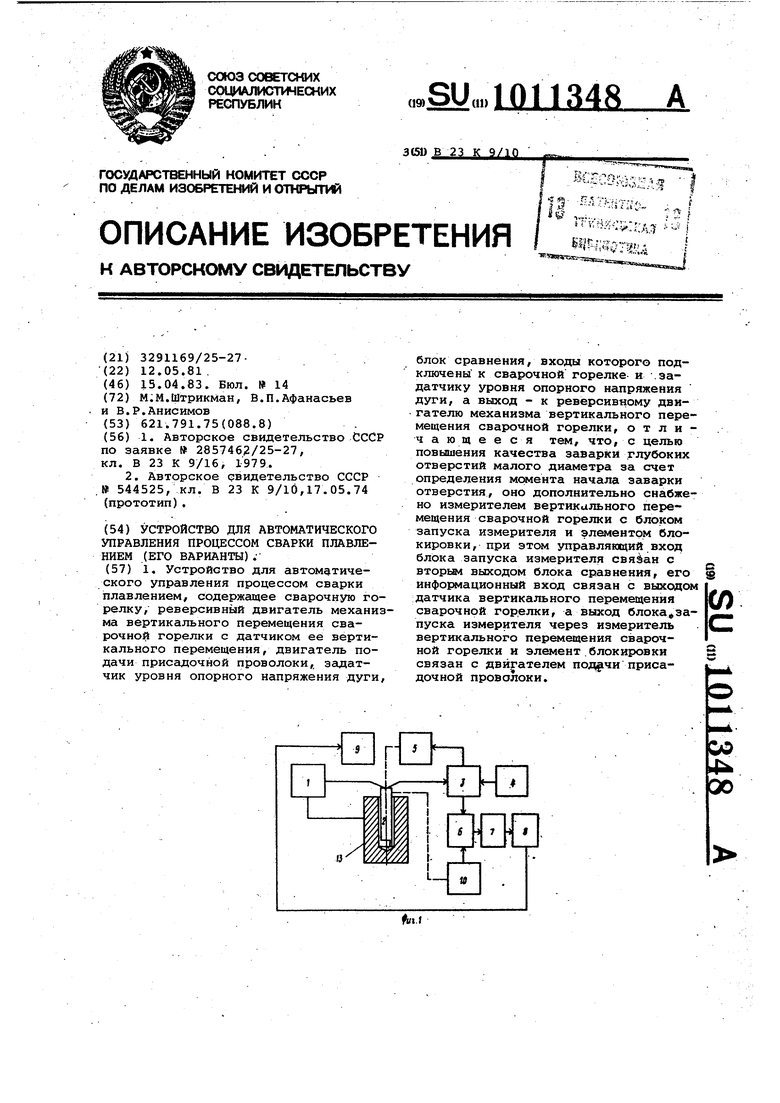
1
Изобретение относится к автоматической электродуговой сварке в среде защитныхгазов, преимущественно при заварке глубоких отверстий малого диаметра, и может быть использовано в любой промышленности при исправлении глубокозалегающих дефектов в сварных швах и отливках, а также для автоматической сварки пробковых швов.
Известно устройство для заварки глубоких отверстий, на токоподводящем наконечнике которого установлен неплавящийся электрод для предварительного наведения сварочной ванны на дне отверстия С ЗОднако в этом устройстве время наведения сварочной ванны необходимых размеров подбирается в каждом конкретном случае экспериментально в зависимости от материала изделия, диаметра и глубины отверстия, силы сварочного тока и скорости вращения неплавящегося электрода, что недостаточно точно, так как не учитываются различные технологические отклонения объектов и режимов сварки.
Известно устройство для дуговой сварки, содержащее сварочную горелку, реверсивный двигатель механизма вертикального перемещения горелки с датчиком ее вертикального положения, двигатель подачи присадочной проволоки, задатчик уровня опорного напряжения с системой слежения за напряжением дуги 2.
При использовании этого устройства для заварки глубоких отверстий малого диаметра нельзя получить хорошее качество шва, так как оно не позволяет определить момент наведения сварочной ванны и дать последующую команду на начало заварки отверстия.
Целью изобретения является повышение качества заварки глубоких отверстий малого диаметра за счет определе.ния момента начала заварки отверстия.
Указанная цель достигается тем, что устройство для автоматического управления процессом сварки плавлением, содержащее сварочную горелк реверсивный двигатель механизма вертикального перемещения сварочной горелки с датчиком ее вертикального перемещения, двигатель подачи присадочной проволоки, задатчик уровня опорного напряжения дуги, блок сравнения, входы которого подключены к сварочной горелке и задатчику уровн опорного напряжения дуги, а выход к реверсивному двигателю механизма вертикального перемещения горелки, дополнительно снабжено измерителем вертикального перемещения сварочной горелки с блоком запуска измерителя и элементом блокировки, при этом управлягадий вход блока запуска измерителя связан с вторым выходом блока сравнения, его информационный вход связа.н с выходом датчика вертикального перемещения сварочной горелки, а выход блока запуска измерителя через измеритель вертикальног перемещения сварочной горелки и элемент блокировки связан с двихателем подачи присадочной проволоки.
Целью изобретения является также повышение качества заварки глубоких 40 отверстий малого диаметра за счет
определения момента начала заварки отверстия.
Поставленная цель достигается тем что устройство для автоматического управления процессом сварки плавлением, содержащее сварочную горелку, реверсивный двигатель механизма вертикального перемещения сварочной горелки, двигатель подачи присадочной проволоки, задатчик уровня опорного напряжения дуги, блок сравнения, входы которого подключены к сварочной горелке и задатчику уровня опорного напряжения дуги, а выход - к реверсивному двигателю механизма вертикального перемещения сварочной горелки, дополнительно снабжено датчиком скорости вертикального перемещения сварочной горелки, аналоговым ключом и элементом блокировки, при этом управляющий вход аналогового ключа связан с вторым выходом блока сравнения, егй информационный вход связан с выходом датчика скорости вертикального перемещения сварочной горелки, а выход через элемент блокировки связан с двигателем подачи присадочной проволоки.
Кроме того, в качестве датчика скорости вертикального перемещения горелки используется тахогенератор, механически связанный с реверсив- ным двигателем механизма вертикального перемещения горелки.
На фиг.1 показана функциональная блок-схема устройства по первому варианту; на фиг.2 - то же, по второму варианту.
Устройство по варианту 1 состоит из сварочного выпрямителя, связанного с горелкой 2 для заварки глубоких отверстий, сигнал напряжения ко торой поступает на первый вход блока 3 сравнения, второй вход блока 3 сравнения связан с задатчиком 4 уровня опорного напряжения дуги. Первый выход блока 3 сравнеНИН связан с реверсивным двигателем механизма вертикального перемещения горелки 2. Второй выход блока 3 связан с управляющим входом блока б запуска измерителя, выход которого связан с измерителем 7 вертикальног перемещения горелки. Выход измерителя 7 связан через элемент 8 блокировки с двигателем 9 подачи при-, .садочной проволоки. Информационный вход блока б запуска измерителя связан с датчиком 10 вертикального полжения горелки.
В устройстве по варианту 2 второ выход блока 3 сравнения связан с управляющим входом аналогового ключа 11 информационный вход которого связан с выходом датчика 12 скорости вертикального перемещения горелки. Выход аналогового ключа 11 через усилитель 13, инвертор 14 и элемент
блокировки связан с двигателем 9 подачи присадочной проволоки.
Устройство по варианту 1 работает следукщим образом.
Сварочную дугу возбуждают между врс1щающимся электродом горелки 2 и стенкой завариваемого отверстия. При этом на дуге присутствует напряжение выше номинального, задаваемого задатчиком 4 уровня опорного напряжения. За счет этого двигатель 5 механизма вертикального перемещения горелки опускает горелку до тех пор, пока напряжение дуги не станет равным опорному, которое задается задатчиком 4. В этот.момент блок 3 сравнения напряжения дуги вьадает команду на останов двигателя 5 и подключает датчик 10 вертикального положения горелки к измерителю 7 вертикального перемещения горелки через блок б запуска измерителя.
По мере расплавления материала и образования сварочной ванны на дне отверстия уровень верхней границы расплава постепенно понижается, что приводит .к увеличению напряжения на дуговом промежутке. При этом срабатывает блок 3 сравнения, который включает двигатель 5 для. уменьшения дугового промежутка путем дальнейшего опускании сварочной горелки 2.
сигнал на выходе измерителя 7, пропорпиональный величине вертикального перемещения горелки 2, измеряется, .начиная с момента достижения оптимальной стабилизированной дуги, т.е. с момента начала наведения сварочной ванны.
После наведения сварочной ванны достаточных размеров сварочная горелка 2 опустится по отношению к ре положению в момент начала наведения ванны настолько, что выходной сигна измерителя 7 вертикального перемещения горелки, вызовет срабатывание элемента 8 блокировки, который включит двигатель 9подачи присадочной проволоки. С подачей присадочной проволоки начинается процесс заварки отверстия, во время которого реверсивный двигатель 5 механизма вертикального перемещения горелки постепенно выводит горелку из завариваемого отверстия, обеспечивая в то же время стабилизацию параметров дуги
Устройство по варианту 2 работает следующим образом.
После опускания горелки в,отверстие в момент достижения оптимальных параметров дуги блок 3 сравнения посредством аналогового ключа 1 усилителя 13, согласующего инвертора 14 подключает выход датчика 12 скорости вертикального перемещения горелки к элементу 8 блокировки. .. При достижении сварочной ванны достаточных размеров скорость опуекания горелки 2 уменьшится настолько, что сигнал на выходе элемента 8 блокировки приведет к его срабатыванию и включению двигателя 9 подачи присадочной проволоки. Начинается процесс заварки отверстия, в котором обеспечивается стабилизация параметров дуги. .
В качестве датчика 12 скорости перемещения горелки может быть использован, например, тахогенератор, механически связанный с двигателем 5 механизма вертикального перемещения горелки 2,
Устройство для автоматического управления процессом сварки плавлением по сравнению с известным позволяет повысить качество начального этапа заварки отверстий за счет точной дозировки энергии, предотвращения перегрева изделия и связанной с перегревом деформации изделия или недостаточного подогрева, что приводит к несплавлению на дне отверс|тия. Устройство позволяет также полностью с1втоматизировать процесс заварки глубоких отверстий малого диаметра, что существенно сокращает брак.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОФУНКЦИОНАЛЬНОЙ ПРИСАДКИ | 0 |
|
SU285146A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| Устройство для дуговой сварки неплавящимся электродом | 1974 |
|
SU544525A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
